Primary osseous spinal tumors make up roughly 5% of all primary bone tumors, and reconstruction is required to restore the spine’s integrity and stability. However, it’s hard to reconstruct this complex section, which is responsible for transitioning the axial loading force from the cranium to the spinal column, and subpar implants can result in complications like migration and nonfusion.
“Patients with primary tumors involving C2 who were treated in our institution between July 2014 and November 2018 were enrolled,” the team stated.
“Nine patients (2 males and 7 females) were included in the study with a mean age of 31.4 years (12 to 59 years). Seven patients demonstrated tumors located in C2 and 2 showed involvement of C2 and C3.”
The nine patients initially complained of “aggravating pain,” with two suffering neurological impairment, and average duration since the onset of these symptoms was almost three months. Here’s the tumor breakdown for the patients, established using a CT-guided biopsy:
4 giant cell tumors (GCT)
2 chordoma
1 Ewing sarcoma
1 paraganglioma
1 aggressive hemangioendothelioma
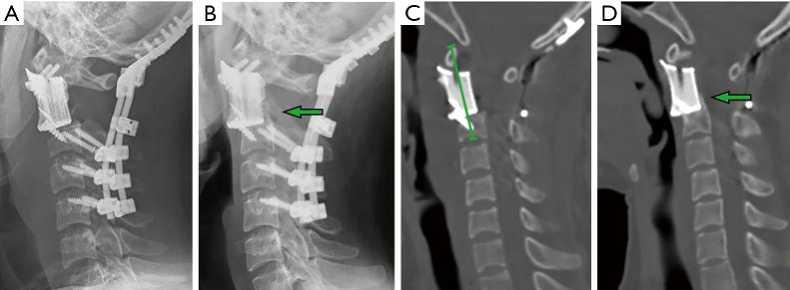
Fig. 1: Imaging studies for patient #3. The achievement of osseointegration was defined when new bone formation was observed around the bone-implant interface on X-ray (B) and CT (D) during the follow-up compared to that of immediately postoperative (A,C). The postoperative segment vertebral height was measured on the midsagittal reconstruction CT from atlas anterior tubercle to the midpoint of the adjacent lower endplate (C).
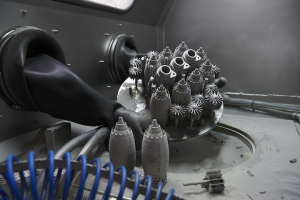
Making the implants was a 7-day process. First, CT scans were performed on the patients’ spines, and the DICOM data was imported into Materialise Mimics 15.0 software, where a CAD model for the implant was designed. Ti6Al4V powder was used to print the porous metal scaffold implants with Arcam EBM’s electron beam melting technology.
“Based on our previous studies, the parameters set for the trabecular structure and the size of the uniform micro-pores were determined to generate the optimized biomechanical and osteoinductive properties (8,15,16). The upper contact surface morphology of the implant coincided with the inferior articular surfaces of C1, while the lower contact surface morphology coincided with the upper endplate of the caudal vertebra,” they wrote.
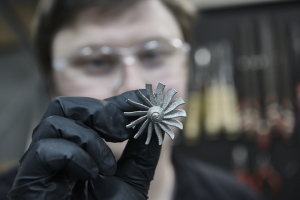
Fig. 2: The 3D printed artificial vertebral body with porous scaffold fabricated out of titanium alloy powder.
A two-stage intralesional spondylectomy was performed on each patient, and the 3D printed vertebral body was used to accomplish anterior reconstruction, without the use of a bone graft.
“The average interval between the posterior and anterior procedures was 14.4 days,” the researchers said.
“In the first 4 cases in this series, occipitocervical fixation was performed (Figure 1). Subsequently, with more confidence in the stability of the 3D-printed anterior construct, we were able to preserve the atlanto-occipital joint in the next 5 cases.”
If you’re interested in the rest of the nitty-gritty surgical details, check out the full research paper.
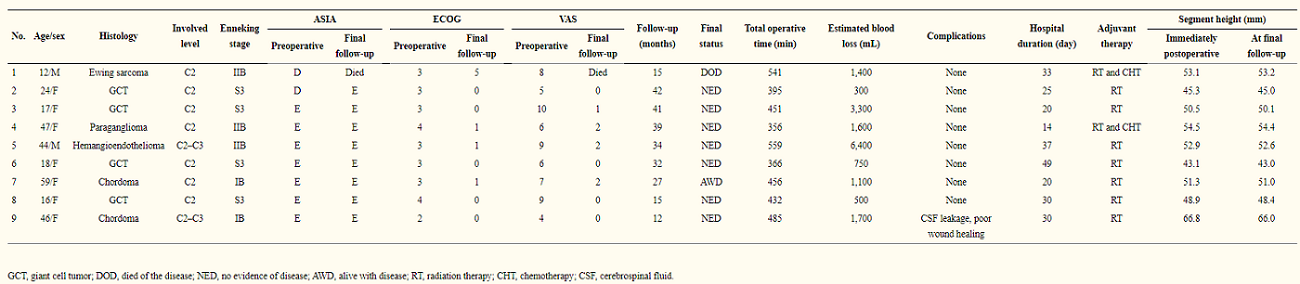
Table 1: The details of the 9 patients
In the table above, you can see the details of the patients, who all had follow-up appointments after the 3D printed vertebral body was implanted. All nine received postoperative radiotherapy, while two also received chemotherapy.
“Patient one died of systemic metastases 15 months postoperatively without signs of local recurrence. Patient seven had tumor local recurrence. The others were alive and functional in their daily livings at the last follow-up without evidence of disease. At their final follow-ups, the neurological status of all alive patients was ASIA E, and the average VAS score was 0.9. Three patients had ECOG 1, while 5 patients had ECOG 0 for their general well-being and activities of daily life,” they stated.
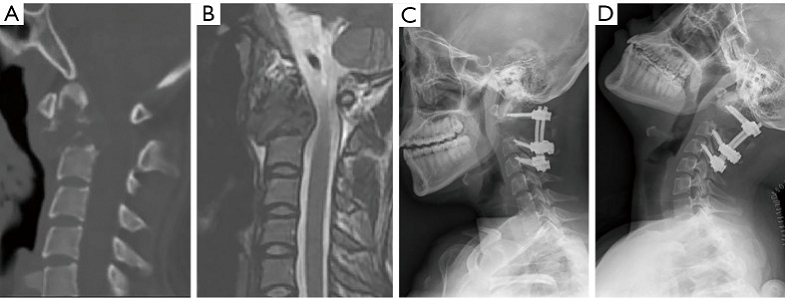
Fig. 3: Imaging studies for patient #3.
