As the focus continues to shine on metal additive manufacturing (MAM), 21 partners are coming together from eight countries (Austria, Switzerland, Germany, Spain, United Kingdom, Poland, Portugal and Belgium) in a three-year, multi-tiered project to advance AM processes, materials, and equipment for multi-material parts.
Dubbed MULTI-FUN, this long-term endeavor will solve issues in metal printing with powder bed fusion, where only basic alloys are available. Overall, key performance indicators expected are improvement in AM products by 40 percent, better use of resources and with smaller environmental footprint, and the emergence of greater potential and opportunities for businesses in Europe.
The consortium members involved plan to refine 3D printing with metal using new active and structural materials like aluminum and low-alloyed steel for wire arc additive manufacturing (WAAM). They also plan to design complex parts without any restrictions due to size—whether printing on the nano-level or the large scale.
Research into the use of nano-materials spans studies from integration of conductive materials into textiles to economic analysis of nano-metals within a wide range of applications—including critical industries like automotive and aerospace. In the MULTI-FUN project, the researchers will explore nano-materials further, integrating them into thermal materials, electronics, sensors, and more as four different objectives are explored:
- Development of five new materials (with at least three related to nanotechnology), customized for AM processes.
- Study of new processes and development of AM hardware and software for the production of desired materials. The consortium has outlined a plan for a minimum of ten new materials combinations using five new materials to be displayed by seven demonstrators engaged in different applications.
- Manufacturing and evaluation of seven physical demonstrators using multiple materials and functionalities. Three use cases in the areas of structural parts, molds, and testing equipment will serve as examples to show the potential in four applications like automotive, aeronautics, space, and production.
- Ongoing evaluation and improvement in AM processes in regard to the economy and the environment, use of materials, strategies, and demonstrator design—ultimately all leading to better standards and support of necessary regulatory bodies.
Consortium members follow.
- Austria: LKR Leichtmetallkompetenzzentrum Ranshofen GmbH | voestalpine Metal Forming GmbH ; Inocon Technologie GmbH | RHP Technology GmbH ; Peak Technology GmbH | Alpex Technologies GmbH | AVL List GmbH | RUAG Space GmbH
- Belgium: European Federation for Welding, Joining and Cutting
- Germany: Deutsches Zentrum Fuer Luft – Und Raumfahrt EV, Institute of Materials Research | Fraunhofer | MIGAL.CO GmbH | EDAG Engineering GmbH
- Poland: INPHOTECH SP ZOO
- Portugal: Instituto de Soldadura e Qualidade – ISQ
- Spain: Basque Centre for Materials, Applications and Nanostructures | LORTEK S COOP | Aerotecnic Metallic SL
- Switzerland: Aluwag AG
- United Kingdom: Cranfield University | WAAM3D Limited
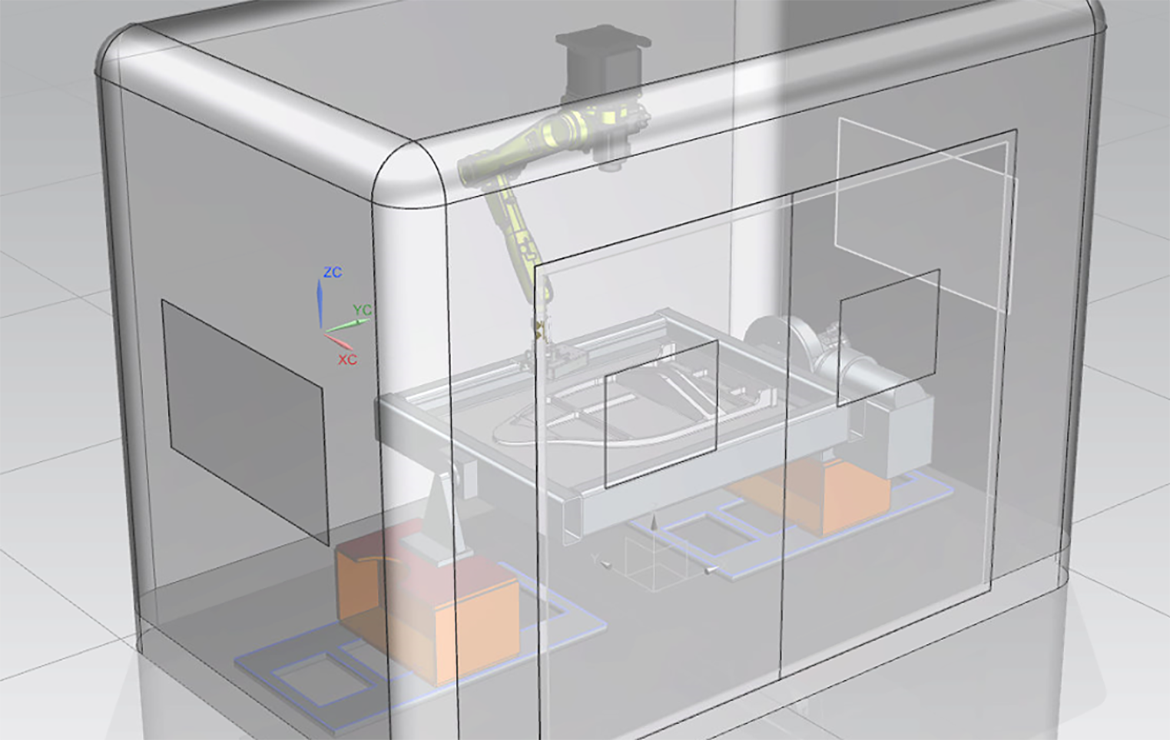
A turnkey solution from WAAM3D (Image: WAAM3D)
[Source / Images: Chronicle]
The post MULTI-FUN Consortium Aims to Improve Metal 3D Printing appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.