Medical device company Nexxt Spine, founded in Indiana ten years ago, manufactures its own product line of spinal implants and instrumentation. This month, the company announced that its NEXXT MATRIXX Stand Alone Cervical System has officially received 510(k) clearance from the FDA.
Nexxt Spine first invested in metal 3D printing in 2017 – specifically the Concept Laser technology from GE Additive. The company increased its investment in GE Additive’s metal AM technology this spring with the installation of its fourth and fifth Mlab 100R systems, and also uses Concept Laser’s metal 3D printing to create this latest anticipated line extension of its NEXXT MATRIXX family.
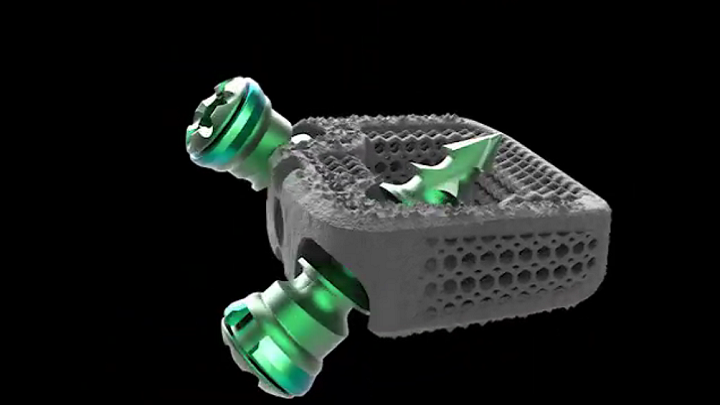
NEXXT MATRIXX Stand Alone Cervical System
The Stand Alone Cervical System includes the surgeon-friendly precision, and excellent design qualities, that are part and parcel of the company’s NEXXT MATRIXX brand of 3D printed porous titanium interbodies.
This particular system is fabricated on GE Additive’s Mlab 3D printer. It is available in multiple screws and footprints, and ensures one-step locking, in addition to several options for drills and inserters as well.
“The NEXXT MATRIXX® Stand Alone Cervical System is a stand-alone anterior cervical interbody fusion system intended for use as an adjunct to fusion at one or two contiguous levels (C2-T1) in skeletally mature patients for the treatment of degenerative disc disease (defined as discogenic neck pain with degeneration of the disc confirmed by history and radiographic studies). These patients should have received at least six weeks of non-operative treatment prior to treatment with the device,” a brochure about the system states. “The NEXXT MATRIXX® Stand Alone Cervical System is to be used with autograft bone graft and/or allogeneic bone graft composed of cancellous and/or corticocancellous bone and implanted via an open, anterior approach. The NEXXT MATRIXX® Stand Alone Cervical System is intended to be used with the bone screw fixation provided and requires no additional fixation.”
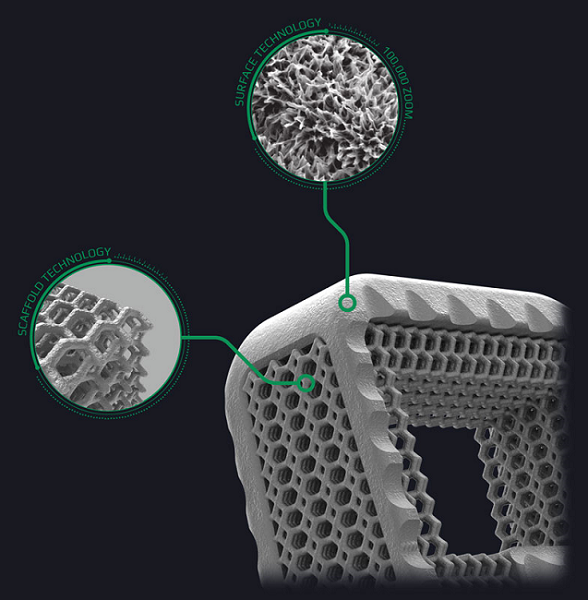
Nexxt Spine is known for combining quality manufacturing with design expertise to create high quality spinal products with unique features. Now, the company can achieve bone biology relevance, cellular scaffolding, and tailored surface topography in one, which is why it is so pleased to introduced its Stand Alone Cervical System to the market.
The system marries the benefits and functionality of a cervical interbody and anterior cervical plate into one product. Designed to reduce the amount of soft tissue damage and irritation, these 3D printed cervical implants come in multiple footprints and heights in order to better fit each individual patient.
