Bioink refers to substances made of living cells that can be used for 3D printing of complex tissue models. Bioinks are materials that mimic an extracellular matrix environment to support the adhesion, proliferation, and differentiation of living cells. Bioinks distinguish themselves from traditional biomaterials such as hydrogels, polymer networks, and foam scaffolds due to their ability to be deposited as filaments during an additive manufacturing process. They can be alginate-based, gelatin based, pluronics, and decellularized ECM-based.
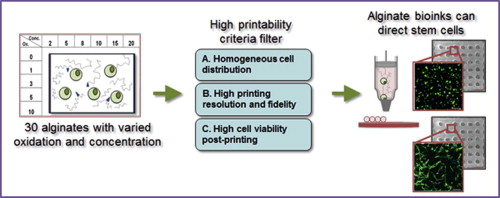
Alginate is a naturally derived biopolymer from the cell wall of brown algae that has been widely used as a biomaterial. Alginates are particularly suitable for bioprinting due to their mild cross-linking conditions via incorporation of divalent ions such as calcium. These materials have been adopted as bioinks through increasing their viscosity. Additionally, these alginate-based bioinks can be blended with other materials such as nanocellulose for application in tissues such as cartilage.
Gelatin has been widely utilized as a biomaterial for engineered tissues. The formation of gelatin scaffolds is dictated by the physical chain entanglements of the material which forms a gel at low temperatures. However, at physiological temperatures (body temperature), the viscosity of gelatin drops significantly. Methacrylation of gelatin is a common approach for the fabrication of gelatin scaffolds that can be printed and maintain shape fidelity at physiological temperature. Methacrylation is important for restorative material properties and bioengineering.
Decellularized extracellular matrix based bioinks can be derived from almost any mammalian tissue. However, most organs such as heart, muscle, cartilage, bone, and fat are decellularized, lyophilized, and pulverized, to create a soluble matrix that can then be formed into gels. These bioinks have advantages over other materials due to their derivation from mature tissue. These materials consist of a complex mixture of decellularized extracellular matrix and proteins specific to their tissue origin. Therefore, dECM-derived bioinks are particularly tailored to provide tissue-specific cues to cells. Often these bioinks are cross-linked through thermal gelation or chemical cross-linking such as through the use of riboflavin.
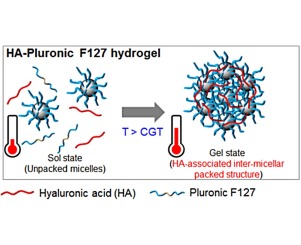
Pluronics have been utilized in printing application due to their unique gelation properties. Below physiological temperatures, the pluronics exhibit low viscosity. However, at physiological temperatures, the pluronics form a gel. A more permanent pluronic-based network can be formed through the modification of the pluronic chain with acrylate groups that may be chemically cross-linked.
So, I have done my obligatory duty of informing you with new material. However, I am not here to only be a scribe with no life. Let us get a little more excited about this article. Is it not wild to think that most of the materials used in bioinks are readily synthesizable? I could order all of this and make some in my own home if I wanted. I also think the material properties discussed are so vast and interesting. Just having a little bit of organic chemistry as well as biochemistry knowledge leads a user to fully enjoy and soak in the importance of biomaterials. I believe it is necessary for me to at some point show some live demonstrations of synthesis with these materials. Talking gets boring after a while, but practical work gets exciting.
Alginate is a polysaccharide distributed widely in cell walls of brown algae. When it bonds with water it typically forms a viscous gum. Alginate absorbs water quickly, which makes it useful as an additive. Alginate can be used as a hydrogel as well. It has very interesting applications. It is a hydrogel consisting of microparticles or in bulk gels combined with nerve growth factor in bioengineering research. It has been used as scaffolding for tissue engineering, as a delivery vehicle for drugs, and as model extracellular matrices for basic biological studies. These applications require tight control of a number of material properties including mechanical stiffness, swelling, degradation, cell attachment, and binding or release of bioactive molecules.