Through radiograph and CT examinations, the researchers observed new bone formation around the bone to implant contact surfaces, “which provided the evidence of osseointegration,” and they found that all of the 3D printed vertebral bodies were stable, without any signs of ” implant displacement or subsidence.” Additionally, none of the screws had come loose, and there was no rod breakage in the posterior instrumentation systems.
The researchers found several advantages to using 3D printing for this reconstruction rather than traditional methods of manufacturing, such as the implant offering “reliable primary immediate postoperative stability.” A patient-specific implant provides a better match to bony surfaces and a larger contact area, and because screw tracks are actually integrated directly into the artificial vertebra, “self-stabilization” occurs.
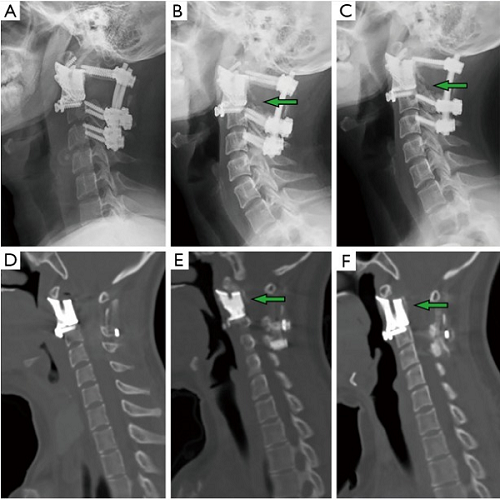
Fig. 4: Imaging studies for patient #6 showing fusion process. Compared to the immediate postoperative X-ray (A) and CT (D), regenerated osseous tissue can be seen to have gradually grown along the implant 12 months (B,E) and 24 months (C,F) post-op (arrow).
“Secondly, the anatomical design of the contact surface of the curved porous endplate and its biocompatibility provided reliable mid-long-term stability. The porous bone-contacting surface of the 3D-printed vertebral body is conducive to bone in-growth into the trabecular pores to achieve firm osseointegration, which was supported by evidence from previous basic research and in vivo studies (15,16,24),” they explained.
Additionally, post-op radiotherapy may not affect the 3D printed vertebral body as much, so long as osseointegration on two ends occur, “because solid combination was accomplished.” Conversely, this treatment can lead to instrumentation failure with conventionally manufactured implants.
“In our study, the progress of osseointegration is evident on follow-up with imaging studies. On lateral radiography, regenerated osseous tissue was seen adhering to the 3D-printed vertebral body (Figures 1B,4B,C1B,4B,C).),” the researchers noted. “Sagittal CT revealed new bone tissue crawling and growing around the ends of the 3D-printed vertebral body from the upper and lower vertebra (Figures 1D,4E,F1D,4E,F).). All patients were capable of resuming normal activity without mechanical pain associated with spinal instability at 12-month follow-up.”
Finally, a 3D printed vertebral body could mean there’s less of a need for transoral (direct access through the mouth) or transmandibular surgical approaches. For example, as noted above, this research team used the posterior-anterior approach to perform C2 spondylectomy, which made it easier and safer to isolate the vertebral arteries.
“Our study suggests that 3D-printed implant may be a good option in upper cervical reconstruction, the tailored shape matching with the contact surfaces and the porous structure conductive to osseointegration provide both short- and long-term stability to the implant,” the researchers concluded. “However, a higher level of evidence is still needed.”
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Award-winning 3D printer OEM GE Additive has entered into a five-year cooperative research and development agreement (CRADA) with the US Department of Energy’s Oak Ridge National Laboratory (ORNL). Both parties have agreed to focus their research on processes, materials and software in order to drive industrialization and support broader adoption of additive manufacturing technology. “We’re […]
If you had any questions regarding a potential slow down in 3D printing or additive manufacturing endeavors around the world, industry leaders like GE Additive should put those to rest, evidenced by a momentum that just doesn’t quit. Now, they are announcing the opening of another facility dedicated to AM, at the Arcam EBM Center of Excellence in Gothenburg, Sweden.
Featuring 15,000 square meters, the new site is centered in the Mölnlycke Business Park, within the Härryda municipality, southeast of Gothenburg. Up to 500 employees are expected to be working at the center, offering three times as much floor space as their previous building in Mölndal—and housing all production, research and development, and training and support divisions in one place.
GE Additive will now be able to place an even stronger focus on lean manufacturing, maximizing operations and production capacity, along with inviting more of their customers to learn about and make the transition to serial manufacturing with Arcam EBM systems. The plan is to continue expanding their ‘footprint’ in manufacturing, along with increasing research and development in both Europe and the US.
Today, GE Additive is comprised of Arcam EBM, Concept Laser, and additive material provider AP&C. Their highly integrated team is made up of experts in additive manufacturing, offering advanced technology and materials—all encouraging the clients they work with to strive for innovation within their industries, focusing on:
Solving manufacturing challenges
Improving business outcomes
Helping change the world for the better
“The Arcam EBM team in Gothenburg is energized to be in its new home—a dynamic, sustainable workplace—in a great location. We will harness that energy and continue to research, innovate and drive EBM technology further,” said Karl Lindblom, general manager GE Additive Arcam EBM.
“Throughout, we have benefited immensely from GE’s experience and know-how in applying lean manufacturing. Customers joining our annual user group meeting next month will be the first to see our Center of Excellence—which we hope will become a focal point for the entire additive industry,” added Lindblom.
Both GE Additive and Arcam EBM continue to contribute innovations to both the 3D printing and additive manufacturing realm, from opening a variety of new facilities around the world to working with others in many projects, ranging from development of combat vehicles to 3D printed high fashion, and much more, including accelerating the industry with other partnerships.