“This enhancement of the NEXXT MATRIXX portfolio was the next natural progression for Nexxt Spine. With patient care always top of mind, we strive to develop end products that surgeons prefer and hardware patients can count on. Our Stand Alone Cervical is no exception and will showcase the propensity of NEXXT MATRIXX technology to facilitate the body’s natural power of cellular healing for fortified fusion,” said Nexxt Spine President Andy Elsbury.
Current distributor partners of Nexxt Spine can now pre-order the NEXXT MATRIXX Stand Alone Cervical System.
What do you think? Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
Florida-based 3D printer and microdispensing system manufacturer nScrypt Inc. has announced it is developing a metal 3D printing solution to provide its customers with detailed and repeatable metal parts. Using its microdispensing technology, nScrypt is aiming to specifically provide the metal parts to the aerospace, defense, and medical industries. 3D printing high-strength and high-density titanium […]
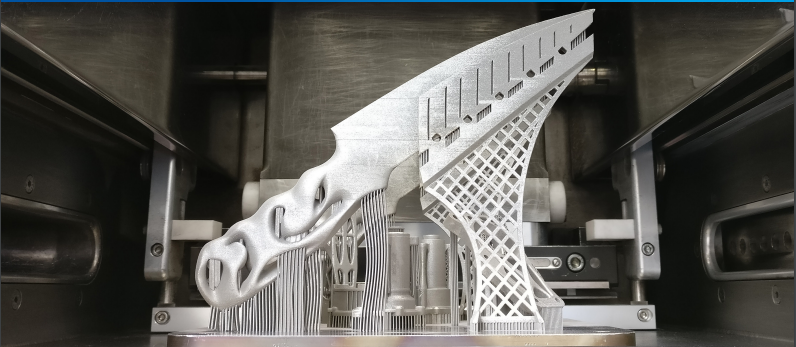
48-year-old Stuart Mitchell has been making knives for most of his life, learning from his father as a child and using many of the same tools his parents used in the workshop they acquired in 1980. In recent years, however, Mitchell began to explore alternative methods of crafting knives, which led him to additive manufacturing and a project he took on in partnership with the University of Sheffield’s Advanced Manufacturing Research Centre (AMRC).
“We were curious whether we could 3D print a viable chef’s knife using a titanium alloy,” said Andy Bell, Design Strategy Manager for the AMRC’s Design and Prototyping Group. “This is design led disruption in the truest sense of the word; a craft maker applying advanced manufacturing technologies and exploring how this could change their business model now and in the future.
“Design methods allow us to explore, through different frames, how we can approach a wicked problem like the introduction of additive manufacturing to an organisation who would never normally approach this technology due to the high perceived risk, cost and knowledge gap. We can use design to change perceptions by understanding the way in which small businesses work, their needs and wants, and then developing a response to this in a risk-free way.
“The project has been about understanding what the opportunity is. We provided Stuart with an AM blank which he would normally make himself from sheet metal, grind it and sharpen it up. The difference with what we’ve done is integrating the blade and the handle, which was moulded and customised to a chef’s hand. We then delivered the printed knives to Stuart for finishing.”
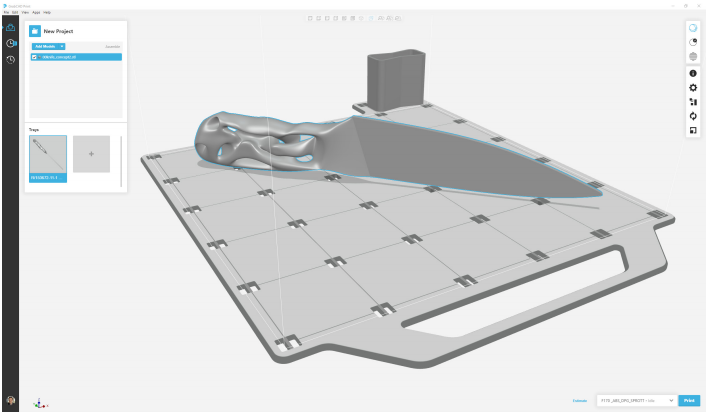
Engineers in the Design and Prototyping Group used several additive manufacturing build simulation packages to analyze the distortion of the knife using a standard support strategy. After analyzing all of the results, the engineers decided that a non-conventional support strategy could be applied to reduce distortion of the blade. They then used Simulation Utility for Netfabb to create the non-standard support structure that provided physical contact to the knife as well as non-contact thermal shrouding.
