We’re starting with some information about a couple of upcoming shows in today’s 3D Printing News Briefs, followed by some business and aerospace news. Sinterit is bringing its newly launched material to formnext, while Materialise has announced what products it will be presenting. Registration is now open for AMUG’s 2019 Education and Training Conference. Moving on, Sciaky sold its EBAM and EB Welding System to an aerospace parts manufacturer, while final assembly has been planned for the Airbus Racer, which features a 3D printed conformal heat exchanger. The Idaho Virtualization Lab is a leader when it comes to 3D printing dinosaurs, and the recently released movie First Man used 3D printed models during filming.
Sinterit Launches New PA11 Powder

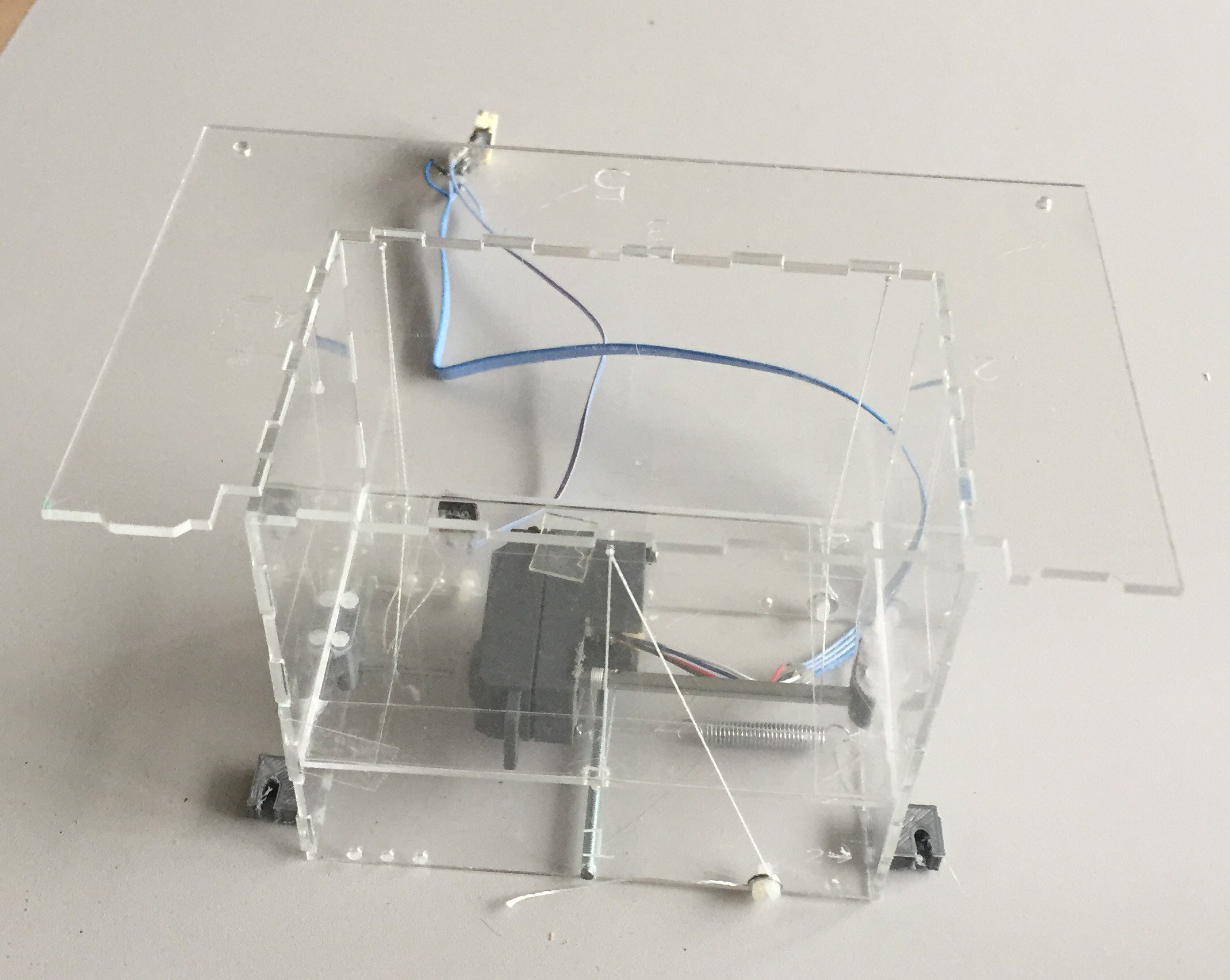
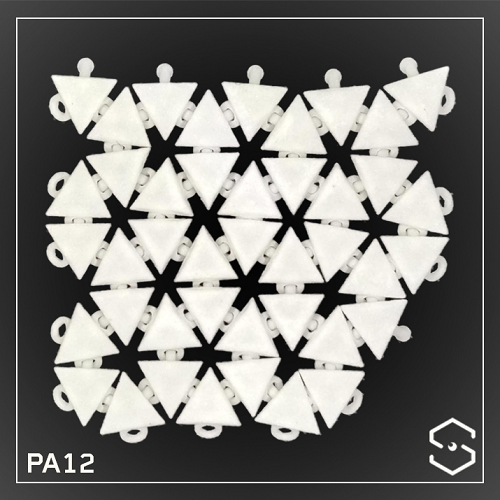
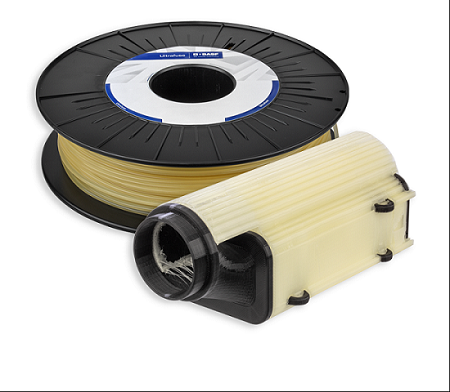
Military glass case 3D printed with PA11 Onyx
Desktop SLS 3D printing company Sinterit has launched a new material – PA11 Onyx – which it will be bringing to formnext next month, along with its Lisa and Lisa 2 Pro 3D printers. According to Sinterit, this is first powder that’s ready for use in desktop SLS 3D printers, and it delivers excellent thermal, chemical, and abrasive resistance, along with better flexibility and impact resistance. PA11 Onyx is a high performance, lightweight, polyamide-11 bioplastic produced from plant-based renewable resources. In addition, the material also has high elongation at break, which means that durable finished products, like a military glass case and custom casings, can be opened and closed thousands of times without getting damaged.