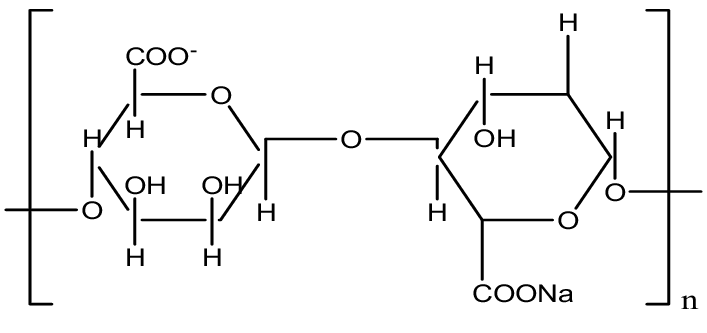
The chemical structure of alginate is composed of two types of uronic acid: Mannuronic acid unit (M) and Guluronic acid unit (G). Differences in M/G ratio and block configuration account for the differences in alginate properties and functionality, especially in gelling capability and gel strength. The M/G ratio is dependent upon such factors as is the species of seaweed (imagine the difference of a species found near water around remote East Asian Islands vs. seaweed found in a nice tropical location near the Bahamas), the part of the seaweed used, the harvest location, and the harvesting season. The carboxyl groups within the M and G units are easily ion-exchanged, and can react with several kinds of cations. Cations are essential to consider when it comes to material strength.
Alginates have been used as scaffolds for tissue engineering extensively. We have discussed hydrogels previously within this series, but what makes an alginate different? Alginate based products possess excellent shear-thinning properties, and can be easily extruded through a nozzle. There they also have good initial shape fidelity. Alginate is widely used for most bioprinting extrusion processes due in part to this. There is also a focus on alginate due to the ability to mix materials readily with these extrusion methods. Alginate is biodegradable, has controllable porosity, and may be linked to other biologically active molecules. Encapsulation of certain cell types into alginate beads may actually enhance cell survival and growth. Outside of biodegradability, alginates are also non-toxic. This is vital for biomedical purposes.
Alginate is a great biomaterial. As with the other biomaterials we have analyzed, it is typically used in combination with other materials. This is related to what we previously mentioned in this article in terms of bioreactivity. It allows a material scientist or engineer to experiment and make substances with various tensile strengths and viscosity levels. With the benefits of alginate, there come some major cons. The most important thing to consider is how much water a hydrogel derived from alginate can contain. Depending on the hydrophilicity, a hydrogel from alginate may not be able to maintain absorbance levels for larger scale builds. This is why we cannot make a bioink or hydrogel from solely alginate. Stay tuned for info on more materials used within bioprinting. This field has such variety within it, so we will do our best to shed a light on important materials and processes.
This article is part of a series that ultimately wants to update 3DPrint.com readers in the most vital and relevant information in bioprinting. We hope that this will prompt people to bioprint at home which in turn may accelerate the bioprinting revolution. Essentially, this article has as its goal to kickstart a DIY bioprinting revolution. Please spread the word. The first article Bioprinting 101 is here, while Part Two Hydrogels is here and part three Industrial printers is here.
We’re sharing some business news in today’s 3D Printing News Briefs, followed by some interesting research and a cool 3D printed statue. Meld was listed as a finalist in the R&D 100 Awards, and Renishaw has introduced 3D printed versions to its styli range, while there’s an ongoing Digital Construction Grant competition happening in the UK. A researcher from Seoul Tech published a paper about in situ hydrogel in the field of click chemistry, while researchers in Canada focused on the Al10SiMg alloy for their study. Finally, an Arcam technician tested the Q20plus EBM 3D printer by making a unique titanium statue of Thomas Edison.
Meld is R&D 100 Awards Finalist
The global R&D 100 Awards have gone on for 56 years, highlighting the top 100 innovations each year in categories including Process/Prototyping, IT/Electrical, Mechanical Devices/Materials, Analytical/Test, and Software/Services, in addition to Special Recognition Awards for things like Green Tech and Market Disruptor Products. This year, over 50 judges from various industries selected finalists for the awards, one of which is MELD Manufacturing, an already award-winning company with a unique, patented no-melt process for altering, coating, joining, repairing, and 3D printing metal.
