AMT’s safe, sustainable, and fully automated post-processing solutions allow for industrial production of 3D printed parts at scale. The patent-pending PostPro3D technology is based on the company’s proprietary BLAST process (Boundary Layer Automated Smoothing Technology), and helps decrease manufacturing and operation costs and lead time. This is a big deal, since up to 60% of the manufacturing costs for 3D printed parts come from lengthy manual post-processing and depowdering methods.
The new PostProDP range was designed especially for the 3D printing industry, and is AM material-agnostic, so it works with all powder-based 3D printing, such as EOS, HP, and 3D Systems, and several thermoplastic polymers, like elastomeric materials and polyamides. The two depowdering machines are CE and ATEX certified, ensuring what AMT refers to as “a standalone high throughput industrial de-powdering solution.”
“AMT’s vision is to develop fully automated safe and sustainable post-processing solutions to enable the industrial production of additively manufactured parts at scale. We first achieved this with the successful commercialization of the PostPro3D vapor smoothing system. De-powdering is the next key bottleneck in the post processing chain, and PostProDP goes a long way to mitigate many of the current issues with cleaning AM parts,” stated AMT’s CEO Joseph Crabtree in a press release. “We are delighted to be partnering with industry experts Leering on this industry critical mission.”
Dutch company Leering makes blasting equipment, such as blast cabinets, abrasives, and mobile blastrooms and blastunits, for the metal and plastics processing industry.
“Leering are experts in surface finishing with 80 years of experience in machine design and production for surface treatment. We export our machines, branded Normfinish, worldwide,” said André Gaalman, the CEO of Leering. “The partnership with AMT will allow us to strengthen each other’s positions in additive manufacturing and offer our joint customers globally the best solution for their post-processing needs. We’re excited to offer our customers each other’s solutions and bring a next generation of post-processing solutions to the market.”
The unique plug and play PostProDP systems come with a PLC controller that’s pre-loaded with recipes for common material combinations, and include a removable, adjustable tumble basket inside for optimized part cleaning. The basket also helps decrease the amount of fine particulate powder leakage after processing, and ionizing nozzles ensure that the parts are totally powder-free after blasting.
The range complements AMT’s current range of PostPro3D vapor smoothing systems, and the overall design configuration of the PostProDP machines make the user experience safer and more efficient. Both the PostProDP and PostProDP Pro take just ten minutes to remove the powder without damaging your 3D printed parts, and can be run with multiple medias, including steel balls. The compact PostProDP features two large entrance doors with safety sensors, splash glass, and automatic filter cleaning cartridge filters, while the PostProDP Pro has a removable nozzle holder and the option for manual blasting through a side door. Both come with a 12-month warranty.
The PostProDP range has been tested with customers across the US and Europe, and are now available to order from AMT.
Researchers from Nanyang Technological University in Singapore wrote a paper, titled “Development of a Robotic System for Automated Decaking of 3D-Printed Parts,” about their work attempting to circumvent a significant bottleneck in 3D print post-processing. In powder bed AM processes, like HP’s Multi Jet Fusion (MJF), decaking consists of removing residual powder that sticks to the part once removed. This is mostly completed by human operators using brushes, and for AM technologies that can produce hundreds of parts in one batch, this obviously takes a long time. Manual labor like this is a significant cost component of powder bed fusion processes.
An operator manually removing powder (decaking) from a 3D printed part.
“Combining Deep Learning for 3D perception, smart mechanical design, motion planning, and force control for industrial robots, we developed a system that can automatically decake parts in a fast and efficient way. Through a series of decaking experiments performed on parts printed by a Multi Jet Fusion printer, we demonstrated the feasibility of robotic decaking for 3D-printing-based mass manufacturing,” the researchers wrote.
A classic robotic problem is bin-picking, which entails selecting and removing a part from a container. The NTU researchers determined that 3D perception, which “recognizes objects and determining their 3D poses in a working space,” would be important in building their bin-picking system. They also used a position-controlled manipulator as the baseline system to ensure compliant motion control.
The NTU team’s robotic system performs five general steps, starting with the bin-picking task, where a suction cup picks a caked part from the origin container. The underside is cleaned by rubbing it on a brush, then flipped over, and the other side is cleaned. The final step is placing the cleaned part into the destination container.
Proposed robotic system design for automated decaking.
Each step has its own difficulties; for instance, caked parts overlap and are hard to detect, as they’re mostly the same color as the powder, and the residual powder and the parts have different physical properties, which makes it hard to manipulate parts with a position-controlled industrial robot.
“We address these challenges by leveraging respectively (i) recent advances in Deep Learning for 2D/3D vision; and (ii) smart mechanical design and force control,” the team explained.
The next three steps – cleaning the part, flipping it, and cleaning the other side – are tricky due to “the control of the contacts” between the parts, the robot, and the brushing system. For this, the researchers used force control to “perform compliant actions.”