“Our clients use a lot of electronic devices, like Raspberry Pi, that need a proper, individually made housing that can endure in unfriendly conditions. They are looking for durable materials but also require some elasticity and high-temperature resistance,” said Sinterit Co-Founder Konrad Glowacki. “PA11 Onyx delivers that.”
Come visit Sinterit at booth G41 in Hall 3.1 at formnext, November 13-16, to see its 3D printers and newly launched powders, which also include Flexa Black and Flexa Grey TPU materials.
Materialise Announces formnext Product Introductions
Materialise Magics 23
Speaking of formnext, 3D printing leader Materialise will also be attending the event in Frankfurt, and has just revealed what new product introductions it will be displaying at its booth C48 in Hall 3. Some of the highlights include new plastic and metal materials, like Inconel, Polypropylene, and Taurus, automotive applications, and the Materialise Magics 3D Print Suite; this last includes a new Simulation Module, the E-Stage for Metal 1.1 automatic support structure generation upgrade, and Magics 23, the latest software release.
Additionally, there will also be presentations from Materialise partners and the company’s own experts, like Lieve Boeykens, the Market Innovation Manager for Materialise Software. Boeykens will be presenting on the TCT Stage about “Reducing Costs and Speeding Up the Validation of AM Parts” on November 15 at 4 pm. Visit the Materialise formnext site for updates.
