We’ve got business, events, software, and materials news for you in today’s 3D Printing News Briefs. MELD has introduced a new operator training course, and Protolabs is launching a range of secondary services. AMUG announced the keynote speakers for its upcoming conference, while the call has gone out for submissions to the 2019 Altair Enlighten Award. This week at SOLIDWORKS WORLD 2019, Stratasys introduced AdvancedFDM software for GrabCAD Print. Finally, a gold partner at America Makes has created an Ultem 9085 materials database for FDM 3D printing, and 3D MicroPrint is using a powder rheometer to push the limits of additive manufacturing.
MELD Manufacturing Offers Training Program
 MELD Manufacturing Corporation is launching a new operator training program to teach participants how to operate its award-winning technology, which uses an innovative no-melt process to additively manufacture, repair, coat, and join metals and metal matrix composites. The 4-day courses will provide both classroom instruction and hands-on machine training, and attendees will also review the history of MELD’s development.
MELD Manufacturing Corporation is launching a new operator training program to teach participants how to operate its award-winning technology, which uses an innovative no-melt process to additively manufacture, repair, coat, and join metals and metal matrix composites. The 4-day courses will provide both classroom instruction and hands-on machine training, and attendees will also review the history of MELD’s development.
“This program creates certified MELDers and delivers the capacity to integrate and innovate with MELD. Our customers have raved about the elegance of the MELD process and the ease of training. We’re excited to offer more of these opportunities,” said MELD’s CEO Nanci Hardwick.
The size of the classes, which will be held at MELD’s Virginia headquarters, will be limited so that each attendee can have the maximum amount of machine time in order to become certified, so you should register ASAP.
Protolabs Launches Secondary Services in Europe
 Protolabs is a digital manufacturing source for custom prototypes and low-volume production parts and offers all sorts of traditional and additive manufacturing services. This week, the company announced that it was introducing detailed measurement and inspection reporting, which will be only the first part of its newly launched in-house Secondary Services across Europe. These services will provide support for the company’s On-Demand manufacturing requirements, and will also help in launching more value-add secondary operations, like assembly and surface treatment, in the future.
Protolabs is a digital manufacturing source for custom prototypes and low-volume production parts and offers all sorts of traditional and additive manufacturing services. This week, the company announced that it was introducing detailed measurement and inspection reporting, which will be only the first part of its newly launched in-house Secondary Services across Europe. These services will provide support for the company’s On-Demand manufacturing requirements, and will also help in launching more value-add secondary operations, like assembly and surface treatment, in the future.
“Our customers really value our rapid manufacturing services for low-volume parts and prototypes, but they now want the benefit of On-Demand manufacturing for production parts, which have higher expectations for sampling, measurement and process documentation,” said Stephen Dyson, Protolabs’ Special Operations Manager. “The marked increase from customers across all industries wanting to take advantage of the speed and flexibility of On-Demand manufacturing brings with it a desire to simplify the supply chain. We are offering Secondary Services to reduce the number of process steps that the customer has to manage, saving time and resources.”
Protolabs will hold a webinar for designers and engineers on February 28th as part of its Secondary Services launch.
AMUG Announces Keynote Speakers