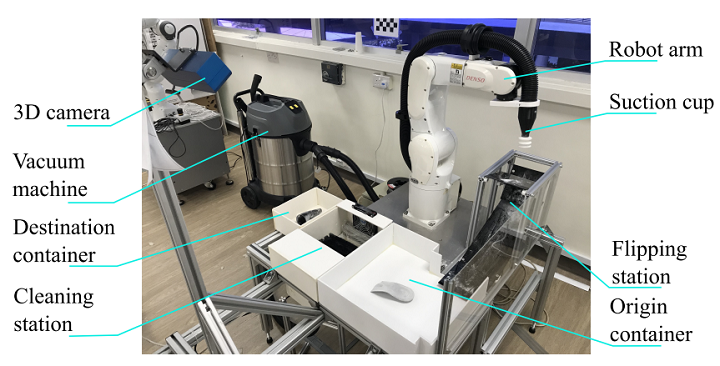
Their robotic platform made with off-the-shelf components:
1 Denso VS060: Six-axis industrial manipulator
1 ATI Gamma Force-Torque (F/T) sensor
1 Ensenso 3D camera N35-802-16-BL
1 suction system powered by a Karcher NT 70/2 vacuum machine
1 cleaning station
1 flipping station
The camera helps avoid collisions with the environment, objects, and the robot arm, and “to maximize the view angles.” A suction cup system was found to be most versatile, and they custom-designed it to generate high air flow rate and vacuum in order to recover recyclable powder, achieve sufficient force for lifting, and firmly hold the parts during brushing.
Cleaning station, comprised of a fan, a brush rack, and a vacuum outlet.
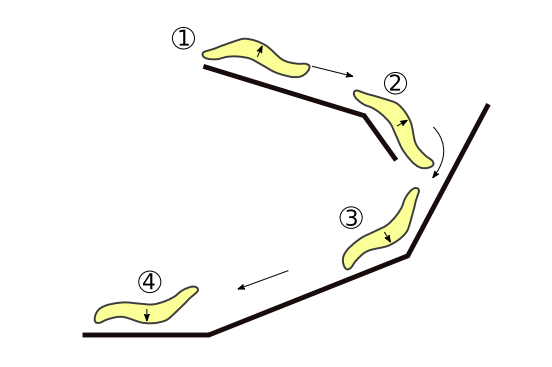
They chose a passive flipping station (no actuator required) to change part orientation. The part is dropped down from the top of the station, and moves along the guiding sliders. It’s flipped once it reaches the bottom, and is then ready to be picked by the robot arm.
Flipping station.
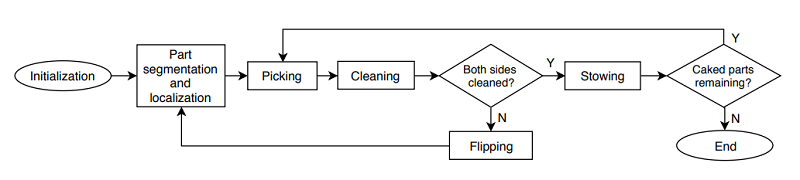
A state machine and a series of modules make up the software system. The machine chooses the right module to execute at the right time, and also picks the “most feasible part” for decaking in the sequence.
The software system’s state machine and modules perform perception and different types of action.
“The state machine has access to all essential information of the system, including types, poses, geometries and cleanliness, etc. of all objects detected in the scene. Each module can query this information to realize its behavior. As a result, this design is general and can be adapted to many more types of 3D-printed parts,” the researchers explained.
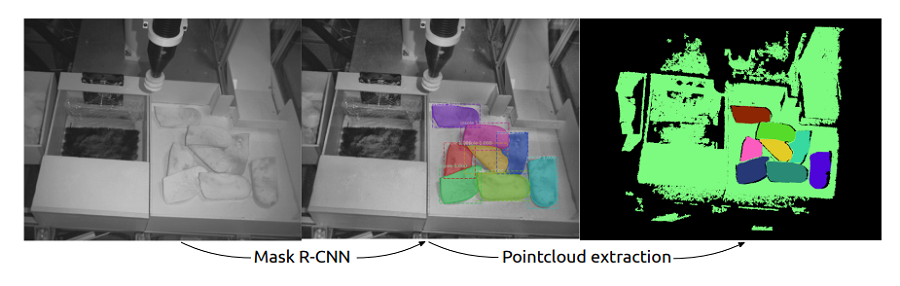
The modules have different tasks, like perception, which identifies and localizes visible objects. The first stage of this task uses a deep learning network to complete instance detection and segmentation, while the second uses a segmentation mask to extract each object’s 3D points and “estimate the object pose.”
Example of the object detection module based on Mask R-CNN. The estimated bounding boxes and part segmentations are depicted in different colors and labelled with the identification proposal and confidence. We reject detection with confidence lower than 95%.
“First, a deep neural network based on Mask R-CNN classifies the objects in the RGB image and performs instance segmentation, which provides pixel-wise object classification,” the researchers wrote.
Transfer learning was applied to the pre-trained model, so the network could classify a new class of object in the bin with a high detection rate.
“Second, pose estimation of the parts is done by estimating the bounding boxes and computing the centroids of the segmented pointclouds. The pointcloud of each object is refined (i.e. statistical outlier removal, normal smoothing, etc.) and used to verify if the object can be picked by suction (i.e. exposed surfaces must be larger than suction cup area).”
Picking and cleaning modules are made of multiple motion primitives, the first of which is picking, or suction-down. The robot picks parts with nearly flat, exposed surfaces by moving the suction cup over the part, and compliant force control tells it when to stop downward motion. It checks if the height the suction cup was stopped at matches the expected height, and then lifts the cup, while the system “constantly checks the force torque sensor” to make sure there isn’t a collision.
Cleaning motion primitives remove residual debris and powder from nearly flat 3D printed parts. The part is positioned over the brush rack, and compliant force control moves the robot until they make contact. In order to maintain contact between the part and the brushes, a hybrid position/force control scheme is used.