“Results delivered by the simulation package highlighted a likely reduction in distortion of the knife blade thanks to the thermal shroud support structure,” said Project Engineer Luke Hill. “The speed, ease of use, and multi-part simulation ability of Simulation Utility for Netfabb quickly gave confidence that both knives to be printed during the build would benefit from reduced blade distortion thanks to the novel support structure.”
The knife was 3D printed and delivered to Mitchell, who was impressed by its quality.
“I was impressed by the profile of the blade – it replicated very well what I would do by hand, particularly the taper from the spine to the edge,” he said. “It did need a degree of grinding to apply an actual cutting edge but the tolerances of the edge were good to start with, very fine. I didn’t realise it would print that fine. With the curvature and the detail in the handle, the hollowed out sections – I realistically can’t do any of that. It’s possible but not practical because there’s probably a week or more’s worth of hand work there. The fact that all that can be added or taken away, as it were, by changes to a CAD model and then adapted to suit – to increase or reduce weight – none of this I can do, it’s all very hands-on for me.
“Experience has given me a knowledge of the weight and balance of a handmade knife, what to expect and where to aim, there is also almost always a ‘suck it and see’ element though. I love the AM knife, it’s different and hasn’t been done before. Working in that very traditional way and to have something brand spanking new in the workshop is great – what’s not to like? What it perhaps also shows, particularly with all the advances in AM, is that there is still a place for what I do as well. An ideal product would perhaps marry the two.”
Mitchell connected with the AMRC through a friend, and took advantage of a grant funding scheme run by the AMRC to help small to medium enterprises fund research projects under the Catapult SME assistance scheme.
“I didn’t know a lot about AM and it was curiosity really,” said Mitchell. “A good friend and colleague of mine, Professor Peter Marsh from the University of Sheffield, was the mutual connection. He knows very well what I do and it was through his connections with the university and with the AMRC that the project came about. A couple of engineers from AMRC came to the workshop and I think because it’s such a different place here, that inspired the imagination that led to us doing this.
“The knife is designed around a chef’s hand from Freeman College, Chris Harrison. I made a version of the knife how I would make it and this AM knife comes from that, it is the next generation. A chef can come to me and I can mould his hand and create a knife which is very close to the AM knife but that’s it. There are bits then that I am restricted to do, the design features and different things. The limitations are that I am working by hand and the methods I use, which are the same as what my dad worked with when he was 15.
“The fact that working by hand doesn’t have the accuracy of AM is part of the charm for me. A glaring inaccuracy is just that, and unacceptable, but when you look at a handmade object in hand, whatever it is, and you’d need to very accurately measure it to identify any imprecision, when your eye cannot detect it, there lies the beauty of hand made for me. It’s practice over the years knowing what to look for.”
Mitchell first discovered 3D printing when he saw a 3D printed composite wrench, but it took him a while to come around to the idea of using 3D printing to make knives.
“What’s been restrictive up to now is all the materials that can be used to print – the polymers and such don’t really have anywhere that I can take it, even for a handle, because sometimes it can be quite brittle,” he said. “I think the thing I saw change, was the materials that became available. All of a sudden then, when we’re talking titanium, I started to think about how AM could work.
“Is it disruptive technology or does it enhance it? It’s about how you see something. I think it can enhance it. I don’t think it would be cost-effective for me to produce knives using AM but there might be aspects of that which could be married to aspects of what I do. Even if it’s a more traditional metal blade to an additively manufactured grip or handle – I think there is maybe space for both to be married together.”
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
We’re sharing some business news in today’s 3D Printing News Briefs, followed by some interesting research and a cool 3D printed statue. Meld was listed as a finalist in the R&D 100 Awards, and Renishaw has introduced 3D printed versions to its styli range, while there’s an ongoing Digital Construction Grant competition happening in the UK. A researcher from Seoul Tech published a paper about in situ hydrogel in the field of click chemistry, while researchers in Canada focused on the Al10SiMg alloy for their study. Finally, an Arcam technician tested the Q20plus EBM 3D printer by making a unique titanium statue of Thomas Edison.
Meld is R&D 100 Awards Finalist
The global R&D 100 Awards have gone on for 56 years, highlighting the top 100 innovations each year in categories including Process/Prototyping, IT/Electrical, Mechanical Devices/Materials, Analytical/Test, and Software/Services, in addition to Special Recognition Awards for things like Green Tech and Market Disruptor Products. This year, over 50 judges from various industries selected finalists for the awards, one of which is MELD Manufacturing, an already award-winning company with a unique, patented no-melt process for altering, coating, joining, repairing, and 3D printing metal.
