
With the use of nonequilibrium self-assembly with direct-write 3D printing, researchers have created photonic crystals (PCs) with tunable structure color. Inspired by nature, University of Illinois at Urbana-Champaign (U of I) scientists have demonstrated how to produce multiple colors from a single ink.
Releasing the details of their study in the recently published “Tunable structural color of bottlebrush block copolymers through direct-write 3D printing from solution,” the team was able to recreate similar properties to those seen in chameleons, butterflies, and opals, using PCs.
These nanoscale structures are able to reflect light in such a way as to generate a variety of colors due to the way the light rays interfere with one another. With well-ordered PCs thousands of times smaller than a human hair, the resulting structural coloration produces vivid colors. The U of I researchers modified a desktop 3D printer to reproduce this same effect.
“It is challenging to reproduce these vibrant colors in the polymers used to produce items like environmentally friendly paints and highly selective optical filters,” said study leader Ying Diao, a chemical and biomolecular engineering professor at U of I. “Precise control of polymer synthesis and processing is needed to form the incredibly thin, ordered layers that produce the structural color as we see in nature.”
The key to the process was the 3D printing of bottlebrush-shaped block copolymers, tuning the thickness of the print layers to modify the color reflected by the PCs in the process. Ahead of the build, the ink is dissolved in a solution that bonds the branched, chemically separate polymer chains within. Once printed, the solution dries and the distinct segments separate, resulting in nanoscopic layers that demonstrate a variety of physical properties based on how quickly the object is built.
To showcase the possibilities, chameleon patterns were fabricated as continuous prints.
“The incorporation of color into 3D printing has significant pedagogical and cosmetic advantages but has so far been demonstrated only for single colors through dyed filament stock or the use of complex and time-consuming multi-nozzle, multi-material methods for multicolored prints,” explain the researchers. “By depositing BBCP from the solution phase with a volatile solvent, we force molecular assembly (microphase segregation) to compete with evaporation and demonstrate on-the-fly tuning of nanoscale morphology and structural color for vibrant, multicolored prints from a single stock ink.”
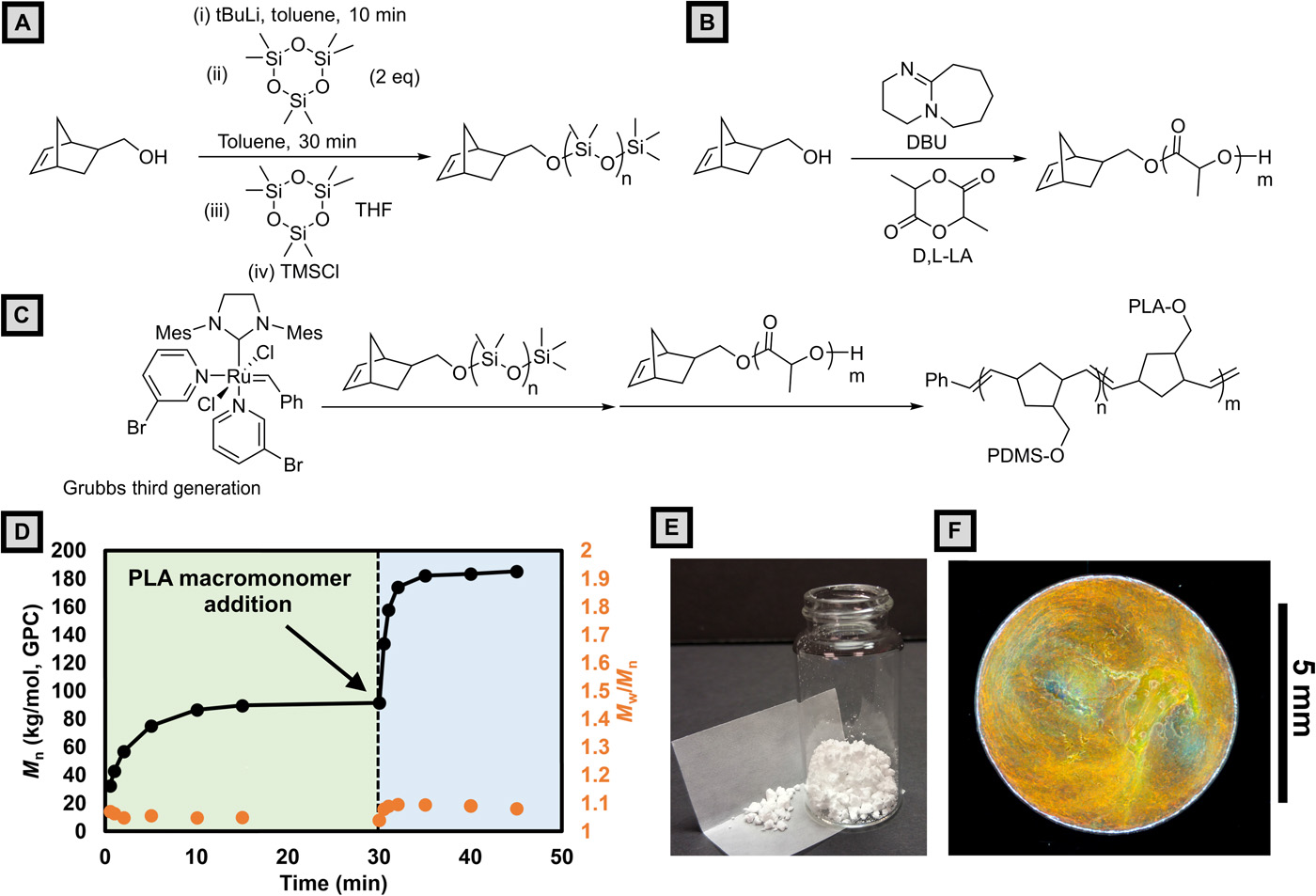