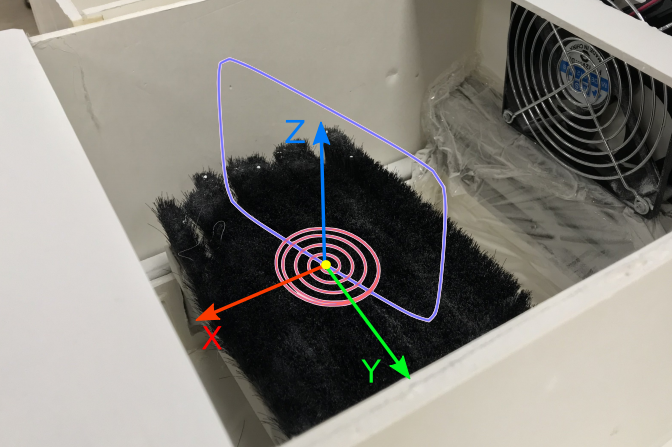
“The cleaning trajectories are planned following two patterns: spiral and rectircle,” the researchers explained. “While the spiral motion is well-suited for cleanning nearly flat surfaces, the rectircle motion aids with removing powder in concave areas.”
A combination of spiral and rectircle paths is used for cleaning motions. Spiral paths are in red. The yellow dot denotes the centroid of the parts at beginning of motion. Spiral paths are modified so they continue to circle the dot after reaching a maximum radius. The rectircle path is in blue, parameters include width, height, and direction in XY plan.
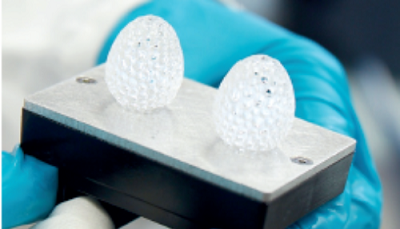
The team tested their system out using ten 3D printed shoe insoles. Its cleaning quality was evaluated by weighing the parts before and after cleaning, and the researchers reported the run time of the system in a realistic setting, compared to skilled human operators.
In terms of cleaning quality, the robotic system’s performance was nearly two times less, which “raised questions how task efficiency could be further improved.” Humans spent over 95% execution time on brushing, while the system performed brushing actions only 40% of execution time; this is due to a person’s “superior skills in performing sensing and dexterous manipulations.” But the cleaning quality was reduced when the brushing time was limited to 20 seconds, which could mean that the quality would improve by upgrading the cleaning station and “prolonging the brushing duration.”
Additionally, humans had more consistent results, as they are able to adjust their motions as needed. The researchers believe that adding a cleanliness evaluation module, complete with a second 3D camera, to their system would improve this.
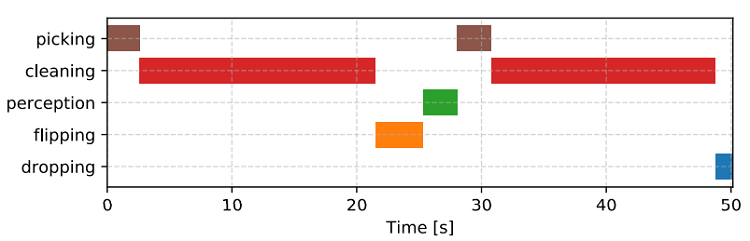
Average time-line representation of actions used for cleaning.
“We noted that our robot ran at 50% max speed and all motions were planned online. Hence, the sytem performance could be further enhanced by optimizing these modules,” the team wrote. “Moreover, our perception module was running on a CPU, implementations of better computing hardware would thus improve the perception speed.”
While these results are mainly positive, the researchers plan to further validate the system by improving its end-effector design, optimizing task efficiency, and adapting it to work with more general 3D printed parts.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
UK-headquartered Additive Manufacturing Technologies (AMT) is a vertically integrated technology development and manufacturing company that creates automated digital solutions to help its customers unlock the potential of industrial 3D printing. In 2017, when the company was founded, it introduced its PostPro3D commercial offering, which automatically smooths elastomeric and nylon 3D printed parts. The patent-pending technology, which was officially released last year, provides an automated and sustainable post-processing solution for high volume, production 3D printed parts, and works on all types of filament- and powder-based 3D printing methods.
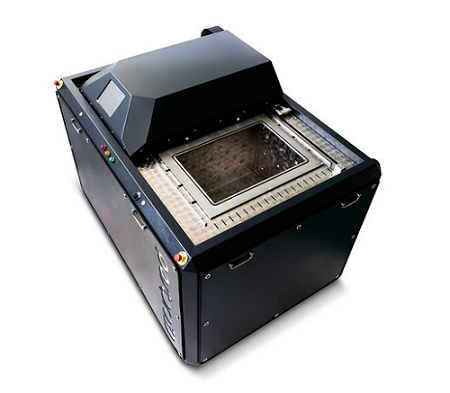
Now, AMT has announced the first sale of its new PostPro3DMini system, which was introduced to the market earlier this year. The Institute of Micro Technology and Medical Device Technology (MIMED) of the Technical University of Munich (TUM) confirmed that it has purchased one of AMT’s automated PostPro3DMini post-processing systems, which it plans on using to support its ongoing medical device research.
“We are really pleased to be working with the Mechanical Engineering department at TUM. This is a prestigious research institute that has been working on the progression of AM for many years. The fact that they have purchased the PostPro3DMini to support this research, and for such a demanding application in the medical device sector, is a real testament to the capabilities of the PostPro3D platform and how it can meet the demands for such applications that previously have not been met,” stated Joseph Crabtree, the CEO of AMT.