Established in 1997, Arcam AB began working with EBM 3D printing technology and delivered their first system in 2003. Just acquired by GE Additive in 2017, they have made huge strides in strengthening their offerings with EBM, along with offering metal part production in volume—and a technology that promotes latitude in design, strong material properties, and stacking ability.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
Award-winning 3D printer OEM GE Additive has opened a new Center of Excellence dedicated to its Arcam electron beam melting (EBM) subsidiary. Located in Härryda, Sweden, the 15,000 square meter facility is approximately 22 km southeast of central Gothenburg. Compared to Arcam’s former headquarters in Mölndal, west of Härryda, the facility has three times the floor space. The extra area will be […]
Are you wondering how you can use 3D printing to customize your sleek new Crocs? Or, maybe is there anything you can 3D print to make Mario Kart victory laps even sweeter? On a more serious note, what does forensic science hold for the future of 3D printing? And how is the technology helping search […]
Bruno Le Razer probably has the coolest name in 3D printing. He definitely has a lot of 3D printing experience. He has done years of 3D printing research followed by hands-on work in industrializing metal 3D printed parts, machine maintenance and training operators and application development people. People like Bruno are a rare find with hands-on operational leader experience in metal printing a very hot commodity that is very thin on the ground. It was, therefore, quite a surprise that such a metal 3D printing veteran would pop up in bucolic Hobbit land New Zealand. He was working for Zenith Technica, an EBM-based service bureau that made custom prosthetics for athletes and parts for Air New Zealand. Curious about his relocation and about Zenith Technica, we interviewed Bruno.
Why did you turn to 3D printing?
I started my career in 3D Printing back in 1998 at the end of my PhD in material science & ceramics with a bit of luck: Trevor Illston, now at Materials Solutions, Siemens Group, asked me if I wanted to work on a new technology called 3D Printing. I couldn’t find any decent position in my field and accepted his offer. For a few years, I worked on R&D projects for the University of Warwick and the Rover Group. I started in metal Additive Manufacturing in 2002 and for the next 14 years, I was involved with EOS, as a customer (three service bureaus in France and in the UK) and as an employee. I worked on most EOS metal platforms, developed/tested most of their materials, trained a lot of customers. In 2016, a family decision resulted in a move to New Zealand and a contract with Zenith Tecnica.
Zenith Tecnica was founded in 2014 by a metallurgist specialised in Titanium who loved the idea of manufacturing parts under vacuum at high temperature and started the first EBM service bureau in Australia and New Zealand.
What technologies do you use?
Because there are so many laser melting service bureau in the world (including one in New Zealand), it made sense to choose another technology which was deemed to give better metallurgical results. The choice was easy: GE Additive / Arcam EBM. We have now two Q20Plus machines, one Q10Plus machine and have purchased two extra Q10Plus machines which will be delivered in the next few months.
What materials do you use?
To avoid any possible contamination, we are focusing on only one material: Titanium Ti64
What are the challenges in 3D printing for aerospace?
The main challenge is qualification: as a supplier for any aerospace customer and also process qualification. We spent two years on the certification process: we are now ISO13485:2016 (medical) and AS1900:D (aerospace) certified. This enables us to talk to any medical and aerospace customer because they know we have the right documentation and processes in place. However, these certifications are only a proof that the documentation is there not that the AM processes are working. In parallel, we worked with one major US satellite manufacturer and one US implant manufacturer to qualify all our machines for space and medical manufacturing. This has been a long, tedious and expensive exercise but the rewards are there now. We have delivered about a thousand qualified flight parts, of which 400 are already in orbit. On the medical front, we are about to start full production of acetabular cups and tibial trays: the first Q10Plus is fully booked for the next three years.
What were some of the challenges in getting parts on aircraft?
At the moment, we have not manufactured any parts for any aircraft. The challenge there is the certification of metal AM parts by the civil aviation authorities (FAA, CAA for example). Some of the manufacturers (Boeing, Airbus, GE Aviation, MTU, SAFRAN) are allowed to certify metal AM parts right from the start but no MRO (Maintenance Repair and Operations) companies are yet allowed to use metal Additive Manufacturing to replace an existing part on an aircraft or an engine. We are working on a few projects but no parts have been certified yet.
For Space applications, each customer can certify their own manufacturing process. in that sense, it has been easier but we still had to prove that the EBM process and machines were capable. We had a few hurdles on the way (regular hardware and software upgrades, non-optimised parameters and properties) but we achieved qualification status back in 2016.
Does 3D printing need more automation?
Certainly. Most commercial metal AM machines are still glorified R&D machines. None of the processes are automated. Powder movement is still manual. Parameters are still being optimised. Turnaround is still tedious. It could take up to eight hours to prepare a machine for each new build for example.
What else is holding 3D printing back?
Materials database. For metal, aerospace companies are complaining there is not enough historical data. Data that they have for casting or machining. Therefore, it is very difficult for them to design new parts for AM.
Productivity: the metal machines are still too slow. Even with the new developments (multi laser, increase in EBM power), none of the current processes can compete with casting or machining for large production runs.
Cost: the machines are far too expensive and too slow. Powders are still too expensive. That leads to high part unit prices.
What new materials would you like to see?
“More refractory and intermetallic materials.”
What are your future plans?
Expansion: the plan is to get more medical and aerospace contracts this year and to raise capital in order to set up a new manufacturing site with more machines (EBM and laser) and equipment (HIP furnace, CT Scanning, machining, testing lab, medical unit (passivation, clean room, packaging).
It seems like New Zealand is a little late to the 3D printing party?
It seems like that from a distance but there is definitely more interest in New Zealand for all 3D printing technologies. For metal, we are growing and the other service bureau is also growing: RAM3D are getting their fifth machine soon. Callaghan Innovation have set-up a 3D printing unit called AddLab with a primary objective to develop 3D printing activities in New Zealand. Most universities have got machines and research programs. The latest being Olaf Diegel at the University of Auckland.
The Metropolitan Museum of Art’s Costume Institute fundraiser event, better known as the Met Gala, has been referred to as the Oscars of the East Coast. This highly exclusive event heralds the arrival of the Costume Institute’s annual exhibition, and is a chance for fashion’s elite to strut their stuff. This year, famous designer Zac Posen, who launched his House of Z label at the age of 21, used 3D printing to go above and beyond on fashion’s biggest night. I was lucky enough to be invited to a luncheon in New York recently where Posen, and his collaborators GE Additive and Protolabs, discussed their teamwork over the last year to design and 3D print pieces for the 2019 Met Gala.