(A) Seed anionic ring opening polymerization of hexamethylcyclotrisiloxane to produce PDMS macromonomers. (B) 8-diazabicyclo[5.4.0]undec-7-ene (DBU) catalyzed ring opening polymerization of lactide to produce PLA macromonomers. (C) Sequential graft-through ring-opening metathesis polymerization (ROMP) of PDMS and PLA macromonomers. (D) Molecular weight versus time plot for the synthesis of PDMS-b-PLA bottlebrush. PDMS macromonomers are polymerized first (t < 30 min), and then PLA macromonomers are added and polymerized (t > 30 min). (E) Image of dried, as-synthesized bottlebrush stock material. (F) Microscope camera image of a drop-cast film taken at normal incidence under a ring light. Photograph courtesy of Bijal Patel, University of Illinois.
Although there are some challenges in using ‘consumer 3D printers’ for such research, the research team chose ‘to deposit from the solution phase.’ This allowed also for added dimension in the BCP phase diagram. Solvents encouraged molecular mobility, as well as assisting in control of the assembly process.
“Having control over the speed and temperature of ink deposition allows us to control the speed of assembly and the internal layer thickness at the nanoscale, which a normal 3D printer cannot do,” said Bijal Patel, lead author of the study. “That dictates how light will reflect off of them and, therefore, the color we see.”
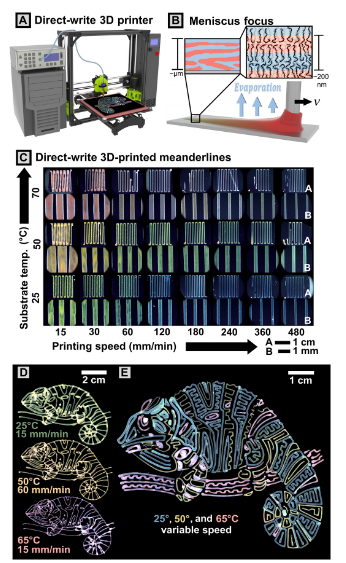
Programmatic variation of optical properties via modulation of printing speed and temperature. Optical microscopy images of printed meanderline patterns on bare silicon are shown in the figure. At each temperature (pair of rows), images at low magnification (inset A) and high magnification (inset B) are shown. (D) Chameleon patterns printed as continuous prints under constant printing conditions (pressure, printing speed, and bed temperature). (E) Complex pattern printed in three layers at three bed temperatures. Print speed was tweaked on the fly to tune line thickness, color, and intensity throughout the print, leading to intended variation seen in the green/blue 25°C lines.
“This work highlights what is achievable as researchers begin to move past focusing on 3D printing as just a way to put down a bulk material in interesting shapes,” Patel said. “Here, we are directly changing the physical properties of the material at the point of printing and unlocking new behavior.”
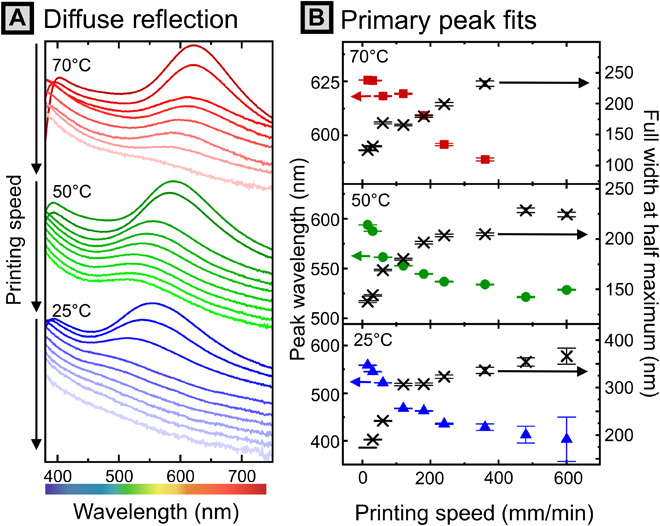
(A) Diffuse reflection spectra obtained using the integrating sphere geometry, vertically shifted for clarity. Y axis represents reflectivity (% versus spectralon standard). (B) Lorentzian peak fits describing peak position and FWHM as a function of printing speed. Error bars denote SE of the fit.