All of AMT’s post-processing systems are both UL- and CE-certified. The PostPro3DMini is based on the company’s proprietary, automated BLAST (Boundary Layer Automated Smoothing Technology) process, and offers all of the original PostPro3D’s advantages in a more compact unit. It’s a great size for design studios, research institutions, STEM programs, and smaller production runs, and is just as safe and sustainable for polymer 3D printed parts.
Speaking of safety and sustainability, AMT holds these as paramount to its philosophy, and so completed tests on EOS PA2200 3D printed parts processed with its PostPro3DMini. The results conform with all necessary cytotoxicity tests, in addition to skin irritation tests to normative references: ISO 10993-10 (2013), ISO 10993-1 (2018), and OECD TG 439.
The new PostPro3DMini system provides excellent smoothing and surface modification, which is able to achieve a surface quality that’s at least equal to injection molding for 3D printed polymer parts, if not even better. Rather than using water, the process uses a single, recyclable, non-toxic agent instead, and AMT’s automated post-processing hardware is well-suited for applications in medical devices.
The ISO:13485-certified MIMED at TUM has embraced 3D printing as a viable development and production method for its continued research into new medical devices. That’s why the department was on the lookout for a commercially available system for post-processing when it discovered AMT’s PostPro3DMini.
MIMED is currently developing individualized instruments for different medical applications using EOS PA2200 material; obviously, as this material is what was tested on the PostPro3DMini, the institute sees a lot of potential for the system. The PostPro3DMini will be integrated into MIMED’s 3D printing process for creating medical devices, in order for the institute to increase its range of SLS medical device parts.
Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
In Material Extrusion (FDM), we can now use inexpensive machines to make dimensionally accurate & tough parts in various materials at low cost. These parts can fulfill many industrial and manufacturing applications bar one glaring defect. Material Extrusion (FDM) parts are often ugly, and layers can be seen on the rough parts. FDM parts and materials are improving all the time; parts are getting smoother and better looking out of the machine. Clusters of FDM machines bring throughput and versatility and have begun to be used to manufacture parts at scale.
With Selective Laser Sintering (powder bed fusion), one can make thousands of individual parts in many different geometries. Highly detailed polyamide SLS parts have been used for tens of thousands of surgical guides and have found many industrial applications. All parts have to be depowered and cleaned of excess powder, however. Additional steps, such as mechanical finishing are often needed to close the open surface texture of SLS parts.
With Dye Mansion depowdering is combined with surface improvement and coloring to make parts more world proof.
With SLA (stereolithography, vat polymerization) tens of millions of molds have been made for jewels with millions more being used in the dental industry. Additionally, millions of intermediates have been made for aligners. Direct SLA parts in hearing aids have revolutionized the In The Ear hearing aid industry, winning the market in customized fit ITE hearing aids. And yet, every SLA part has to be cut off of supports manually, and most have to be filed down afterward. Parts have to be conveyed to a washing station and a UV flash machine.
Meanwhile, in the SLS world, the future of manufacturing consists of a man with a brush brushing off powder from a part. It won’t surprise you that a third of part costs are perhaps due to finishing and post finishing parts. We boast of machines that can, in a day, make a new part, only to casually leave out that this part may spend another day in a tumbler. We jump on the gleeful subsidy bandwagon that is Industry 4.0 while a lot of the cost of 3D printed parts is in conveyancing.
Significant part costs comprise of people carrying parts around a factory. A woman leans over, looks at a piece of paper, matches the part, carries it to her station and then later puts it on a tray where a colleague takes it to a new station. This is Industry Bore.0, not 4.0. And metal printing? Like all things, it makes the polymer part of our industry look easy. Parts have to be sawed off by hand, and a number of post-processing stations always pay a part: from HIP to EDM to shot peening to destressing to spending a week in a tumbler it often needs to happen to your metal part.
We can not ask industrial manufacturing firms to learn new ways of thinking, master design for additive, change parts in their inventory and take on new unknown risks in return for a future where parts are marched around a “factory.” I say factory partially in jest because currently manufacturing with 3D printing is much closer to a collective of be-dreaded sandal-wearing artisanal vegan soap makers than actual manufacturing.
Imagine us, some hippie collective with handcrafted bamboo bowls trying to sell our way to the Six Sigma people? Just change everything; it will be great. Hope is the new one error per ten million. Do you want a Craft aircraft? Do artisanal aero engines sound like a good idea to you? Would you like to take a trip to Mars on a handcrafted rocket? Would you like your next hip to be made with love? Or would you prefer it to have things like quality control? We’re currently selling a dream to manufacturers that for many applications, we can not turn into a reality.
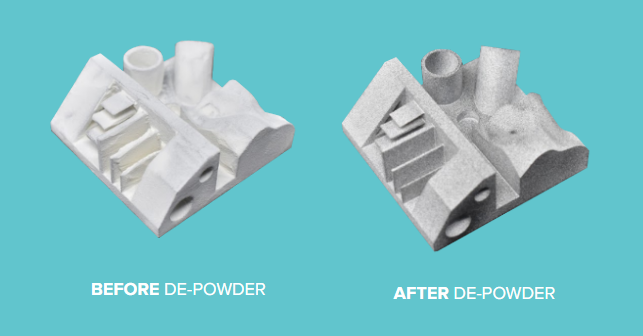
Post Process showing you parts before and after their process.