“Our mission with MELD is to revolutionize manufacturing and enable the design and manufacture of products not previously possible. MELD is a whole new category of additive manufacturing,” said MELD Manufacturing Corporation CEO Nanci Hardwick. “For example, we’re able to work with unweldable materials, operate our equipment in open-atmosphere, produce much larger parts that other additive processes, and avoid the many issues associated with melt-based technologies.”
The winners will be announced during a ceremony at the Waldorf Astoria in Orlando on November 16th.
Renishaw Introduces 3D Printed Styli
This month, Renishaw introduced a 3D printed stylus version to its already wide range of available styli. The company uses its metal powder bed fusion technology to provide customers with complex, turnkey styli solutions in-house, with the ability to access part features that other styli can’t reach. 3D printing helps to decrease the lead time for custom styli, and can manufacture strong but lightweight titanium styli with complex structures and shapes. Female titanium threads (M2/M3/M4/M5) can be added to fit any additional stylus from Renishaw’s range, and adding a curved 3D printed stylus to its REVO 5-axis inspection system provides flexibility when accessing a component’s critical features. Components with larger features need a larger stylus tip, which Renishaw can now provide in a 3D printed version.
“For precision metrology, there is no substitute for touching the critical features of a component to gather precise surface data,” Renishaw wrote. “Complex parts often demand custom styli to inspect difficult-to-access features. AM styli can access features of parts that other styli cannot reach, providing a flexible, high-performance solution to complex inspection challenges.”
Digital Construction Grant Competition
Recently, a competition opened up in the UK for organizations in need of funding to help increase productivity, performance, and quality in the construction sector. As part of UK Research and Innovation, the organization Innovate UK – a fan of 3D printing – will invest up to £12.5 million on innovative projects meant to help improve and transform construction in the UK. Projects must be led by a for-profit business in the UK, begin this December and end up December of 2020, and address the objectives of the Industrial Strategy Challenge Fund on Transforming Construction. The competition is looking specifically for projects that can improve the construction lifecycle’s three main stages:
Designing and managing buildings through digitally-enabled performance management
Constructing quality buildings using a manufacturing approach
Powering buildings with active energy components and improving build quality
Projects that demonstrate scalable solutions and cross-sector collaboration will be prioritized, and results should lead to a more streamlined process that decreases delays, saves on costs, and improves outputs, productivity, and collaborations. The competition closes at noon on Wednesday, September 19. You can find more information here.
Click Bioprinting Research
Researcher Janarthanan Gopinathan with the Seoul University of Science Technology (Seoul Tech) published a study about click chemistry, which can be used to create multifunctional hydrogel biomaterials for bioprinting ink and tissue engineering applications. These materials can form 3D printable hydrogels that are able to retain live cells, even under a swollen state, without losing their mechanical integrity. In the paper, titled “Click Chemistry-Based Injectable Hydrogels and Bioprinting Inks for Tissue Engineering Applications,” Gopinathan says that regenerative medicine and tissue engineering applications need biomaterials that can be quickly and easily reproduced, are able to generate complex 3D structures that mimic native tissue, and be biodegradable and biocompatible.
“In this review, we present the recent developments of in situ hydrogel in the field of click chemistry reported for the tissue engineering and 3D bioinks applications, by mainly covering the diverse types of click chemistry methods such as Diels–Alder reaction, strain-promoted azide-alkyne cycloaddition reactions, thiol-ene reactions, oxime reactions and other interrelated reactions, excluding enzyme-based reactions,” the paper states.
“Interestingly, the emergence of click chemistry reactions in bioink synthesis for 3D bioprinting have shown the massive potential of these reaction methods in creating 3D tissue constructs. However, the limitations and challenges involved in the click chemistry reactions should be analyzed and bettered to be applied to tissue engineering and 3D bioinks. The future scope of these materials is promising, including their applications in in situ 3D bioprinting for tissue or organ regeneration.”
