Nervous System has been heavily engaged in experimenting with 3D and 4D printing of textiles in the past years, and all their research is paying off now as they find themselves engaged in the realm of tissue engineering. The Somerville, MA company is known for their generative design process, combining both programming and art within most of their serious projects, drawing bioengineers from Rice University to turn to them for added expertise.
Assistant professor Jordan Miller invited the Nervous System team to join his researchers on an incredible journey to fabricate examples of possible vascular networks via bioprinting—harnessing their knowledge of software and materials to find a way to create soft hydrogels. Kind of not a phantom but more a path towards ideas that can lead to concepts that may let us build true vascularized structures at one point. As Miller explains, in their research they were able to create large tissue blocks easily, but as so many scientists engaged in bioprinting today have discovered before them, it is extremely challenging to keep cells alive. Viability becomes the goal, and as that becomes more comprehensively mastered overall in bioprinting, it may finally unlock the door to true fabrication of organs that can be transplanted into the human body.
Open-source technology, mainly centered around 3D printing has offered huge opportunity for the bioengineers from Rice University to make progress in their work—and that was what drew them to Nervous System in the first place. Jordan became ‘captivated’ with the structures they were creating, specifically in their Growing Objects series, which was featured as an exhibit at the Simons Center for Geometry and Physics in Stonybrook, NY in August and September of 2014. In speaking with Nervous System, his proposal involved what they describe as an ‘epic task,’ to create simulated synthetic tissue and human organs.
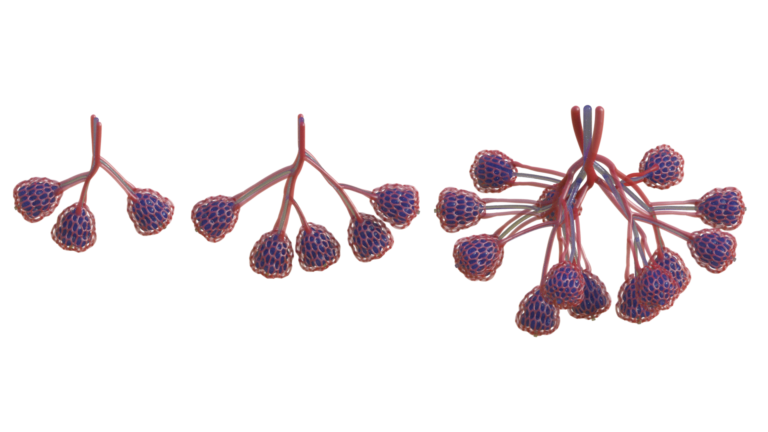
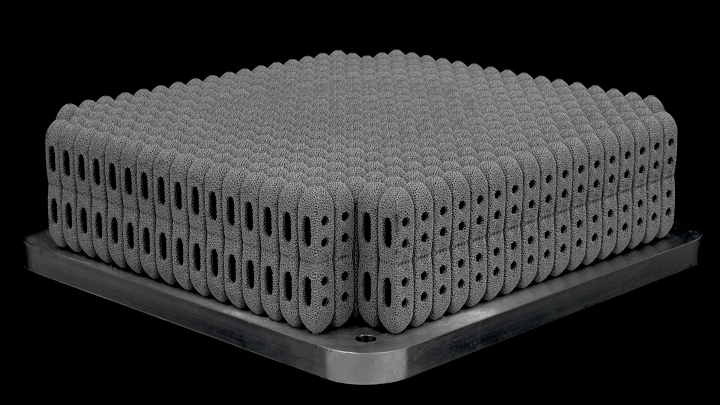
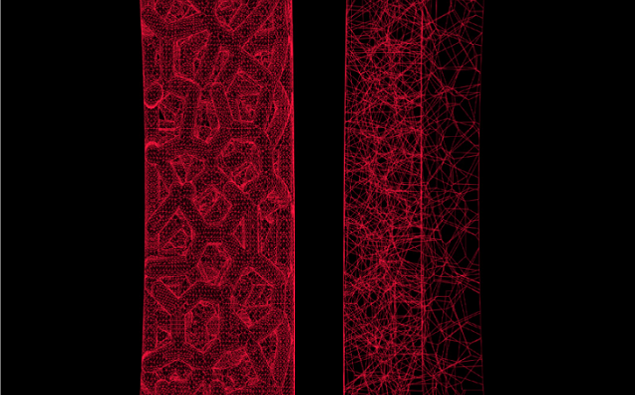
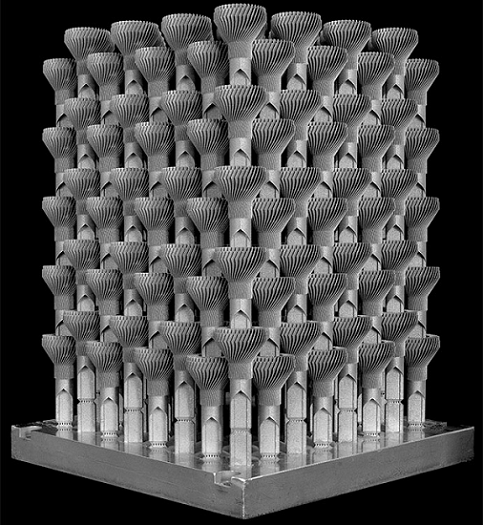
Rendering showing lung-mimicking structures generated within different volumes
“The idea of taking our generative systems which are inspired by nature and using them to actually make living things was a dream come true,” states the Nervous System team in their case study.