What can make 3D printing for manufacturing real? Automated Post Processing. By automating the entire post-processing chain, we can dramatically lower the part costs of 3D printed parts. We can make many more business cases worthwhile by making 3D printed parts significantly cheaper. By automating conveyancing throughout the plant, we can dramatically reduce the overall cost at high throughput. By offering post finishing to improve the surface quality of parts, we can make better looking and better-performing parts. Consumer-friendly and industry-friendly parts can ensure that the adoption of 3D printing is more rapid. The combination of automated post-processing with 3D printing will let parts be produced close to the consumer in wealthy countries at a reasonable cost. Improved post finishing processes will improve surface quality and let 3D printed parts be deployable for many more applications. If we integrate automated QC and QA processes into post-processing setups, we can genuinely offer manufactured 3D printed parts to many industries. Many firms are looking into automating the entire post-processing chain. From Post Process to Rosler, Additive Manufacturing Technologies and Dye Mansion, it is these companies that will unlock manufacturing for us all.
We’ve got plenty of business news for you in today’s 3D Printing News Briefs, starting with Additive Manufacturing Technologies’ impressive growth as of late. ExOne has announced a collaboration with Oak Ridge National Laboratory, and DigiFabster has announced several updates to its platform. Moving on to new product launches, Shining3D has a new industrial metrology system, and peel 3d introduced a new affordable 3D scanner.
UK-based Additive Manufacturing Technologies (AMT) was founded in 2017 and is now emerging from semi-stealth mode and into full commercial production with its automated post-processing and finishing solutions for 3D printed parts. The company is showing rapid growth forecasts, and has been opening new US facilities, announcing partnerships, and hiring important personnel to help with its mission of providing the industry with industrial AM post-processing. AMT has made two important strategic additions to its Global Innovation Centre in Sheffield, appointing David Manley as Non-Executive Chairman and hiring Gavin Minton as the Aftersales and Customer Experience Manager.
“These are indeed exciting times at AMT as we aggressively market and sell our PostPro3D post-processing systems for AM parts having moved from the semi-stealth mode we have been operating in for a couple of years. We have been growing rapidly, but now we are moving to the next level — with our technology capabilities, our facilities and our brilliant team. We are really excited to welcome David and Gavin to AMT — they will be fundamental to our continued growth strategy,” said Joseph Crabtree, CEO at AMT.
“The post-processing step has long been the Achilles heel for AM as it moves to being a true mass manufacturing technology, and we are proud to offer our fully automated solution, which is already revolutionising the ways in which manufacturers integrate AM as a mass production tool. AMT is working in partnership with numerous OEMs, vendors and material suppliers to take the pain out of post-processing with an intelligent and collaborative approach, and we are scaling up production globally in order to share the progress we have made with our post-processing solutions. David and Gavin will join our team to provide key support in this mission.”
ExOne Announces Collaboration with Oak Ridge National Laboratory
The ExOne Company, which manufactures 3D printers and provides 3D printing services to industrial customers, is collaborating with Oak Ridge National Laboratory (ORNL) to continue advancements in binder jet 3D printing technology. Binder jetting is important because it offers lower operating costs, and maintains higher levels of productivity, than many other AM technologies, and ExOne is an industry leader in non-polymer binder jet 3D printing. Its collaboration with ORNL is targeted initially on developing technology for new binder jet systems, leveraging ORNL’s instrumentation and advanced data analysis methodologies, as well as the Department of Energy’s Manufacturing Demonstration Facility (MDF) at ORNL, in order to optimize chemistry and process parameters for its sand and metal systems.
“By collaborating with a world-class lab like Oak Ridge National Laboratory, we accelerate ExOne’s binder jetting technology capabilities,” said Rick Lucas, ExOne’s Chief Technology Officer. “We believe these collaborative efforts will effectively and efficiently result in the establishment of new materials, binders and process developments, retaining our significant edge over competitors and other technologies in the industrial manufacturing space.”
DigiFabster Announces Platform Updates
3D printing software and services provider DigiFabster, which uses its software-as-a-service (SaaS) platform to help companies easily automate and streamline certain business processes, announced that it had made several important enhancements to its platform this spring that will benefit many different types of users, including 3D printing service bureaus. The company has many customers who use HP’s Multi Jet Fusion technology, which accepts the 3MF file format, and DigiFabster’s platform now supports 3MF direct uploads through its web-based widget.
DigiFabster also enabled a new feature so that customers can accept purchase orders as a form of payment, and modified the code for its Floating button installation so that it can adapt to different screen widths. Another new capability makes it possible for CNC users, like machine shops, to easily change their pricing based on how complex the machine work is, and the DigiFabster system was also updated to automatically check for wall thickness, so that the files customers receive are ready.
SHINING 3D Launched New Metrology Products
Chinese 3D printing and digitizing company SHINING 3D recently attended the international Control trade fair for quality assurance, and released its latest industrial metrology solution at the event. Three products make up the portable system – the FreeTrak optical scanner, Freescan Trak 3D scanner, and FreeTrak Probe – which work separately and together to offer a comprehensive industrial scale measurement solution.
The versatile FreeTrak system of the wireless solution can capture the scanner structure’s spatial position in real time, and also allows the user to move the part, or tracker, during measurement without the results being compromised, which makes it perfect for use in unstable environments. The FreeTrak Probe, a portable CMM probing system created for use in industrial environments, is not “susceptible to environmental influences” like position changes and vibration, and can be used to generate highly accurate data even in challenging places. The FreeTrak system is now being integrated into SHINING 3D’s metrology and industrial solution ecosystem.
peel 3d Introduces Affordable 3D Scanner
Canadian 3D scanner developer peel 3d is on a mission to provide universal access to affordable, professional-grade 3D scanning technology. Located in Québec, the peel 3d team just launched the peel 2, a brand new variant of its peel 1 scanner that has three cameras instead of just one, for maximum accuracy, resolution, and realism. Powered by Creaform technology like its predecessor, the easy to use peel 2’s integrated color-capture functionality allows users to archive objects in high definition, as well as in their original colors, and monitor the accuracy and progress of the surface coloring. The new peel 2 also features new and improved peel 2.0 software with more functionalities, in addition to a system that uses a scanned object’s texture to improve its ability of positioning itself accurately in space.