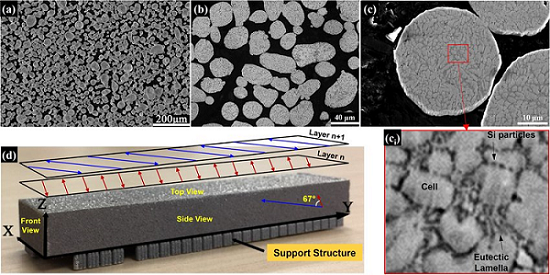
Analysis of Solidification Patterns and Microstructural Developments for Al10SiMg Alloy
a) Secondary SEM surface shot of Al10SiMg powder starting stock, (b) optical micrograph and (c) high-magnification secondary SEM image of the cross-sectional view of the internal microstructure with the corresponding inset shown in (ci); (d) the printed sample and schematic representation of scanning strategy; The bi-directional scan vectors in Layer n+1 are rotated by 67° counter clockwise with respect to those at Layer n.
The paper also characterizes the evolution of the α-Al cellular network, grain structure and texture development, and brought to light many interesting facts, including that the grains’ orientation will align with that of the α-Al cells.
The abstract reads, “A comprehensive analysis of solidification patterns and microstructural development is presented for an Al10SiMg sample produced by Laser Powder Bed Fusion (LPBF). Utilizing a novel scanning strategy that involves counter-clockwise rotation of the scan vector by 67° upon completion of each layer, a relatively randomized cusp-like pattern of protruding/overlapping scan tracks has been produced along the build direction. We show that such a distribution of scan tracks, as well as enhancing densification during LPBF, reduces the overall crystallographic texture in the sample, as opposed to those normally achieved by commonly-used bidirectional or island-based scanning regimes with 90° rotation. It is shown that, under directional solidification conditions present in LPBF, the grain structure is strictly columnar throughout the sample and that the grains’ orientation aligns well with that of the α-Al cells. The size evolution of cells and grains within the melt pools, however, is shown to follow opposite patterns. The cells’/grains’ size distribution and texture in the sample are explained via use of analytical models of cellular solidification as well as the overall heat flow direction and local solidification conditions in relation to the LPBF processing conditions. Such a knowledge of the mechanisms upon which microstructural features evolve throughout a complex solidification process is critical for process optimization and control of mechanical properties in LPBF.”
Co-authors include Hong Qin, Vahid Fallah, Qingshan Dong, Mathieu Brochu, Mark R. Daymond, and Mark Gallerneault.
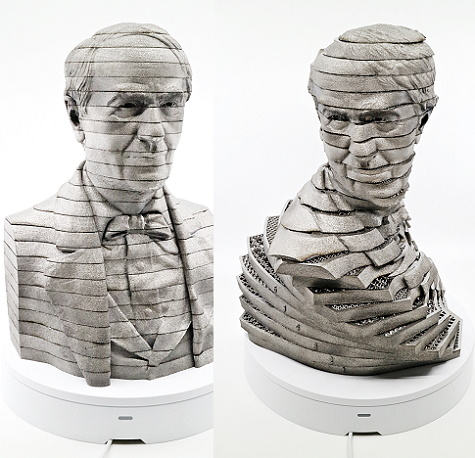
3D Printed Titanium Thomas Edison Statue
Thomas Edison statue, stacked and time lapse build
Oskar Zielinski, a research and development technician at Arcam EBM, a GE Additive company, is responsible for maintaining, repairing, and modifying the company’s electron beam melting (EBM) 3D printers. Zielinski decided that he wanted to test out the Arcam EBM Q20plus 3D printer, but not with just any old benchmark test. Instead, he decided to create and 3D print a titanium (Ti64) statue of Thomas Edison, the founder of GE. He created 25 pieces and different free-floating net structures inside each of the layers, in order to test out the 3D printer’s capabilities. All 4,300 of the statue’s 90-micron layers were 3D printed in one build over a total of 90 hours, with just minimal support between the slices’ outer skins.
The statue stands 387 mm tall, and its interior net structures show off the kind of complicated filigree work that EBM 3D printing is capable of producing. In addition, Zielinski also captured a time lapse, using an Arcam LayerQam, from inside the 3D printer of the statue being printed.
“I am really happy with the result; this final piece is huge,” Zielinski said. “I keep wondering though what Thomas Edison would have thought if someone would have told him during the 19th century about the technology that exists today.”
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
In order to hold up under difficult launch conditions and decade-long missions in the zero gravity conditions of outer space, satellite fuel tanks need to be both lightweight and strong. Titanium is an obvious choice of material, but it can take over a year to acquire 4-foot-diameter, 4-inch-thick titanium forgings, which also increases the overall cost of the tank. Additionally, if traditional manufacturing methods are used to fabricate these forgings, over 80% of the material is wasted.
This infographic shows the scale of the 3D printed domes, their placement on the tank, and overall location within an LM 2100 satellite.
