
The University of Pittsburgh has developed a depowdering solution for metal 3D printers that could significantly reduce the cost of 3D printed metal parts. Lead by Professor Albert To, a team of undergraduates has made a gyroscope-based depowdering machine. Professor To is the leader of the AMRL, or ANSYS Additive Manufacturing Research Laboratory, at Pitt and also runs the MOST AM lab, which is a cutting edge lab that develops 3D printing simulation tools. To’s ANSYS AMRL teams decided to attempt a much more hands-on project, however, with this depowdering machine, the Pitt Depowdering Machine.
Why is depowdering important?
Post-processing accounts from anywhere from 30 to 60% of the cost of a metal 3D printed part. Far from a machine driven push-button process metal printing technologies such as Powder Bed Fusion require a high degree of manual labor. Files have to be prepared by hand, support strategies have to be thought up builds have to be nested and material has to be loaded. Once the build is done the parts have to be depowdered. This usually involves a brush and vacuum cleaner. Then parts will also have to be destressed, sawed off, tumbled and may require EDM, CNC, precipitation hardening, shot peening etc. All the while a human operator will be carrying the parts around a factory. The actual 3D printing metal process is still rather artisan even though we’re promising the world that we will make millions of car parts cost-effectively. To bridge this gulf automation will be necessary. Additive Industries is including post-processing steps in the machine others are making lines of machines aimed to reduce the cost. The cool thing about adding automated conveying, destressing, EDM wire, and other systems to an existing line is that these add ons can be used to reduce costs in existing lines and be used with machines from several vendors. All of metal 3D printing’s promises and promise will have to be fulfilled through the nuts and bolts of improving and creating industrial processes. Automated post-processing is a key element of that so Pitt’s machine is very timely to say the least.