Elsewhere the research did,
“…show that natural and synthetic food dyes can be used as photoabsorbers that enable stereolithographic production of hydrogels containing intricate and functional vascular architectures. Using this approach, they demonstrate functional vascular topologies for studies of fluid mixers, valves, intervascular transport, nutrient delivery, and host engraftment.”
As Miller and his expanding team continued to work on developing the necessary tools for bioengineering, part of their research resulted in a new 3D printing workflow called SLATE (stereolithography apparatus for tissue engineering). Their proprietary hardware can bioprint cells encased in soft gels that act just like vascular networks. Nervous System accompanied them (going back as far as 2016) in this bioprinting evolution by designing the materials for the networks—but with their background in programming, the contribution went far beyond designed materials and included customized software for creating ‘entangled vessel networks.’ These networks can be connected to both inlets and outlets for oxygen and blood flow, as they use specific algorithms to ‘grow’ the branching airways.
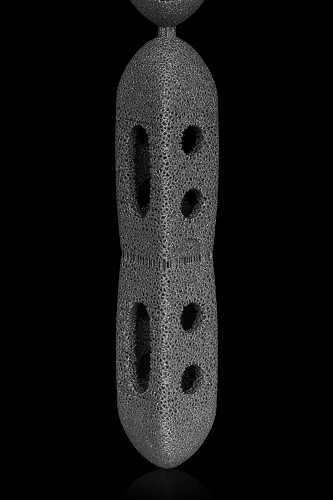
“Air is pumped into the network and it pools at the bulbous air sacs which crown each tip of the network,” states Nervous System in their case study. “These sacs are rhythmically inflated and deflated by breathing action, so called tidal ventilation because the air flow in human lungs is reminiscent of the flows of the ocean tides.
“Next we grow dual networks of blood vessels that entwine around the airway. One to bring deoxygenated blood in, the other to carry oxygen-loaded blood away. The two networks join at the tips of the airway in a fine mesh of blood vessels which ensheathes the bulbous air sacs. These vessels are only 300 microns wide!”
This project, bringing together scientists and art designers, was featured in the American Association for the Advancement of Science (AAAS) in ‘Multivascular networks and functional intravascular topologies within biocompatible hydrogels,’ authored by Bagrat Grigoryan, Samantha J. Paulsen, Daniel C. Corbett, Daniel W. Sazer, Chelsea L. Fortin, and Alexander J. Zaita.

The recently published article goes into great detail about SLATE 3D printing, indicating that this hardware is capable of rapid bioprinting, and offering possible sustainability to human cells—along with maintaining functionality of stem cells and necessary differentiation.
The project was created by Jordan Miller at Rice University and Kelly Stevens at the University of Washington, and included 13 additional collaborators from Rice, University of Washington, Duke University, and Rowan University.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.

The Miller Lab fabricated and tested the architectures we generated showing that they can withstand more than 10,000 ventilation cycles while being perfused with human red blood cells. Study of the printed gels shows that the architecture we designed promotes red blood cells mixing and bidirectional flow which is hypothesized to occur in the human lung.
[Source / Images: Nervous System]