L-R: Brian McLean, Brad Keselowski, Todd Grimm
The Additive Manufacturing Users Group (AMUG) recently announced who the keynote speakers will be for its 2019 conference, which will be held in Chicago from March 31st to April 4th. The conference, which will have nearly 200 presentations, workshops and hands-on training sessions, is designed for both novice and experienced additive manufacturing users, and the three keynote speakers will address the use of additive manufacturing in a variety of different applications. Brian McLean, the director of rapid prototype for LAIKA, will take attendees on a visual journey of how 3D printing has helped to redefine stop-motion animation, while NASCAR driver Brad Keselowski, the owner and founder of Keselowski Advanced Manufacturing (KAM), will share how technology such as 3D printing can help companies win the race. Finally, Todd Grimm, the president of T. A. Grimm & Associates, is returning to the conference as a keynote speaker again.
“We are extremely excited about our 2019 AMUG Conference keynote speakers,” said Gary Rabinovitz, the AMUG chairman and chair of its program committee. “They will provide a snapshot of the most transformative ideas shaping the AM industry today.”
2019 Altair Enlighten Award Submissions
 Michigan-based technology company Altair, together with the Center for Automotive Research (CAR), are now taking submissions from around the world for the 2019 Enlighten Award, which is the only award from the automotive industry for dedicated lightweighting. The award will be presented in the categories of Full Vehicle, Module, Enabling Technology and The Future of Lightweighting, and winners will be recognized during the CAR Management Briefing Seminars (MBS), along with getting the chance to ring the Nasdaq stock market opening bell in New York. Suppliers and manufacturers can learn more about the criteria and submit an entry for the awards here.
Michigan-based technology company Altair, together with the Center for Automotive Research (CAR), are now taking submissions from around the world for the 2019 Enlighten Award, which is the only award from the automotive industry for dedicated lightweighting. The award will be presented in the categories of Full Vehicle, Module, Enabling Technology and The Future of Lightweighting, and winners will be recognized during the CAR Management Briefing Seminars (MBS), along with getting the chance to ring the Nasdaq stock market opening bell in New York. Suppliers and manufacturers can learn more about the criteria and submit an entry for the awards here.
“We are pleased to continue our collaboration with Altair because of their global leadership in solutions that produce the optimal balance between weight, performance and cost. This award helps drive innovation in lightweighting, which is critical to the success of e-mobility solutions,” said Carla Bailo, the President and CEO of CAR. “We can’t wait to see the key contributions the 2019 nominations will bring in new approaches to automotive engineering and design, contributing to further reductions in weight, fuel consumption, and emissions.”
Stratasys Announces AdvancedFDM Software for GrabCAD
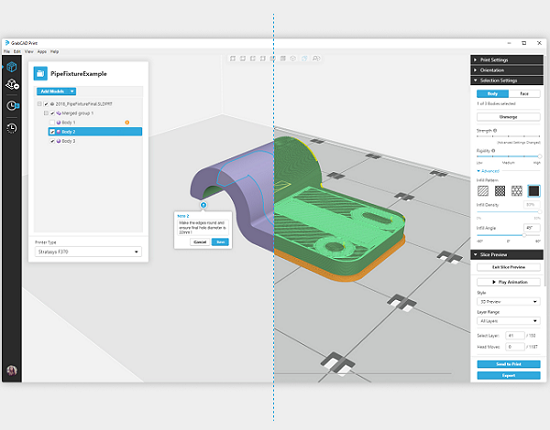
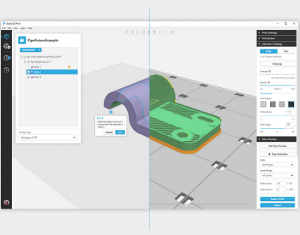 At this week’s SOLIDWORKS World 2019 in Dallas, Stratasys introduced a new feature for its GrabCAD Print software that will remove more complexity from the design-to-3D print process. Advanced FDM will use intuitive model interaction to deliver lightweight yet strong and purpose-built parts to ensure design intent, and is available now via download with GrabCAD Print from versions 1.24 on up. The software feature will help users avoid long, frustrating CAD to STL conversions, so they can work in high fidelity and ramp up parts production, and it also features CAD-native build controls, so no one needs to manually generate complex toolpaths. Advanced FDM can automatically control build attributes, as well as calculate 3D print toolpaths, in order to streamline the process.
At this week’s SOLIDWORKS World 2019 in Dallas, Stratasys introduced a new feature for its GrabCAD Print software that will remove more complexity from the design-to-3D print process. Advanced FDM will use intuitive model interaction to deliver lightweight yet strong and purpose-built parts to ensure design intent, and is available now via download with GrabCAD Print from versions 1.24 on up. The software feature will help users avoid long, frustrating CAD to STL conversions, so they can work in high fidelity and ramp up parts production, and it also features CAD-native build controls, so no one needs to manually generate complex toolpaths. Advanced FDM can automatically control build attributes, as well as calculate 3D print toolpaths, in order to streamline the process.
“For design and manufacturing engineers, one of the most frustrating processes is ‘dumbing down’ a CAD file to STL format – only to require subsequent re-injection of design intent into the STL printing process. This software is engineered to do away with this complexity, letting designers reduce iterations and design cycles – getting to a high-quality, realistic prototype and final part faster than ever before,” said Mark Walker, Lead Software Product Manager at Stratasys.
America Makes Ultem 9085 FDM Properties in Database
 America Makes has announced that its gold-level member, Rapid Prototype + Manufacturing LLC. (rp+m), has created and delivered a complete, qualified database of material properties for the FDM 3D printing of high-performance ULTEM 9085 thermoplastic resin. This comprehensive database, which features processing parameters and both mechanical physical properties, was released to America Makes, and the rest of its membership community, in order to ensure the widespread use of the Type I certified material for 3D printed interior aircraft components. The database is available to the community through the America Makes Digital Storefront.
America Makes has announced that its gold-level member, Rapid Prototype + Manufacturing LLC. (rp+m), has created and delivered a complete, qualified database of material properties for the FDM 3D printing of high-performance ULTEM 9085 thermoplastic resin. This comprehensive database, which features processing parameters and both mechanical physical properties, was released to America Makes, and the rest of its membership community, in order to ensure the widespread use of the Type I certified material for 3D printed interior aircraft components. The database is available to the community through the America Makes Digital Storefront.
“The qualification of the ULTEM 9085 material and the establishment of the material properties database by the rp+m-led team are huge steps forward for AM, particularly within the aerospace and defense industries. On behalf of all of us at America Makes, I want to commend rp+m and its team for enabling the broad dissemination of the collective knowledge of ULTEM 9085 for the innovation of future part design,” said Rob Gorham, the Executive Director of America Makes. “The ability to use AM to produce parts with repeatable characteristics and consistent quality for certifiable manufacturing is a key factor to the increased adoption of AM within the multi-billion dollar aircraft interior parts segment.”
3D MicroPrint Identifying Ultra-Fine 3D Printing Powders

Additive Manufacturing Powder Samples
Germany company 3D MicroPrint uses 3D printing to produce complex metal parts on the micro-scale with its Micro Laser Sintering (MLS) technology, and announced that it is using the FT4 Powder Rheometer from UK-based Freeman Technology, which has over 15 years of experience in powder characterization and flow, in order to push the technology to its limits by identifying ultra-fine metal powders that will process efficiently. The system can differentiate raw powder materials, less than five microns in size, with the kinds of superior flow characteristics that are needed to produce accurate components using 3D MicroPrint’s Micro Laser Sintering (MLS) technology.
“With MLS we are essentially pushing standard AM towards its performance limits. To achieve precise control at the micro scale we spread powders in layers just a few microns thick before selectively fusing areas of the powder bed with a highly focused laser beam. The ultra-fine powders required typically behave quite differently to powders of > 25µm particle size,” explained Joachim Goebner, the CEO at 3D MicroPrint. “We therefore rely on the FT4 Powder Rheometer to identify materials which will perform effectively with our machines, with specified process parameters. Before we had the instrument selecting a suitable powder was essentially a matter of trial and error, a far less efficient approach.”
Discuss this news and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.





 |Elite
|Elite