![]() Scientists from University of California Santa Barbara have been exploring the use of acoustophoresis in regulating electrical composites in accompaniment with 3D printing in ‘Flexible Composites with Programmed Electrical Anisotropy Using Acoustophoresis.’ This work expands on the current demand in the marketplace for multifunctional 3D printing materials.
Scientists from University of California Santa Barbara have been exploring the use of acoustophoresis in regulating electrical composites in accompaniment with 3D printing in ‘Flexible Composites with Programmed Electrical Anisotropy Using Acoustophoresis.’ This work expands on the current demand in the marketplace for multifunctional 3D printing materials.
Today we see many different types of conductive materials in 3D printing, but as the researchers point out, there are obstacles due to expense and post-processing that consumes too much time. Their goal is to be able to create functional materials that will further applications in robotics, wearables, and thermal management devices.
The scientists delve into the potential of polymer matrix composites, as they offer the suitable levels of stiffness and both electrical and thermal conductivity. Embedded electrical interconnects show great promise, not only in affordability but also time spent in wiring. Field-assisted assembly may be the best route for creating filler particle assemblies before curing in 3D printing. The research team points out that this method allows them to avoid filler particle size limitations, along with:
- Resolution limitations
- Compatibility issues with materials
- Prohibitive complexity
- Prohibitive cost
- High production time
Acoustic focusing is an assembly technique using pressure to control and rotate particles in a given field. While it has most recently been used in applications like cell sorting, acoustic focusing can be used in direct ink writing as well as stereolithography for integrating various particle structures into parts that are 3D printed. The team of researchers developed a new way to 3D print with electrical circuits in this study, showing that electrical composites can alternate between conductive and insulating, as well as between isotropic and anisotropic.
“In addition, composites patterned with acoustic focusing require an order of magnitude lower particle concentration to reach the same conductivity of conventional dispersed-fiber composites, which here exceeds 5000 S/m. Finally, we demonstrate that these patterned composites can be used as durable flexible conductors, with constant conductivity over 500 cycles to 0.7 mm bending radius,” said the researchers.
This method relies on pressure fields for controlling particles suspended in 3D printing materials, activated with a piezoelectric actuator. The scientists use a two-component system, made up of carbon fibers or silver-coated glass fibers. Composites were cured but without the presence of acoustic focusing, and with all fibers dispersed.
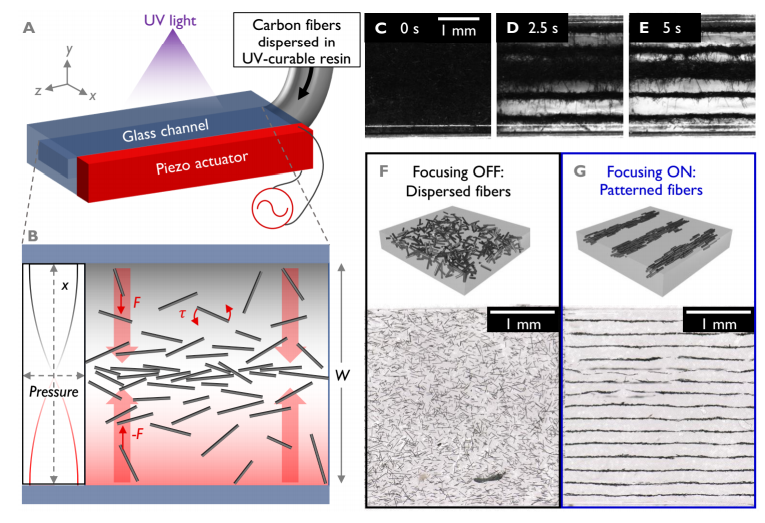
: A Schematic of acoustic focusing device. B Diagram of forces aligning and pushing fibers to the center of a channel as the result of a standing pressure half-wave. C,D,E Time-lapse of fibers patterned into parallel bundles by acoustic focusing in photopolymer resin, reaching equilibrium positions after 5-6 seconds. F Illustration and micrograph of an unpatterned composite with carbon fibers dispersed in acrylate resin (0.36v% carbon fiber). G Illustration and micrograph of a patterned carbon-fiber in acrylate composite (0.36v% carbon fiber) fabricated with acoustic focusing
“The unfocused composites are insulating at fiber volume fractions φ below 3.3%, resulting in an open-circuit measurement. Above 3.3%, these composites have low conductivity (< 1 S/m), with around 1% of the fibers contributing to the conductive network. This transition from insulating to conductive behavior at φ = 3.3% is termed the percolation threshold φc, given by φc = 1/(π/2a + 2a + 3 + π) = 3.3%, where a = l/d is the aspect ratio of the fibers,” stated the researchers.