That’s why Lockheed Martin chose to employ 3D printing to create a record-setting, 46-inch-diameter titanium dome for its satellite fuel tanks.
“Our largest 3-D printed parts to date show we’re committed to a future where we produce satellites twice as fast and at half the cost. And we’re pushing forward for even better results,” Rick Ambrose, the Executive Vice President of Lockheed Martin Space, explained. “For example, we shaved off 87 percent of the schedule to build the domes, reducing the total delivery timeline from two years to three months.”
The new fuel tank for Lockheed Martin’s largest satellites have 3D printed domes integrated into the body to cap them off.
The tank is made up of a traditionally manufactured, variable-length titanium cylinder, which is capped by two 3D printed domes; these three pieces are then welded together to make up the final product. Technicians at Lockheed Martin’s Denver facility fabricate the domes using Electron Beam Additive Manufacturing (EBAM) technology on a large 3D printer.
By 3D printing the domes, there is no longer any material waste, and the titanium is available to use with no wait time, which lowers the delivery time of the satellite tank from two years to just three months. This in turn helps the company cut its satellite schedule and costs by 50%.
“We self-funded this design and qualification effort as an investment in helping our customers move faster and save costs. These tanks are part of a total transformation in the way we design and deliver space technology,” said Ambrose. “We’re making great strides in automation, virtual reality design and commonality across our satellite product line. Our customers want greater speed and value without sacrificing capability in orbit, and we’re answering the call.”
These 3D printed tank domes are far bigger in size for the company’s qualified 3D printing materials – previously, its largest part was an electronics enclosure for the Advanced Extremely High Frequency satellite program that was only the size of a toaster. That makes these domes, which are large enough to hold nearly 75 gallons of liquid, a pretty big leap.
A Lockheed Martin engineer inspects one of the 3D printed dome prototypes at the company’s space facility in Denver.
The final rounds of quality testing for the satellite fuel tank and its 3D printed domes were completed earlier this month, which finally ends a multi-year development program with the goal of successfully creating giant, high-pressure tanks to carry fuel on satellites. Lockheed Martin technicians and engineers spared nothing on their quest to ensure that the tanks would meet, and even exceed, the reliability and performance required by NASA, as even the tiniest of flaws or leaks could spell disaster for a satellite’s operations.
The structure of the vessel was “rigorously evaluated,” according to a release, and the company’s techs ran it through an entire suite of tests in order to demonstrate its repeatability and high tolerances. Lockheed Martin is now offering the large satellite fuel tank, complete with its two 3D printed domes, as one of the standard product options for its 2100 satellite buses.
Discuss metal 3D printing, aerospace applications, and other 3D printing topics at 3DPrintBoard.com, or share your thoughts in the Facebook comments below.

 Medical device company Nexxt Spine, founded in Indiana ten years ago, manufactures its own product line of spinal implants and instrumentation. This month, the company announced that its NEXXT MATRIXX Stand Alone Cervical System has officially received 510(k) clearance from the FDA.
Medical device company Nexxt Spine, founded in Indiana ten years ago, manufactures its own product line of spinal implants and instrumentation. This month, the company announced that its NEXXT MATRIXX Stand Alone Cervical System has officially received 510(k) clearance from the FDA.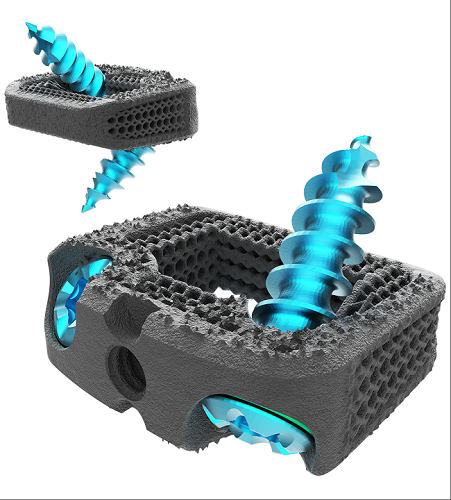
 The system marries the benefits and functionality of a cervical interbody and anterior cervical plate into one product. Designed to reduce the amount of soft tissue damage and irritation, these 3D printed cervical implants come in multiple footprints and heights in order to better fit each individual patient.
The system marries the benefits and functionality of a cervical interbody and anterior cervical plate into one product. Designed to reduce the amount of soft tissue damage and irritation, these 3D printed cervical implants come in multiple footprints and heights in order to better fit each individual patient.