CNN’s Aileen Kwun asked, “What does it mean to be “camp” in our age of political absurdity, and of social media-driven of excess and spectacle? The Metropolitan Museum of Art’s Costume Institute will attempt to address the historical context and significance of camp in fashion for its next blockbuster exhibition.”
In this case, we’re not talking about camping in tents and sitting around a fire pit, but more artifice and theatricality. Sontag herself defined camp as being a “love of the exaggerated,” in addition to a “sensibility of failed seriousness.”
Exaggerated is right when it comes to Posen’s 3D printed Met Gala collection, but in the best possible way. The designer and his 3D printing partners combined AM technology with CAD, stalwart fashion design techniques, and conceptual thinking to come up with several beautiful and unique pieces for the star-studded gala.
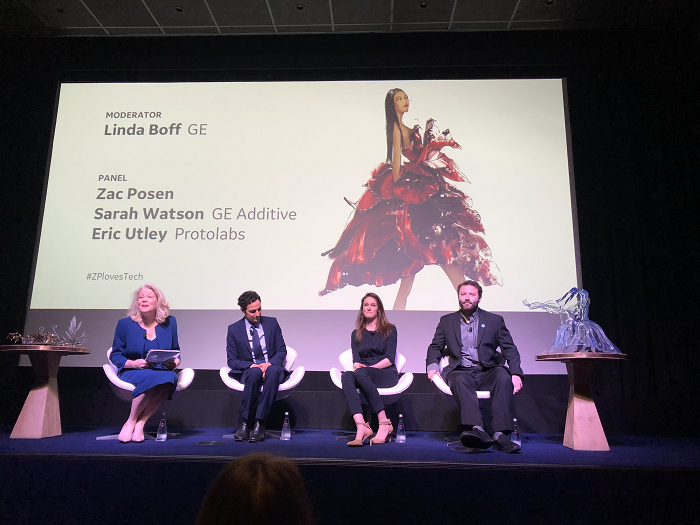
The event kicked off with a short video presentation before four people took the stage for a panel discussion: Linda Boff, GE’s chief marketing officer; Protolabs applications engineer Eric Utley; Sarah Watson, a design engineer with GE Additive’s design consulting team AddWorks; and Posen himself.
Zac Posen
The eye-catching collection was inspired by nature, and more specifically the idea of freezing natural objects in motion. Posen has always been interested in the fluidity of fabrics, and has long wanted to experiment with the use of 3D printing in his designs.
“I wanted to work in 3D printing for, I don’t know, 20 years, and I tried to get my hand into it a few times, and – you know, this was the beginning, I didn’t know what the capabilities were,” Posen said during the panel. “So it was the beginning of this quest and collaboration.”
In a serendipitous moment, he actually had dinner with Boff the day after the 2018 Met Gala, and the collaboration was born when they realized that the 2019 event would be the perfect opportunity to mix 3D printing with high fashion.
“Then I did a trip to Pittsburgh and had a million and ten questions about plastic molecules, what’s possible, you name it,” Posen explained. “And then they kind of started to say, ‘Well, what do you want to start dreaming?’ And I talked about natural form, because I like to garden.
“Our greatest innovator and scientist is Mother Nature…that was really the start.”
Over the last year, the partners have been hard at work creating some absolutely stunning pieces. Posen and his creative team worked with the 3D printing experts and design engineers at GE Additive and Protolabs to explore multiple digital technologies – GE Additive brought its experience in additive design for multiple modalities, mechanical and industrial design, and creative and complex CAD modeling to the table, while Protolabs supplied its industry expertise from a wide range of manufacturing industries, materials, and processes.
Posen stated, “I dreamt the collection, GE Additive helped engineer it and Protolabs printed it.”
It took many, many hours of 3D printing to complete the collection for this year’s Met Gala – Posen and Boff said that the collaborators spoke with each other daily – and several of the garments were actually fitted to exact 3D recreations of the bodies of the people who would be wearing them; according to the Hollywood Reporter, Posen invited nine guests to the event, but only some of them rocked 3D printed pieces on the museum’s pink carpet.
The great thing about 3D printing is the freedom it offers, which allows users to fabricate designs that would have been extremely difficult, or even impossible, to make using traditional forms of manufacturing. Additionally, there are many available custom finishing options for 3D printed pieces, in which Posen was extremely interested.
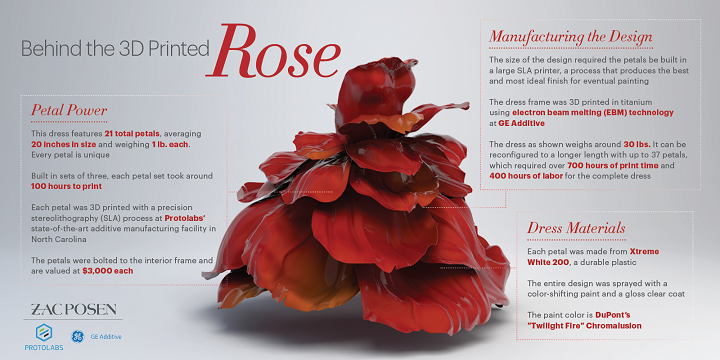
At one point early in the discussion I was looking down while writing notes, but my head quickly snapped back up when I heard multiple intakes of breath around me as a model walked into the auditorium wearing one of the stunning Met Gala pieces: the Rose Dress, worn at the previous night’s event by British supermodel Jourdan Dunn. The model walked slowly back and forth in front of the room so that everyone could get a good look at the amazing dress, which is based on the structure of a real rose.
The custom gown has 21 unique 3D printed petals, each one weighing 1 lb. and averaging 20″ in size, made out of Accura Xtreme White 200 durable plastic and printed on an SLA system. Primer and color-shifting automotive paint from DuPont were used to finish the petals, which are actually held in place on a modular 3D printed titanium cage that’s completely invisible from the outside of the dress. The cage was 3D printed on an Arcam EBM system at the GE Additive Technology Center (ATC) in Cincinnati, Ohio, while the gown itself was fabricated at Protolabs’ North Carolina facility; the 3D printing and finishing of the Rose Dress took over 1,100 hours.