AMUG Conference Registration Open
 The Additive Manufacturing Users Group (AMUG) just announced that online registration is now open for its 2019 Education & Training Conference, which is now in its 31st year and will be held in Chicago from March 31-April 4. The conference is open to owners and operators of industrial 3D printing technologies for professional purposes, and welcomes designers, educators, engineers, plant managers, supervisors, technicians, and more to share application developments, best practices, and challenges in 3D printing. The program has been adjusted to include more hands-on experiences and training, and will include workshops, technical sessions, and even a new Training Lab. There will also be networking receptions, catered meals, the two-night AMUGexpo, a Technical Competition, and the fifth annual Innovators Showcase, featuring special guest Professor Gideon Levy, consultant for Technology Turn Around.
The Additive Manufacturing Users Group (AMUG) just announced that online registration is now open for its 2019 Education & Training Conference, which is now in its 31st year and will be held in Chicago from March 31-April 4. The conference is open to owners and operators of industrial 3D printing technologies for professional purposes, and welcomes designers, educators, engineers, plant managers, supervisors, technicians, and more to share application developments, best practices, and challenges in 3D printing. The program has been adjusted to include more hands-on experiences and training, and will include workshops, technical sessions, and even a new Training Lab. There will also be networking receptions, catered meals, the two-night AMUGexpo, a Technical Competition, and the fifth annual Innovators Showcase, featuring special guest Professor Gideon Levy, consultant for Technology Turn Around.
“As the AM community evolves, so will AMUG,” said Paul Bates, the President of AMUG. “We are excited to present the new program with the goal of continuing to act on our mission of educating and advancing the uses and applications of additive manufacturing technologies.”
Sciaky Sells EBAM and EB Welding System to Asian Aerospace Parts Manufacturer

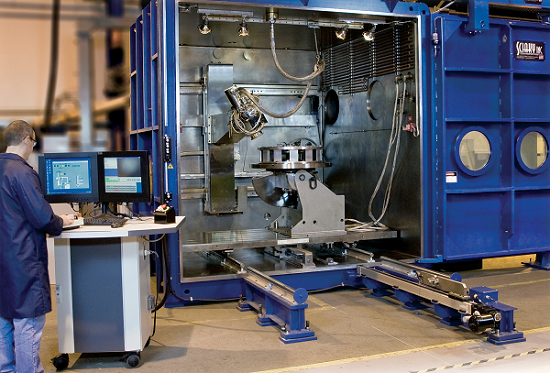
VX-110 EBAM System
Metal 3D printing solutions provider Sciaky, Inc. has announced that an unnamed but prominent aerospace parts manufacturer in Southeast Asia has purchased its dual-purpose hybrid Electron Beam Additive Manufacturing (EBAM) and EB Welding System. The machine will be customized with special controls that allow it to quickly and easily switch from 3D printing to welding. The system will be used by the manufacturer, remaining anonymous for competitive purposes, to 3D print metal structures and weld dissimilar materials and refractory alloys for said structures, as well as for other aerospace parts. Delivery is scheduled for the second quarter of 2019.
“Sciaky is excited to work with this innovative company. This strategic vision will allow this manufacturer to reduce operating costs by combining two industry-leading technologies into a single turnkey solution,” said Scott Phillips, President and CEO of Sciaky, Inc. “No other metal 3D printing supplier can offer this kind of game-changing capability.”
Airbus Plans Final Assembly for Racer

Scale model of the Airbus Racer on display at Helitech International 2018. The manufacturer is aiming for a first flight of the demonstrator in 2020. [Image: Thierry Dubois]
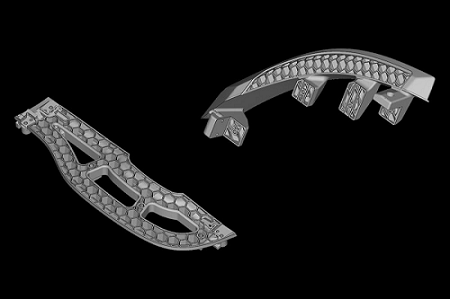
Together with partners of its Racer demonstration program, Airbus Helicopters explained that it definitely expects to meet performance targets, and complete the first flight of the compound helicopter on time in 2020. The 7-8 metric ton aircraft, in addition to a targeted cruise speed of 220 knots and 25% lower costs per nautical mile compared to conventional helicopters, will also feature several advanced components, including a three-meter long lateral drive shaft. Avio Aero was called in to 3D print a round, conformal heat exchanger for each later gear box, which will help achieve reduced drag.