“Our mission with MELD is to revolutionize manufacturing and enable the design and manufacture of products not previously possible. MELD is a whole new category of additive manufacturing,” said MELD Manufacturing Corporation CEO Nanci Hardwick. “For example, we’re able to work with unweldable materials, operate our equipment in open-atmosphere, produce much larger parts that other additive processes, and avoid the many issues associated with melt-based technologies.”
The winners will be announced during a ceremony at the Waldorf Astoria in Orlando on November 16th.
Renishaw Introduces 3D Printed Styli
This month, Renishaw introduced a 3D printed stylus version to its already wide range of available styli. The company uses its metal powder bed fusion technology to provide customers with complex, turnkey styli solutions in-house, with the ability to access part features that other styli can’t reach. 3D printing helps to decrease the lead time for custom styli, and can manufacture strong but lightweight titanium styli with complex structures and shapes. Female titanium threads (M2/M3/M4/M5) can be added to fit any additional stylus from Renishaw’s range, and adding a curved 3D printed stylus to its REVO 5-axis inspection system provides flexibility when accessing a component’s critical features. Components with larger features need a larger stylus tip, which Renishaw can now provide in a 3D printed version.
“For precision metrology, there is no substitute for touching the critical features of a component to gather precise surface data,” Renishaw wrote. “Complex parts often demand custom styli to inspect difficult-to-access features. AM styli can access features of parts that other styli cannot reach, providing a flexible, high-performance solution to complex inspection challenges.”
Digital Construction Grant Competition
Recently, a competition opened up in the UK for organizations in need of funding to help increase productivity, performance, and quality in the construction sector. As part of UK Research and Innovation, the organization Innovate UK – a fan of 3D printing – will invest up to £12.5 million on innovative projects meant to help improve and transform construction in the UK. Projects must be led by a for-profit business in the UK, begin this December and end up December of 2020, and address the objectives of the Industrial Strategy Challenge Fund on Transforming Construction. The competition is looking specifically for projects that can improve the construction lifecycle’s three main stages:
Designing and managing buildings through digitally-enabled performance management
Constructing quality buildings using a manufacturing approach
Powering buildings with active energy components and improving build quality
Projects that demonstrate scalable solutions and cross-sector collaboration will be prioritized, and results should lead to a more streamlined process that decreases delays, saves on costs, and improves outputs, productivity, and collaborations. The competition closes at noon on Wednesday, September 19. You can find more information here.
Click Bioprinting Research
Researcher Janarthanan Gopinathan with the Seoul University of Science Technology (Seoul Tech) published a study about click chemistry, which can be used to create multifunctional hydrogel biomaterials for bioprinting ink and tissue engineering applications. These materials can form 3D printable hydrogels that are able to retain live cells, even under a swollen state, without losing their mechanical integrity. In the paper, titled “Click Chemistry-Based Injectable Hydrogels and Bioprinting Inks for Tissue Engineering Applications,” Gopinathan says that regenerative medicine and tissue engineering applications need biomaterials that can be quickly and easily reproduced, are able to generate complex 3D structures that mimic native tissue, and be biodegradable and biocompatible.
“In this review, we present the recent developments of in situ hydrogel in the field of click chemistry reported for the tissue engineering and 3D bioinks applications, by mainly covering the diverse types of click chemistry methods such as Diels–Alder reaction, strain-promoted azide-alkyne cycloaddition reactions, thiol-ene reactions, oxime reactions and other interrelated reactions, excluding enzyme-based reactions,” the paper states.
“Interestingly, the emergence of click chemistry reactions in bioink synthesis for 3D bioprinting have shown the massive potential of these reaction methods in creating 3D tissue constructs. However, the limitations and challenges involved in the click chemistry reactions should be analyzed and bettered to be applied to tissue engineering and 3D bioinks. The future scope of these materials is promising, including their applications in in situ 3D bioprinting for tissue or organ regeneration.”