[Image: Protolabs]
According to Posen, the first petal prototype was a little too heavy, and the team had to determine how to reduce the weight by 20%, in addition to balancing stiffness with organic movement and adding a buttress underneath for extra support of the titanium frame. Watson explained that the dress design was very modular, and the cage itself is adjustable.
“Our role as design consultants is to come in and have this immersive relationship with the customer,” Watson explained onstage. “So this was kind of an example of any other project we’d do with other industries, but slightly more, I think extreme, in just having us understand and start to work with each other. So Zac would give us feedback, like ‘It needs more energy and motion,’ and I was like, do you have a dimension for that?”
Everyone in the room laughed at this, particularly, I’d say, those of us from the manufacturing industry, and Posen continued her thought: “What do you mean by energy?”
Watson continued, “But then we started to ask questions and we started to work together and kind of understand what that meant. And by the end, it really started to click.”
She said that the 3D printed clear bustier the team made for actress Nina Dobrev to wear was a good example of the company’s partnership with Posen really picking up steam.
“We worked really hard on the front of it, took a long time iterating back and forth to get a front that you really loved, and then on our last visit to New York, you said, ‘Let’s just add some twists at the back that look like they’re floating away in the wind,’ and I was like, ‘All right, I think I know exactly what you want.’ So we started to learn how to work together.”
The bustier – a clear dress 3D printed on an SLA printer – is the only piece of the Met Gala collection to be created at Protolabs’ German facility. Posen told us that it actually got held up on the way over to the US because the customs officials thought it was an art piece, to which Boff responded, “It is an art piece!”
The interior of the 3D printed dress perfectly matches Dobrev’s 3D recreation, and comes in a 4-piece assembly for a truly custom fit. The first version was not as translucent as Posen hoped, so to get the glassy, liquid appearance of the final piece, Protolabs used Somos Watershed XC 11122 plastic, then finished it by wet hand sanding and spraying it with a clear coat.
All told, the 3D printing and finishing of the bustier dress for Dobrev took over 200 hours.
“I think it’s really funny how this is fashion, but we were using a lot of the same plays in the playbook that Fortune 500 companies use to develop their products,” Utley said at one point during the discussion.
He said that the team made scale models and combined them with 3D CAD files to give Posen a better idea of what a piece would look like before printing even began. Watson noted that the same kind of problem-solving and engineering can be applied whether GE Additive and AddWorks are completing design projects for the aerospace industry or for the fashion world.
“When you’re trying to solve these problems of how do we print this, how do we design it for additive, how do we assemble it so that it assembles in a way that you really can’t tell how it was put together, those types of problems really apply across many different industries,” Watson said.
While the 3D printed Rose Dress and bustier are both beautiful and unlike anything I’ve ever seen before, the third of the Met Gala dresses we talked about is my favorite – a custom, purple Zac Posen gown, with a 3D printed palm leaf collar accessory, worn by actress (and Ohio native!) Katie Holmes.
While Posen did not have the neckpiece itself, which was 3D printed at the North Carolina Protolabs facility on an SLA system, he did bring the mold for it to the panel. He explained that he waited for the 3D printed neckpiece to fully evolve before he got to work on the draping of the beautiful dress, which he described as “1950s-quality” and like a “purple sunset.”
The pearlescent palm leaves were 3D printed out of Accura 60 plastic and finished with pearlescent purple paint (Pantone 8104C). The piece drapes over the actress’s shoulders and attaches to the neckline of the tulle gown at her clavicle. It took over 56 hours to 3D print and finish the palm leaves for the striking neckpiece.
Watson explained how Posen found a palm leaf he liked from his favorite craft store and sent it to GE Additive, who laser scanned it to make a 3D model. After the model was cleaned up and modified, the designers added a twist so that it would perfectly match and “float away over” her shoulder.
“That just demonstrates the power of this technology – you can start with this inspiration and modify it, add all the complexity you want, bring the vision to life in the 3D model, and then create it,” Watson said.
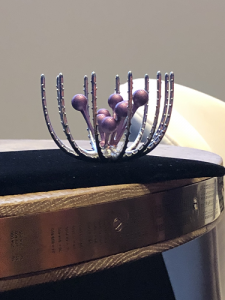
Moving on, Boff picked up an intricate 3D printed vine headpiece, flush with leaf and berry embellishments and finished with brass plating, and remarked that she was scared to even hold it. Posen told her not to worry, as the headpiece, worn by actress Julia Garner at the 2019 Met Gala, was made of nylon.
Garner wore a custom Zac Posen ombré silver to gold lamé draped gown with the headpiece, which was printed as a single piece with binder jet technology on an HP Multi Jet Fusion system.
The headpiece, which features a butterfly in the center, was the fastest piece of the collection to make: 3D printed with no supports, plated, and finished in just over 22 hours at Protolabs. It was a comparatively quick job, and the team commented that there is no way they could have made the headpiece through more conventional forms of manufacturing.
The final piece in the Met Gala collection was a custom Zac Posen metallic pink lurex jacquard gown, worn by Bollywood icon Deepika Padukone, that included delicate 3D printed embroidery which Posen described as “a little sci-fi” and was inspired by underwater creatures like sea urchins and anemones.
The 408 pink and silver embroidery pieces, 3D printed on an SLA system at Protolabs out of Accura 5530 plastic, were all different sizes, and were actually sewn on to the outside of the gown. But before that happened, the pieces were vacuum metalized and center painted with Pantone 8081 C; the 3D printing and finishing work on the embroideries took over 160 hours.
At the Met Gala, Posen and two of his other guests also wore 3D printed accessories – the designer added 3D printed lapel brooches to his ensemble that were essentially a scaled down version of the large palm leaves that made up the 3D printed neckpiece. 3D printed out of high resolution Accura 5530 material on both SLA and MJF machines, these brooches were finished in pearlescent purple and gold paint.
Additionally, Vito Schnabel and actor Andrew Garfield both wore 3D printed cuff links that integrated Posen’s logo and represented a scaled down version of the Rose Dress. The cuff links were 3D printed out of MicroFine Green material on an SLA 3D printer and dramatically finished with color-changing red and gold paint.