The preliminary design review was passed last July, with final assembly targeted to begin in the fourth quarter of 2019. The flight-test program will likely be 200 flight hours, with the second part focusing on demonstrating that the Racer will be able to handle missions like search-and-rescue and emergency medical services. The program itself is part of the EU’s Clean Sky 2 joint technology initiative to help advance aviation’s environmental performance.
Idaho Virtualization Lab is 3D Printed Dinosaur Leader
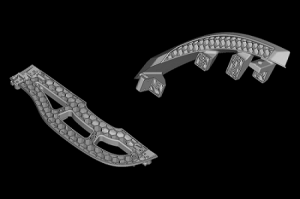
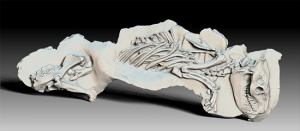 The Idaho Virtualization Laboratory (IVL), a research unit housed in the Idaho Museum of Natural History on the Idaho State University campus, has long been a leader in using 3D printing to digitize and replicate fossils and skeletons. Museum director Leif Tapanila said that IVL’s 3D printing program has been ongoing for the last 15 years, and while other labs in the country are more driven by research, the IVL is operated a little more uniquely – it’s possibly the only program in the US that goes to such great extent to 3D print fossils.
The Idaho Virtualization Laboratory (IVL), a research unit housed in the Idaho Museum of Natural History on the Idaho State University campus, has long been a leader in using 3D printing to digitize and replicate fossils and skeletons. Museum director Leif Tapanila said that IVL’s 3D printing program has been ongoing for the last 15 years, and while other labs in the country are more driven by research, the IVL is operated a little more uniquely – it’s possibly the only program in the US that goes to such great extent to 3D print fossils.
Jesse Pruitt, lab manager of the Idaho Virtualization Lab, said, “Everybody does a little bit of this and a little bit of that, but no one really does [everything we offer].
“We do our own internal research, we digitize our collections and we also do other people’s research as well.
“It’s not something you see at a smaller university. For this to exist at the level that it exists here is pretty remarkable in my mind.”
The IVL is also one of the only programs to have a large online database of the 3D models it creates, and works to spread knowledge about its 3D printing processes to students and researchers.
3D Printed Models for First Man Movie
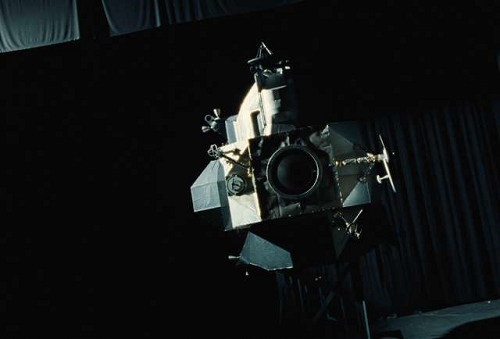
Lunar module miniature [Image: Universal Pictures]
While many movies swear by CGI to create special effects, there are some directors and production crews who still prefer to use old school miniatures and models. But old school meets new when 3D printing is used to make these models for practical effects. Oscar-winning director Damien Chazelle used some 3D printed miniature model rockets for his new movie First Man, which was just released a week ago and is all about Neil Armstrong and his legendary first walk on the moon. The movie’s miniature effects supervisor Ian Hunter, who won an Oscar for Visual Effects for Interstellar, was in charge of creating and filming the models, which included a one-thirtieth scale miniature for the giant Saturn V rocket and one-sixth scale miniatures of the Command/Service Module and Lunar Excursion Module.
“We had banks of 3D printers running day and night, running off pieces. We also used a lot of laser-cut pieces,” Hunter said about the Saturn V rocket miniature. “The tube-like shape of the rocket came from PVC piping, with the gantry made of acrylic tubing, along with many 3D printed and laser cut parts.”
The 3D printed model of the Saturn V rocket even made it into one of the trailers for the film, and the film itself.
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.










 cements its status as a leading aluminium powder for additive manufacturing after breaking the critical 500 MPa UTS mark.
cements its status as a leading aluminium powder for additive manufacturing after breaking the critical 500 MPa UTS mark.