“peel 2 pushes back all technical boundaries and redefines the concept of affordable 3D scanners,” stated François Leclerc, the head of the peel 3d initiative. “It will appeal as much to artists wishing to switch over to digital as it will to medical professionals wanting to scan the human body or mechanics working with existing components. It is by far the most comprehensive entry-level scanner on the market.”
The peel 2 is available for purchase online from peel 3d and select retailers for $7,490.
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
At formnext this week, Dutch company AM-Flow is introducing its new Vision Robot, a tool that automatically removes and sorts 3D printed parts. Automation is becoming more and more of a part of additive manufacturing, but where it often stops short, the company points out, is when the 3D printing process starts. Humans are still commonly required for removing parts from machines and sorting them, which results in extra work, time, cost and sometimes human error. The Vision Robot removes humans from the equation, by automatically sorting parts.
According to AM-Flow, the robot requires only one operator to perform the amount of work that eight people would be needed to do normally. The Vision Robot can identify and sort anywhere from 200 to 10,000 parts per day, cutting labor costs by 80 percent. It’s highly accurate, with 95 percent correctness the first time in number one recommendations, and 100 percent correctness in its top three recommendations. It has shown close to zero false positives.
The Vision Robot works in three modes: manual, continuous and semi-continuous. It can be custom-made depending on the type of 3D printer farm it’s being used with, and it is built from industrial-grade components. It seamlessly integrates with other AM-Flow modules, and features a user-friendly touch screen operator console.
Part recognition takes less than one second per part, resulting in up to 1,200 parts identified per hour. The return on investment is instant, says AM-Flow, as soon as the automation results in one fewer hire for post-processing alone. It enables both high mix and high volume, says Stefan Rink, CEO of AM-Flow.
“This is the golden key unlocking industrialization and true end-to-end digital manufacturing in 3D-printing environments,” he adds.
Customers have several options, including buying the Vision Robot outright, leasing it, or a pay per part program.
AM-Flow’s goal is to accelerate the industrialization of additive manufacturing, and it offers several other modules, including:
AM-Expert
AM-Logic
AM-Sort
AM-Route
AM-Package
With these products, AM-Flow is striving to automate as much of the additive manufacturing process as possible. The company isn’t the first to develop a system for automating the picking and sorting of 3D printed parts; Voodoo Manufacturing is also working on a complete lights-out factory solution for 3D printing, and other companies are also taking steps to simplify and automate certain areas of post-processing. One concern may be that solutions like this could cost jobs, and that can’t be ignored, but automation isn’t always a matter of eliminating jobs so much that it is freeing up workers to spend more time on the more technical requirements of 3D design, for example. AM-Flow wants to eliminate menial labor, essentially, with its robotic products.
Formnext is taking place in Frankfurt, Germany from now until November 16th. You can visit AM-Flow at Booth H17 in Hall 3.1.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Buckle your seat belts, because we’ve got a of news to share with you in today’s 3D Printing News Briefs, starting with more event announcements and moving on to several new partnerships, a workshop, and a 3D printing project. Nanogrande introduced its new 3D printer for nanometer metallic particles at Fabtech this week, while Sartomer and Nanoe are launching new 3D printing innovations at formnext. Creatz3D is working to accelerate ceramics 3D printing in Singapore, while partnerships were announced between Valuechain and Clad Korea, PostProcess and Rösler, and Additive Manufacturing Technologies and Mitsubishi Electric. Finally, two Fraunhofer Institutes are hosting an AM materials workshop, and a maker from YouTube channel Potent Printables is sharing a new project.
Nanogrande Introduced First 3D Printer for Nanometer Metallic Particles
At FABTECH 2018 in Atlanta this week, Nanogrande officially introduced its new 3D printer. The MPL-1, enabled with the company’s Power Layering Technology, is actually the first nanoscale 3D printer for metallic particles in the world, and could successfully open up new 3D printing horizons. Nanogrande has spent years working to develop the new 3D printer.
“Power Layering, while maximizing particle compaction, allows MPL-1 to use particles of all shapes, sizes and types. With this approach, we can easily print with particles as small as a nanometer, but also particles of 5 microns, what the industrial sector is currently seeking. At this size, the particles stick to each other, virtually eliminating the need for support structures typical to 3D printing. In this way, there is a considerable reduction in post- printing costs,” said Juan Schneider, the President and Founder of Nanogrande.
“Today we are witnessing the culmination of a long process of research and development that has given us the chance to set up a team that generates many innovative ideas. Alone, it is possible to have excellent ideas; but, as a team, we can bring these ideas to life. I am very pleased to highlight the success of the efforts of the people who work for Nanogrande.”
Sartomer Europe Introducing New UV-Curable Resins
At formnext in Frankfurt next week, the European division of specialty chemical supplier Sartomer, a business unit of Arkema, will be launching new products in its N3xtDimension line of UV-curable engineered resins as part of its new commercial 3D printing-dedicated platform. The new materials will help companies fulfill performance and regulatory requirements for multiple industrial applications, thanks to their excellent tunability and mechanical properties. At its booth H58 in Hall 3.1 at formnext, Sartomer will introduce N3D I-2105, with impact resistance for manufacturing functional parts; N3D-F2115, which can achieve varying levels of flexibility depending on post treatment; and N3D P-2125, which is perfect for prototyping with its homogeneous network and limited evolution of mechanical properties after post-curing is complete.