The four panelists then took some questions from the group, and one of the first people to get the mic wanted to know what had surprised each person about the collaboration. Posen said that all the partners began to learn one another’s vernacular during the process, while Utley stated that the evolution of the project was surprising and Watson continued, noting that “Zac wanted to go bigger and bolder than other 3D printed fashion.”
“It can be hard to conceptualize something like this,” Watson continued. “But this is a great demonstration of what the technology can really do.”
Utley stated that the fashion collaboration took advantage of two important things 3D printing can offer – lightweight designs and mass customization.
“Let’s give credit where credit is due – aerospace and medical get a lot of noise for adapting 3D printing, but like Zac said, he was using 3D printing ten-plus years ago, and it [fashion] is well-suited for those aspects,” Utley said.
Posen said that he was “very proud” of the partnership with GE Additive and Protolabs, and that he was able to work with the two companies to “bring motion and life to technology.”
“Had we not had a partner in Zac Posen, who literally thinks in 3D, this never would have happened,” Boff said about the Met Gala collection. “It was a project of tremendous joy and passion, and to see it come to life on the steps of the Met is a once in a lifetime experience. It was just incredible.”
When asked what she had learned from working with Posen, Watson stated that AddWorks and GE Additive will typically use CAD software for more industrial applications, but that they had needed to shift and become more familiar with using other software, such as Rhino and Blender, in addition to photogrammetry, for this particular project. Speaking of software, Posen was asked if the collaboration would change how he designed clothes from now on.
“I would love a software that will let you model fabric and draping,” he answered. “And we’re getting there!”
[Image: Protolabs]
Another person asked the question that is always on my mind when it comes to 3D printed clothing – what does the path look like to consumer 3D printed fashion? Many designers are working to use the technology to make wearable clothing that’s less of a novelty and more for everyday use, but that can sometimes be easier said than done. But Posen had a great answer, and stated that the next big challenge was dealing with closures for clothing.
“What’s the new zipper?” he asked.
As most of us aren’t lucky enough to have an army of people helping to dress us, or own clothing made to perfectly fit our bodies, this is a smart question to be asking. Posen also said that we have a long way to go in replicating fabric, and that further advancements in both scale and material are still to come in the future. Watson also chimed in and said that 3D printing could easily be used to make molds in the fashion industry.
Boff thanked the teams from GE Additive and Protolabs for their “remarkable” patience, flexibility, and commitment, and said that the project shows how 3D printing in any industry, fashion or otherwise, is really about “working your way back from a problem.”
“And in this case, that problem was dressing five gorgeous women,” Boff said as everyone in the room laughed. “But it is something that applies to so many different industries, and I just think for all of us, this can sound a bit fantastical, but 3D printing is real.”
3D printing is still growing faster than any other type of manufacturing technology at the moment, and the fashion industry, as well as other applications in consumer goods, can really use the technology to its advantage to help the market evolve. Posen has said that the 3D printed Met Gala collection is an example of fashion as an art form, and not the standard in terms of mass adoption. But, while we still can’t walk into Macy’s and purchase our own 3D printed Rose Dress just yet, I think that day is coming.
Check out some more pictures from my trip to New York below:
Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
New Zealand-based Zenith Tecnica, which is the only company in the country using Electron Beam Melting (EBM) technology to make 3D printed titanium components, is teaming up with High Performance Sports NZ (HPSNZ) to give two inspiring Kiwi athletes a competitive edge for the Tokyo 2020 Paralympics. Through this collaboration, the two companies will produce tailored 3D printed prosthetics for esteemed para-athletes Anna Grimaldi and Holly Robinson to use while working out and training in the gym.
3D printing has been used multiple times to help disabled athletes get a leg up over their competition, with prosthetics and braces as some of the main applications. As Zenith Tecnica, headquartered in Auckland, has supplied EBM 3D printed titanium components to America’s Cup Regatta and Formula 1 teams, fabricated plenty of medical instruments and implants, and manufactured components in outer space, the company was more than up to the challenge of making advanced, tailored prosthetics for Grimaldi and Robinson.
“Zenith Tecnica 3D printed the new attachment for Holly and Anna to use in the gym,” said Dr Stafford Murray, HPSNZ Head of Innovation. “It’s providing them with something different that you can’t buy off the shelf, that enables them to be the best that they can be.”
The company utilizes the Arcam Q10 plus and Q20 plus systems to produce EBM parts for multiple industries. These 3D printers are built on breakthrough deflection electronics, which allow for extremely accurate, fast beam control so melting can occur simultaneously at more than one point, while still maintaining excellent speed, precision, and surface finish. In addition, its hot vacuum process means no residual stresses to distort the 3D printed components.
“Zenith Tecnica offers a freedom of design to a lot of engineers, so we are not constrained to classical manufacturing methods like machining and casting,” explained Peter Sefont, the Production Manager at Zenith Tecnica. “It allows us and the engineers to do whatever we want.”
Holly Robinson
HPSNZ is a leader in sports innovation, and works with National Sporting Organisations (NSOs) to identify athletes’ strengths and push them further with modern technology and sports science. By partnering with Zenith Tecnica and using its EBM titanium 3D printing expertise, the company is able to think about the possibilities of design in a new way and knock down any boundaries that would otherwise limit them.
“To have someone listen to what we need and be like, ‘Nothing is off the table, we can try and build whatever it is you need,’ that was really awesome,” Grimaldi said about the teamwork between HPSNZ and Zenith Tecnica.
These two fierce female para-athletes are simply amazing. Robinson won the silver medal in the Women’s Javelin F46 at both the Rio 2016 Paralympics and the 2018 Gold Coast Commonwealth Games. She’s already thrown her personal best – 45.73 m – which was good enough to break the world record in the event at the Australian Track & Field Championships in Sydney this past weekend.
Grimaldi won the gold in the Women’s Long Jump T47 at the Rio 2016 Paralympics and came in fourth in the Women’s 100m T47 at the same competition. This coming June, both women will have an optimal opportunity to see if their new 3D printed training prosthetics can help them win at the 2019 Oceania Area and Combined Events Championships.
Raylene Bates, Athletics New Zealand high performance coach, said, “This is a piece of equipment that would enable them to train like an able-bodied person; granting the use of both arms with a full range of movement, achieving a full body balance.”