Pitt Depowdering Machine
To tells 3DPrint.com,
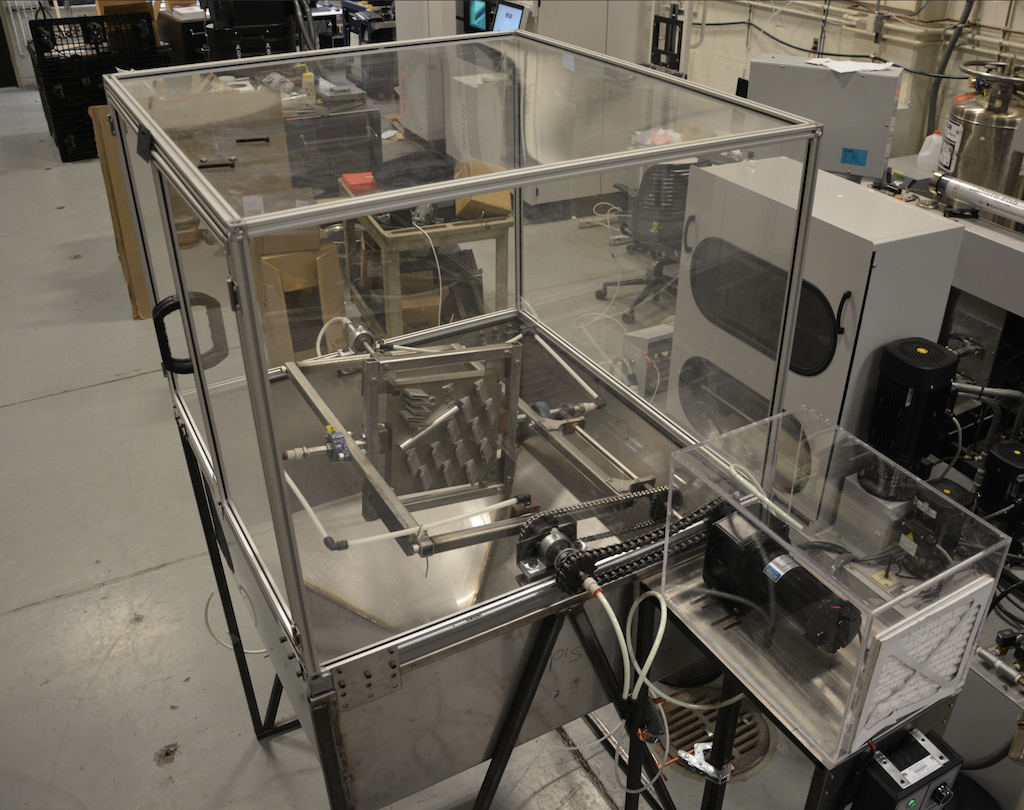
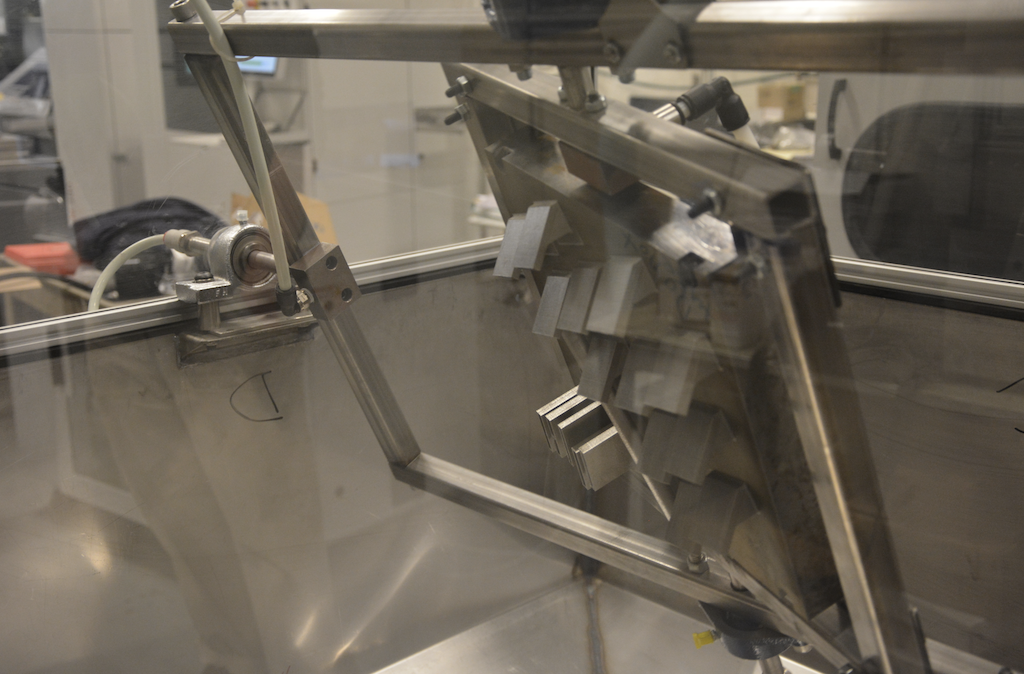
“The depowdering machine employs a gyroscope design that can rotate the AM build 360 degrees in two orthogonal directions. There is a vibrator that is attached to the build and vibrates the build at a high frequency so that the powders are loosened up and come out from the build as the gyroscope is rotating through different angles. There is a funnel below the gyroscope that is used to collect all the powders coming out from the build. The machine is equipped with two sieves at the bottom of the funnel to sieve the powders to the right size for re-use.”

Such a device has the power to reduce a lot of carrying around and operator time. The speed at which one could depowder a build varies enormously but as per the team’s data they should have a huge productivity increase in terms of time over existing users.
“Typically, we put an AM build on the machine for 15-30 minutes depending on the size of the parts,” To said.
That’s not all, however: the machine may also be more efficient than existing processes.
“In one test, the machine shook out 5 more grams of powders after the technician did his best to depowder manually with the aid of a vibrator.”
A vibrator in a metal 3D printing context is a rotary or tub vibrator or a vibratory finisher which is a machine where parts are mixed in with media and then vibrated to de-clog and remove powder.
If the Pitt machine performs like this in continuous operation the savings could be significant.
To says, “We are still evaluating whether to commercialize the machine and talking to other people about it at the moment.”
We would strongly encourage them to commercialize this machine. Any in line device that could really reduce the costs of 3D printed parts would make many more metal 3D printing applications possible.
33 Replies to “University of Pittsburgh Develops Depowdering Machine for Metal Printing”
Comments are closed.