“We are addressing the needs of demanding and innovative 3D printing markets by partnering with global leaders to deliver custom material solutions for end-use applications. Through our range of products and services dedicated to additive manufacturing, we are supporting the 3D printing sector as it grows and continues to develop new applications,” said Sumeet Jain, the Global Director for 3D Printing Business at Sartomer.
Nanoe Launches Ceramic and Metal 3D Printer
In other formnext news, French company Nanoe, which is a leader in high-tech raw materials and also specializes in ceramics 3D printing, will be introducing its new Zetaprint system for desktop 3D printing of ceramic and metal materials. The team will perform a live demonstration of the 3D printer at the event, and explain the full 3D printing, debinding, and sintering process.
Additionally, the company will be launching its new stainless steel 16L Zetamix filament. These filaments, made up of a ceramic or metal powder and a polymer matrix, can be used to make high density parts in any FDM 3D printer. Nanoe, which is also developing materials in Inconel and titanium, will also soon be launching a complete line of adapted FDM 3D printers. Visit the company at booth A74 in Hall 3.0 next week at formnext to see a live Zetaprint demonstration and 3D printed parts in various Zetamix materials.
Creatz3D Accelerating Ceramics 3D Printing in Singapore
Speaking of ceramics, Creatz3D Ceramics Service Bureau is dedicated to 3D printing ceramics parts. Founded last year, its parent company is Singapore-based 3D printer and AM software solutions seller Creatz3D, which partnered with 3DCeram Sinto in Limoges to create the service. This partnership, signed in 2016, facilitated the first installation in Singapore of 3DCeram Sinto’s Ceramaker 900 Ceramic 3D printer, at the Advanced Remanufacturing Technology Centre. The Creatz3D Ceramics Service Bureau, which offers diverse material options and a hassle-free experience, is the first, and only, ceramics-focused 3D printing service in the country, and is helping to increase awareness and adoption of ceramics for 3D printing.
“The addition of ceramics to Creatz3D’s portfolio ensures that they stay ahead of the pack in the competitive 3D printing landscape, and their expertise can demonstrate the game-changing capabilities that the technology has to offer to help advance design, engineering, and manufacturing,” said Sean Looi, the General Manager of Creatz3D.
Valuechain Signs Strategic Partnership with Clad Korea
British technology company Valuechain reports that it has signed a strategic partnership with manufacturing company Clad Korea, in order to digitalize 3D printing in East Asia. Both companies will be able to grow their association together in the initial agreement, in addition to bringing Valuechain’s solutions, including its flagship DNA am production control software, to the East Asian AM marketplace. This software addresses 3D printing production process niche requirements, like powder traceability and managing AM build plans.
“Valuechain’s DNA am technology is a unique offering to the market, with great potential to enable rapid and mass production of additive manufactured parts. As we look to enter the additive manufacturing market ourselves, we believe this product will give us a competitive advantage in the industry, and we’re excited to be able to contribute to the growth of this technology in Asia by helping to deliver this solution throughout South Korea,” said Brandon Lee, the CEO of Clad Korea Co. Ltd.
PostProcess Technologies Partnering with Rösler
Moving on with strategic partnerships in the 3D printing world, PostProcess Technologies Inc., a pioneer of software-drive 3D post-processing solutions, is working with Rösler Oberflächentechnik GmbH, which sells finishing systems for traditional manufacturing, to bring automated, intelligent post-print solutions to Europe. Rösler will provide PostProcess’ data-driven support removal and surface finishing solutions for 3D printing to the European market, making it the only surface finishing supplier that will be providing solutions tailored to the needs of both traditional and additive manufacturing. The two companies will debut their partnership next week at formnext, with PostProcess’ technology on display in its booth H68, as well as Rösler’s booth E20, both of which are in Hall 3.0.
“The additive space is rapidly growing, especially in Europe, and as such, the demand for an automated post-printing solution is accelerating. Rösler is a unique partner for PostProcess, bringing expertise in finishing systems with a broad European footprint, thousands of existing customers, and a strong presence across a range of industries that will greatly benefit from PostProcess’ proprietary and integrated software, hardware, and chemistry solution,” said Bruno Bourguet, the Managing Director for PostProcess Technologies.
Additive Manufacturing Technologies Announces Partnership with Mitsubishi Electric
Sheffield-based Additive Manufacturing Technologies Ltd (AMT) has entered into a partnership with Mitsubishi Electric in order to further develop its PostPro3D system with an integrated automation solution, which could provide a major productivity boost for 3D print post-processing. This new solution is based on Mitsubishi Electric’s MELSEC iQ-F Series compact PLC, HMIs, SCADA and MELFA articulated arm robots. While PostPro3D is already pretty impressive, with its ability to automatically smooth an object’s surface to 1μm precision, AMT wanted to further develop the system with certified automation products so it would be suitable for Industry 4.0. Now, PostPro3D is equipped with a Mitsubishi Electric power supply and low voltage switchgear, servo drives and motors, FR-D700 frequency inverters and the optional six-axis robot arm.
“To realise our concept, we needed an automation partner that could provide the whole range of machine control systems, as well as the actual robotics. This is fundamental to truly integrate our machine into the production line of the future as well as to benefit from a lean, single vendor distribution model,” explained Joseph Crabtree, CEO at AMT.