Anna Grimaldi
Of course, all of these competitions are a precursor to the main event both Robinson and Grimaldi are working towards – the 2020 Paralympics in Tokyo. The hope is that through this partnership between Zenith Tecnica and HPSNZ, their new 3D printed titanium prosthetics will help them up their game while preparing for next year’s competition. Because these will be prosthetics tailored specifically to them, exercises and training methods that the para-athletes were previously unable to do because of previous off-the-shelf prosthetics should now be entirely possible…which means that gold medals are possible as well.
Discuss this inspiring story, and other 3D printing topics, at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
Matthias Schmidt-Lehr of Ampower is a 3D printing consultant with deep experience in manufacturing for 3D printing. He’s worked for technology development institute Laser Zentrum Nord (Fraunhofer IAPT), its manufacturing spinoff Bionic Production and has been involved with a number of notable projects in industrializing manufacturing for 3D printing. Together with his colleagues, he does strategy, training, part qualification and research on 3D printing for Ampower. Ampower a Hamburg based metal 3D printing focused consultancy firm with deep experience with some of the leading companies using metal 3D printing to manufacture. Ampower has been positioning itself as the team that gives you analysis based on real metal 3D printing experience in manufacturing. We interviewed Matthias to find out his vision on what is happening in 3D printing and what is holding the market back.
Dr. Maximilian Munsch, Matthias Schmidt-Lehr and Dr. Eric Wycisk
What is Ampower?
Ampower is the leading consultancy for Metal Additive Manufacturing. We are supporting SMEs as well as large cooperations on their way of adapting industrial Additive Manufacturing in the fields of corporate strategy and operational excellence.
Why should I work with you?
Our experts have more than 10 years of experience in industrial Additive Manufacturing applications. Our reference customers are leading market players like Trumpf, HP and Oerlikon as well as major industry OEMs such as Volkswagen or Airbus.
What kind of customers do you have?
Our customers include companies along the entire Additive Manufacturing supply chain from powder and system manufacturers to end users. Strongly represented industries are currently automotive, aviation and medical.
What are some of the major things holding back 3D printing?
Cost competitiveness is a major challenge that has to be tackled to create business opportunities. Also, industrial 3D Printing is still a niche technology and the lack of knowledge and experience leads to slow adaption rates.
If I am a company wanting to use 3D printing, what advice do you have for me?
Always start by building up knowledge and experience with first applications. Some successful AM players went through at least 2 years of learning before the first rollout of products. Secondly, team up with strong partners. Many of the obstacles on the road to success have been dealt with already and cooperation leads to a significantly accelerated adaption curve.
What about if I wanted to industrialize 3D printing for manufacturing?
Industrialization means that experimentation is over. Quality management, procurement, production and job floor planning have to be included into the team as well as personnel qualification becomes very important. Quality has to be priority No 1. Part failures due to lack of qualification efforts will lead to severe disappointment of internal and external stakeholders, especially with such a new technology.
What are some of the most exciting developments in 3D printing right now?
Emerging technologies with higher productivity and lower cost like HP MJF technology or the next level of Binder Jetting technologies are exciting to observe. At the same time, the amount of innovations is making it difficult for users to define and follow up with the right technology strategy. Over the years to come, we will see a further and steady increase in productivity. More 3D printed end user applications will become viable and will lead to overall significant growth of the technology.
What is the Additive Manufacturing market like in Germany?
In Germany, industrial Additive Manufacturing has a comparatively high market penetration. Of course, it is still overall a niche technology. But in many industries, German companies cannot compete as cost leader on a global market. They have to differentiate their products and services. Additive Manufacturing fits this business strategy and can help to provide new applications with added value.
Do you think that desktop 3D printers will be used to manufacture?
In certain applications with high degree of individualization, low volumes and low quantities, this is already the case. A good example are industrial drone manufacturers. User-customized components are manufactured overnight using desktop 3D printers and shipped the next day. As soon as high manufacturing volumes are required, cost effectiveness due to economies of scale will make desktop 3D printing less likely. Additionally, demanding industries require a qualified production in an industrial manufacturing environment.
What are some emerging applications in 3D printing that you are the most excited about?
In terms of industrial applications, I am still fascinated by just in time individual medical products. The fact that endoprosthesis for bone replacement, dental implants and hearing aids are now tailored to customers within a very short manufacturing time, is just the starting point of a more and more customized world we will live in.
A lot of people are excited about binder jetting metals and MIM FDM but I see a lot of issues with shrinkage and deformation, you?
The sintering process remains the major challenge. Due to these issues, the mature MIM and PIM industry has restrictions in design and limits in size for sintering metal parts. Some players in binder jetting, such as Markforged and Desktop Metal, decided to develop their own debinding and sintering processes. While certainly risky, this route might lead to disruption and improvement of the sintering process. In any case, users who adapt those technologies should look into conventional sintering to gather experience.
Do you think that DMLS will continue to dominate orthopedics and aviation? Or will other technologies replace it?
Sinter technologies are now at the stage DMLS or laser powder bed fusion as we say, was 10 years ago. In short term, high investments in hardware, knowledge and established processes will prevent a fast substitution of laser powder bed fusion with other suitable new technologies. In the long run, sinter technologies will certainly cover applications in aviation and medical, if they prove to be better suited and more cost effective.
What about EB PBF?
Especially in medical and aviation, electron beam powder bed fusion is very successfully used for production of titanium alloys. However, the technology struggles with the dominant patent situation of the market leader and, consequently, lack of competition. Sole source generally hinders innovation and a broad adoption of a manufacturing technology. Once major patents expire, competitiveness in the EB-PBF market will certainly increase. In the meantime, other technologies progress fast due to the competition and make huge steps in an open environment.
What do you think of the prospects of the DED technologies?
Direct energy deposition technologies lack the enormous hype that LB-PBF and other 3D Printing technologies experienced. We notice a steady growth rate with little disappointments. DED technologies will revolutionize the casting, tooling and forging markets. However, we are still talking about a niche technology that will only be successful for demanding applications. We hope that some of the currently upcoming and very promising proprietary DED technologies will be open some day to enable disruptions in this field and prevent the same situation that EB-PBF is currently in.
How close are we to seeing 3D printing used at scale in automotive?