Analysis of Solidification Patterns and Microstructural Developments for Al10SiMg Alloy
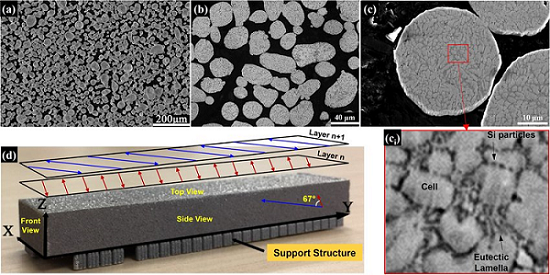
a) Secondary SEM surface shot of Al10SiMg powder starting stock, (b) optical micrograph and (c) high-magnification secondary SEM image of the cross-sectional view of the internal microstructure with the corresponding inset shown in (ci); (d) the printed sample and schematic representation of scanning strategy; The bi-directional scan vectors in Layer n+1 are rotated by 67° counter clockwise with respect to those at Layer n.
The paper also characterizes the evolution of the α-Al cellular network, grain structure and texture development, and brought to light many interesting facts, including that the grains’ orientation will align with that of the α-Al cells.
The abstract reads, “A comprehensive analysis of solidification patterns and microstructural development is presented for an Al10SiMg sample produced by Laser Powder Bed Fusion (LPBF). Utilizing a novel scanning strategy that involves counter-clockwise rotation of the scan vector by 67° upon completion of each layer, a relatively randomized cusp-like pattern of protruding/overlapping scan tracks has been produced along the build direction. We show that such a distribution of scan tracks, as well as enhancing densification during LPBF, reduces the overall crystallographic texture in the sample, as opposed to those normally achieved by commonly-used bidirectional or island-based scanning regimes with 90° rotation. It is shown that, under directional solidification conditions present in LPBF, the grain structure is strictly columnar throughout the sample and that the grains’ orientation aligns well with that of the α-Al cells. The size evolution of cells and grains within the melt pools, however, is shown to follow opposite patterns. The cells’/grains’ size distribution and texture in the sample are explained via use of analytical models of cellular solidification as well as the overall heat flow direction and local solidification conditions in relation to the LPBF processing conditions. Such a knowledge of the mechanisms upon which microstructural features evolve throughout a complex solidification process is critical for process optimization and control of mechanical properties in LPBF.”
Co-authors include Hong Qin, Vahid Fallah, Qingshan Dong, Mathieu Brochu, Mark R. Daymond, and Mark Gallerneault.
3D Printed Titanium Thomas Edison Statue
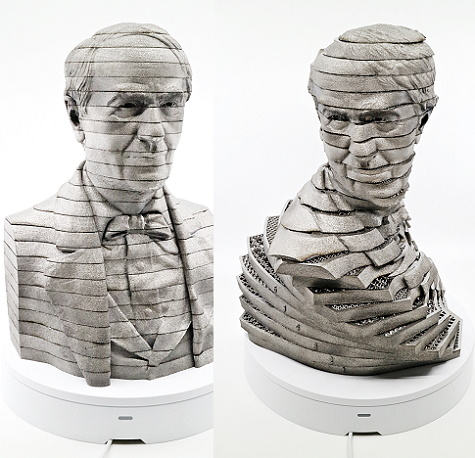
Thomas Edison statue, stacked and time lapse build
Oskar Zielinski, a research and development technician at Arcam EBM, a GE Additive company, is responsible for maintaining, repairing, and modifying the company’s electron beam melting (EBM) 3D printers. Zielinski decided that he wanted to test out the Arcam EBM Q20plus 3D printer, but not with just any old benchmark test. Instead, he decided to create and 3D print a titanium (Ti64) statue of Thomas Edison, the founder of GE. He created 25 pieces and different free-floating net structures inside each of the layers, in order to test out the 3D printer’s capabilities. All 4,300 of the statue’s 90-micron layers were 3D printed in one build over a total of 90 hours, with just minimal support between the slices’ outer skins.
The statue stands 387 mm tall, and its interior net structures show off the kind of complicated filigree work that EBM 3D printing is capable of producing. In addition, Zielinski also captured a time lapse, using an Arcam LayerQam, from inside the 3D printer of the statue being printed.
“I am really happy with the result; this final piece is huge,” Zielinski said. “I keep wondering though what Thomas Edison would have thought if someone would have told him during the 19th century about the technology that exists today.”
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.