“Mitsubishi Electric was the clear choice because it offers a one stop shop for state-of-the-art automation solutions. In this way, we can be sure that the different components are compatible and can share data. Overall, the company can offer us products that adhere to UL, CE as well as Industry 4.0 requirements.”
Fraunhofer AM Materials Workshop
On November 29 and 30 in Dresden, Germany, Fraunhofer IKTS and Fraunhofer IWS are holding a workshop called “Hybrid materials and additive manufacturing processes.” The two institutes are working together to organize the workshop, which will be held in English and discuss innovative technologies for 3D printing metallic and ceramic components, in addition to application-specific manufacturing of material hybrids. Participants in the workshop’s practical insight sessions will be able to see diverse AM devices for multimaterial approaches live and in action.
“Why is that interesting? Additive manufacturing technologies for material hybrids open up new possibilities in production for diverse industrial branches,” Annika Ballin, Press and Public Relations for Fraunhofer IKTS, told 3DPrint.com. “It is not only possible to realize complex geometries, but also to functionalize components (sensors, heaters), to individualize production (labeling, inscriptions) and to combine different materials properties in one component (conductive/insulating, dense/porous etc.).”
The workshop, which costs €750, will be held at Fraunhofer Institute Center Dresden, and registration will continue until November 22.
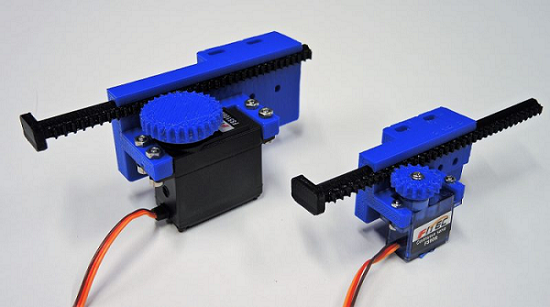
DIY 3D Printed Linear Servo Actuators by Potent Printables
A maker named Ali, who runs the Potent Printables YouTube channel, recently completed a neat design project – 3D printed linear actuators. Ali, who was partly inspired by a Hackaday post, said that the project has received a great response on both Twitter and Instagram. He designed the parts in SOLIDWORKS, and controls them with an Arduino Uno. The simple rack-and-pinion design, perfect for light loads, comes in two sizes for different space constraints and force outputs.
“Each design has a pinion that has to be glued to a servo horn, and a selection of rack lengths to suit your needs,” Dan Maloney wrote in a new Hackaday post about Ali’s project. “The printed parts are nothing fancy, but seem to have material in the right places to bear the loads these actuators will encounter.”
Check out the video below to see the 3D printed linear actuators for yourself:
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
No one particularly enjoys post-processing after 3D printing a part, but there are technologies that make it easier, and that’s the specialty of English company Additive Manufacturing Technologies (AMT). Last year the company introduced its PostPro3D technology, which automatically smooths elastomeric and nylon 3D printed parts. AMT describes the technology as the “unlocking step” for 3D printing, eliminating costly, time-consuming manual post-processing measures. Over the past 18 months the company has worked with several development partners in industries including footwear, medical, automotive and aerospace to test PostPro3D, and the process has been tested on parts produced by all major 3D printers.
Every part finished with PostPro3D has been thoroughly tested for the requirements of the end use application. The technology has now been officially commercially launched, and is being incorporated into the digital workflows of AMT’s development partners for high volume manufacturing. The process has been UL and CE approved, and parts can be certified for medical use if required. The system will cost about €75,000 subject to customer requirements. It can be ordered now, with a delivery date estimated for the fourth quarter of 2018.
PostPro3D technology is based on AMT’s BLAST (Boundary Layer Automated Smoothing Technology) and works on all types of filament- and powder-based 3D printing methods. It uses a proprietary consumable blend, and the process, consumables and hardware have all undergone rigorous testing. The process can be adapted to different 3D printing materials. For example, AMT has worked with HP to develop specific processing for Nylon Multi Jet Fusion parts. The total processing time is between 90 and 120 minutes and the largest part that can be processed is 600 x 400 x 400 mm.
AMT has also announced the launch of what it is calling “PostPro3D as a service,” based out of the company’s Sheffield, England facilities. Customers are offered 24-hour-turnaround service for automated depowdering and smoothing of parts. Pricing is based on part volume.
“After 18 months of development and testing we are delighted to announce the launch of PostPro3D,” said Joseph Crabtree, AMT CEO. “Our machine makes part surface finishing cost and speed competitive for high volume production – we welcome an opportunity to show customers the cost savings of adopting our technology. In addition to unveiling PostPro3D we are announcing the opening of a part processing service in our Sheffield facilities. This will offer potential customers to try the technology before they buy, or if they have a lower volume of parts to process.”
AMT will be demonstrating the PostPro3D technology at formnext, which is taking place from November 13th to 16th in Frankfurt, Germany. The company will also be speaking at the 3D Printing Post-Processing Conference and AM Integrated Factory Conference, which are taking place concurrently on December 4th in Sittard-Geleen, the Netherlands.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.

“Leering are experts in surface finishing with 80 years of experience in machine design and production for surface treatment. We export our machines, branded Normfinish, worldwide,” said André Gaalman, the CEO of Leering. “The partnership with AMT will allow us to strengthen each other’s positions in additive manufacturing and offer our joint customers globally the best solution for their post-processing needs. We’re excited to offer our customers each other’s solutions and bring a next generation of post-processing solutions to the market.”