Still very far away! The productivity level of high-volume throughput technologies such as sheet metal forming, casting, forging or injection molding is on a completely different scale. The added value of 3D Printing to a component will not be enough to achieve cost competitiveness for large batch sizes. A game changer, however, can be the increased need for customization and even faster innovation cycles that will make conventional tool bound manufacturing more expensive than tool free production. We expect first applications in annual volumes above 100.000 in 10-15 years.
What polymer materials are you most excited about?
We see major industrial applications of polyamide materials by HP and EOS. The market entry of HP certainly had a huge impact and ends the lonely market leadership of EOS in this field. This development will bring new drive to the polymer material map. However, as long as we have no replacement for glass fiber reinforced polymers a wide adoption is still not to be expected.
Are there any emerging metals that you are excited about?
Lately, we have seen promising developments of copper processes with satisfyingly high process stability. The copper market is very interesting since it covers a great number of complex and high value applications which are suitable for Additive Manufacturing.
How do I start making qualified 3D printed parts?
A certain background knowledge is helpful, of course. First of all, you should start to think additive. This means you design the part with material only where it is needed. Topology optimization can help here. This way, you will reduce costs and generate a business case. Secondly, you have to understand your Additive Manufacturing process. It is the same as with any other manufacturing technology. The more you know about the specific process, the better the design will be. Finally, you need to produce the part on a qualified system and validate all manufacturing processes. But that’s where we start to get into detail.
How does your cost calculation tool work?
The cost calculation tool we put on our homepage is rather simple but gives good estimates of manufacturing cost for some LB and EB-PBF alloys. Since part complexity is almost for free in Additive Manufacturing, the tool is mostly driven by the total manufacturing volume. After entering volume, parts per batch and alloy, the tool calculates part cost range for low and high build jobs. For a more sophisticated tool, it is of course important to understand all cost factors that we describe in our make or buy study.
Why is it that when you ask a client to select a part for 3D printing that they always pick the wrong one?
First and foremost, lack of experience. And secondly, we tend to choose parts that we want to simply “replace” by 3D printed parts. This will usually not work. The best business cases evolve when designing a new assembly and having 3D Printing in mind – thinking additive.
I have three dogs, all of whom are considered medium-sized in that they weigh roughly over 16 kg but less than 30 kg. When they run at you, especially my larger two, it’s not so much cute as it is potentially painful, because you know that they could pretty much bowl you over if you’re not fully prepared for the onslaught.
As Lucca, a 1-year-old Shih Tzu who lives in the UK, is an adorable breed of toy dog, his little legs are pretty short…but they were causing him some big pain. One of his legs is deformed, which can often happen to smaller breeds and cause them major discomfort if the condition is not fixed.
Lucca and his owner. [Image: Langford Vets]
Two of the bones in Lucca’s right front leg developed at different rates, and when one stopped growing too early, it started to act like a bow string, and caused his other leg to painfully twist and bend. But Lucca was lucky enough to be taken to Langford Veterinary Services in Bristol, where small animal orthopedic clinician Dr. Kevin Parsons sent CT scans of his tiny legs to CBM Wales, an advanced manufacturing research center that’s located an hour away from Dr. Parson’s clinic and is part of the University of Wales Trinity Saint David in Swansea.
CBM Wales has used its 3D printing and scanning services to create objects like aerospace components and medical devices, such as bespoke surgical implants and guides for both human and animal patients. We’ve seen both cats and dogs receive veterinary care through the use of 3D printed surgical implants, just like Lucca was able to benefit from his own 3D printed solution that would fix his bones and straighten out his legs in a precise and quick way.
“We’re trying to make complex problems simpler for these surgeons,” said Dr. Ffion O’Malley, an advanced-manufacturing medical engineer at CBM.
“The technology is the same.”
When determining the optimal place to cut a bone, or how best to manipulate it, surgeons have to engage in a lot of visual estimations, which is a little nerve-wracking.
“Previously, angular limb deformity surgery was planned on an X-ray, and measurements taken would be used in the operating theater. This process was a complicated process that sometimes resulted in variable outcomes,” Dr. Parsons explained.
As Dr. Parsons receives specialist referrals from all over southwest England, he normally sees a new case of canine angular deformity about every other month. He developed a partnership with CBM through Dr. O’Malley, who joined CBM three years ago and has a background in maxillofacial surgery. She specializes in creating 3D printed parts that can be used as surgical guides and visual aids for human surgeries, and joined the firm when it was looking to build up its veterinary business.
CBM’s 3D printed digital surgical planning guides and implants can help make more accurate osteotomies (cutting or removing a piece of bone), and it used the CT scans Dr. Parsons sent of Lucca’s deformed leg to create a 3D printed cutting guide for the surgery. Dr. Parsons was able to successfully place the guide on the dog’s leg and bone, then cut through it to remove a small wedge in order to properly re-position the bone.
According to Dr. O’Malley, it’s not too different to 3D print parts for small-dog surgery than it is for human surgery, and Dr. Parsons, who sees animal patients that mostly weight between 7 and 12 kg, was game to give it a go.
Dr. Parsons said about CBM’s work, “It seemed applicable to dogs with bent legs.”
For a different dog, the team designed a bespoke spinal titanium implant and guide that allowed them to attach it to the bone. [Image: CBM Wales]
Dr. O’Malley uses an Arcam EBM 3D printer from GE Additive to 3D print parts for dogs like Lucca. When she explains 3D printing surgical guides and implants to customers, Dr. O’Malley calls it a “three-dimensional jigsaw system,” since cutting, re-positioning, adding, and taking away are all involved in the process. Dr. Parsons said that CBM’s 3D printed guides made everything more “controlled and predictable.”
Additionally, CBM 3D printed and delivered a titanium implant with 10 screw holes to Langford Veterinary Services, so that Dr. Parsons could attach it to Lucca’s twisted bone in order to hold it in the correct position. He says that these 3D printed implants are very helpful when a dog’s leg is bent in an awkward position, like Lucca’s, and has to be rotated.
The bespoke implant that CBM 3D printed for Lucca fit him perfectly, and the little dog was back to his normal activity level after only a few weeks of recovery. As we know, adding 3D printing to the surgical mix can definitely speed up the recovery process, and Dr. Parsons also explained that being able to fix a dog’s bent leg in just one procedure makes the overall treatment much faster and less expensive as well.
Discuss this news and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.