While Nexa3D may specialize in manufacturing super-fast stereolithography 3D printers, the company has been branching out recently, and narrowing its focus on the materials side of things. It launched the high-performance polymer xCE-Black in May, followed soon after with the announcement of a partnership with Henkel to commercialize xMED412, a high-impact material for printing biocompatible medical and wearable devices. Now, Nexa3D has announced that xCLEAN, its new eco-friendly washing solvent for resin and photopolymer 3D printers, is commercially available.
“I am very proud of our entire team for stepping-up during this unprecedented pandemic, and quickly pivoting internal developments and external collaborations to adeptly support our growing customer base and communities. “Throughout this challenging period, we’ve continued to expand the range of our high impact, durable photoplastics, and we are rolling out new productivity tools for the additive manufacturing industry,” said Nexa3D’s CEO and Co-Founder Avi Reichental. “Together with our growing partner network, we are committed to helping our customers improve their design agility, and supply chain resiliency by reducing the time required to produce functional prototypes and production parts from hours to just minutes.”

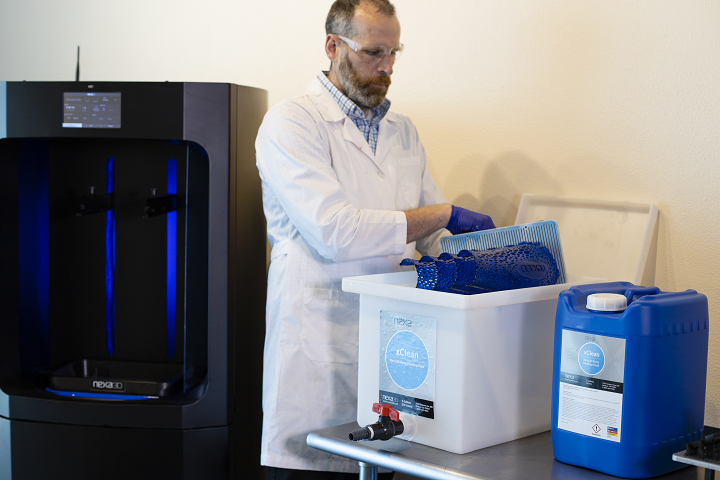
xCLEAN, compatible with most photopolymeric resin printers, including close loop systems, automated cleaners, and washing units currently on the market, and is safer to handle than other popular cleaning solvents, though it’s not been cleared to use in the cleaning of parts 3D printed out of biocompatible resins.


This material is easy to recycle, as well as recover with the help of a vacuum-assist distillation unit, and doesn’t need any of the typical adherence to shipping regulations or special storage that most post-processing photopolymeric parts require.

“xCLEAN’s development is a powerful reminder that necessity is the mother of invention. We were forced to explore alternatives to isopropyl alcohol (IPA) during the initial Covid-19 surge as IPA became extremely scarce and costs skyrocketed,” explained Nexa3D’s Head of Customer Success Brent Zollinger. ” After considering dozens of candidates, we zeroed in on xCLEAN and quickly embraced it as our go-to cleaning solvent. Having processed thousands of serial production parts in our flexible factory with superior results, we decided to share this incredible cleaner with our customers and invite the entire photopolymer 3D printing community to give it a try.”

Made from molecules that are smaller than DPM and TPM, xCLEAN is extremely effective, and doesn’t have any of the gross, greasy residue that you get with these two alternative materials; just rinse it off with water. It’s also sustainable, with three times the saturation limit of IPA, which means that it lasts three times as long and requires fewer changeovers and generates less waste.
xCLEAN can be ordered for immediate delivery here, or from one of Nexa3D’s authorized resellers. A single 5-gallon container will cost you about $320. To see the material in action, check out the video below:
But materials haven’t been the company’s only focus during COVID-19—the company just announced that it has acquired NXT Factory, which manufactures ultra-fast selective laser sintering (SLS) production systems powered by its proprietary Quantum Laser Sintering (QLS) technology.
“We are thrilled to join forces with Nexa3D and together unleash the power and potential of our products. COVID-19 propelled both of our companies to demonstrate the unique capabilities of our complementary additive manufacturing power as we quickly ramped into full production of personal protective equipment for frontline healthcare workers. This crisis has helped showcase the incredibly rapid and flexible nature of our combined additive manufacturing capabilities compared to traditional manufacturing and demonstrates how vulnerable the global manufacturing supply chain is to unexpected disruptions,” stated Kuba Graczyk, the Co-Founder and CEO of NXT Factory. “Together, we are committed to taking additive manufacturing to the next level and realizing its full potential.”
The two companies have entered into an agreement that states Nexa3D will acquire all the outstanding shares of NXT Factory, and the stockholders and boards of directors of both companies have approved the transaction, the details of which were not disclosed publicly.
By combining NXT Factory and Nexa3D’s high-speed technologies, the company is strengthening its capabilities and portfolio of production-grade materials. Nexa3D will now have access to NXT Factory’s range of powder fusion, supply chain-approved plastics, which will essentially double its addressable market and strongly position it for increased growth in the industry.

Leveraging its relationships with other key material suppliers, Nexa3D will be able to diversify its revenue streams by offering access to 100% of currently available polymer applications
“Stereolithography (SLA) and Selective Laser Sintering (SLS) are the cornerstones of additive manufacturing of plastics, so I am honored and proud to be part of the team that is uniting the two companies that are taking both technologies to their full potential. Having worked side by side with the Nexa3D team over the past four years in Ventura, California, sharing facilities, exhibiting jointly at tradeshows, witnessing untold technological breakthroughs and rapid expansion, there is no doubt in my mind that this is the perfect match for both of our companies. I am excited to join this dream team and contribute towards the creation of a leading fourth generation additive manufacturing powerhouse,” said Tomasz Cieszynski, Co-Founder and CTO of NXT Factory.
Subject to customary and other deal-specific closing conditions being met, the transaction should be completed as soon as practically possible.
(Source/Images: Nexa3D)
The post Nexa3D Acquires NXT Factory, Introduces Eco-Friendly 3D Printing Washing Solvent appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.