Fibers are manipulated into bundles via acoustophoresis before UV curing, with spacing of a half-wavelength of the pressure field.
“With acoustic focusing turned on, the conductivity of the patterned carbon-fiber composites is dramatically higher than the unpatterned composites,” state the researchers. “Below the percolation threshold, where the unpatterned composites are insulating, the composites made with acoustic focusing have high conductivity, with up to 98% of the fibers (by volume) contributing to the conductive network.”
The researchers point out that the conductivity found in the patterned composites is ‘invariant from 1-10 percent,’ and the critical volume friction does not rely on fiber length.
“This tolerance to fiber length and loading changes suggests freedom to orthogonally control other material properties, like stiffness, strength, or thermal conductivity, while maintaining high conductivity,” state the researchers.
They go on to demonstrate how electrical transport anisotropy is manipulated in patterned composites, with conductivity parallel to carbon fibers. The scientists point out that as they modulated bundle spacing, they were able to control bridging behavior, then resulting in control of transport pathway density. Such control of line spacing means that electrical conductivity can be modulated for either anisotropic or isotropic properties, allowed ‘on-the-fly’ in 3D printing.
“This versatile technology could pave the way for printing soft components with integrated electrical interconnects, possibly in addition to other integrated functionalities since the conditions for conductivity are lenient,” conclude the researchers. “Acoustic focusing’s material agnostic nature encourages extension to other applications as well, such as thermal management materials, mass/ion transport materials, electroactive materials, and many others.
Acoustics and 3D printing have accompanied each other before in the technological process from soundwave jewelry to acoustic metamaterials and sound data, and engineers and scientists around the world continue to surprise us with innovative combinations. Find out more about the use of acoustics in programmed electrical anisotropy here.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
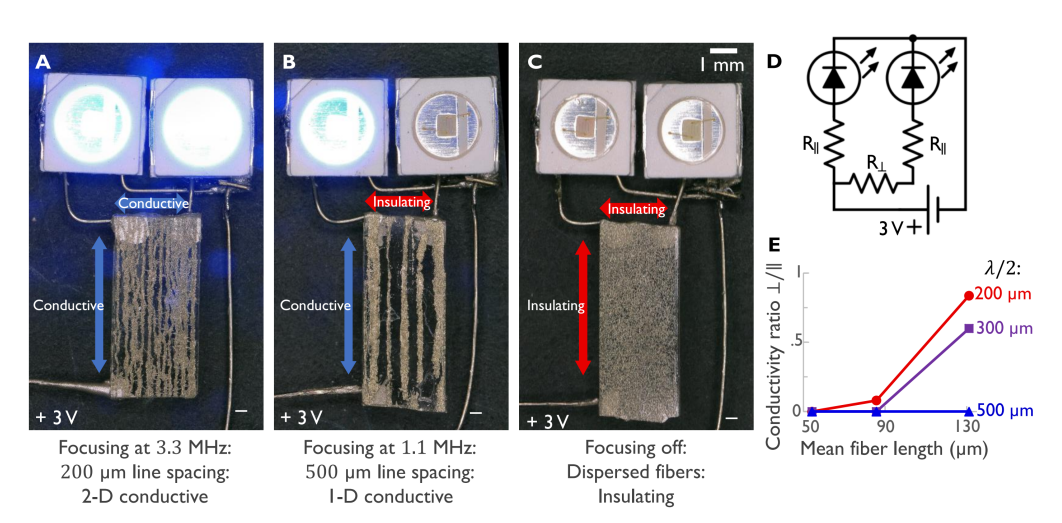
Three composites made using the same precursor ink: A An isotropic conductive 2.6% silver-coated glass fiber composite with focused bundle spacing ∼ 200 µm completing a 3 V circuit to illuminate two 100 mA LEDs. Differences in LED brightness are due to tilt of the metallic reflector with respect to the camera. B An anisotropic conductive 2.6% silver-coated fiber composite with bundle spacing
∼ 600 µm completing a 3 V circuit to illuminate only one 100 mA LEDs. C An insulating 2.6% silver-coated glass fiber composite made with acoustic focusing turned off. D Schematic of the circuit in A-C. E Transport anisotropy in 2.6% composites, given as the ratio of conductivity measured in the direction perpendicular to the focused lines to the that measured parallel.
[Source / Images: ‘Flexible Composites with Programmed Electrical Anisotropy Using Acoustophoresis’]