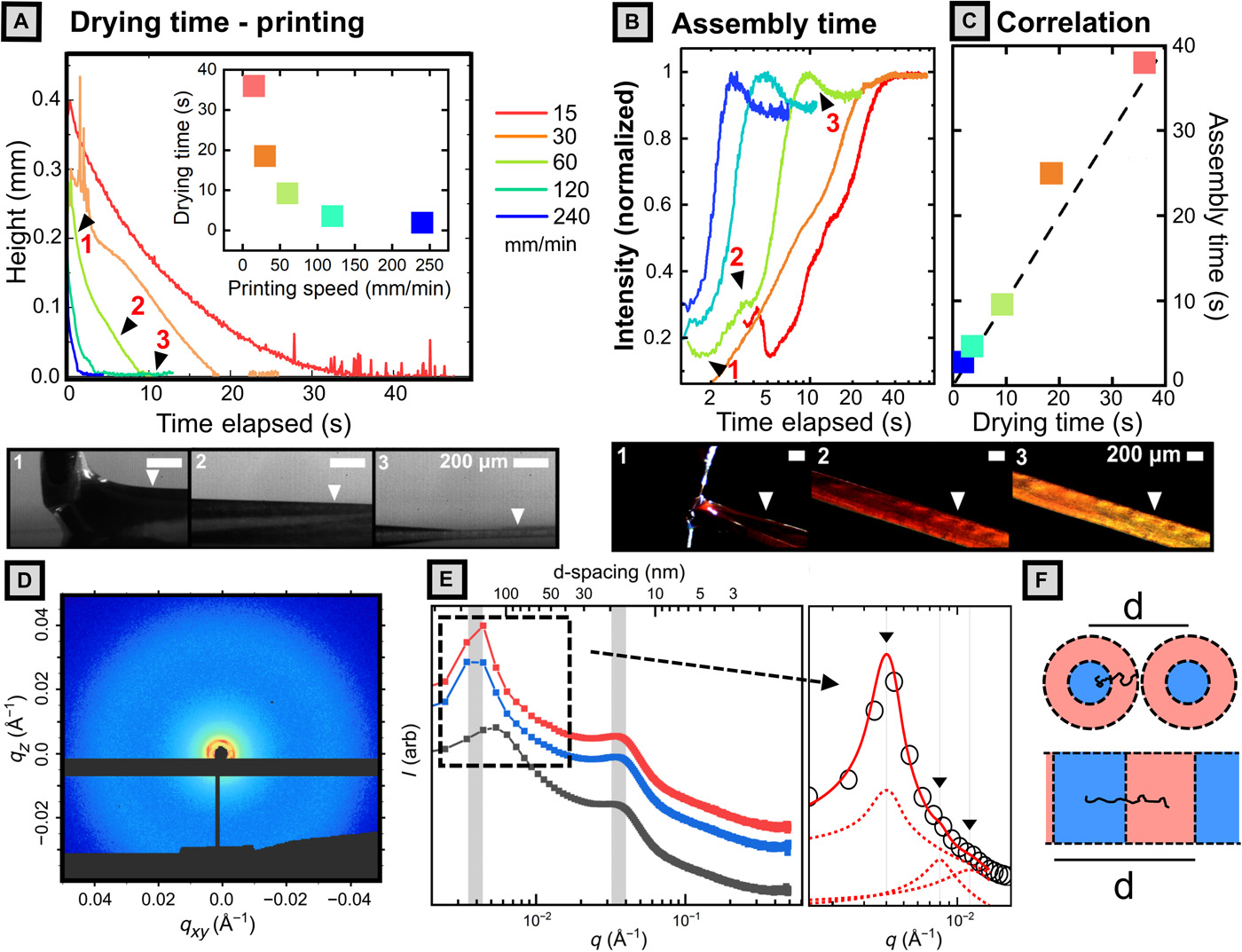
Full analysis details and code are provided in section S14. Images beside plot correspond to the numbered ticks. All data shown in (A) to (C) were obtained at a substrate temperature of 50°C and applied pressure of 30 kPa. (A) Meniscus height profile versus time for samples 3D printed at various printing speed. Images below are snapshots of transmission-mode video taken for sample printed at 60 mm/min. Inset contains plots of drying time (x intercept) versus printing speed. (B) Intensity plotted against elapsed time for 3D-printed samples. Images below are snapshots from the reflection-mode video corresponding to labeled tick marks for sample (60 mm/min) within plot. (C) Assembly time (peak intensity) plotted against drying time, showing close matching between the two. Dashed line indicates a slope of one. (D) 2D SAXS pattern for solution (100 mg/ml) of BBCP in THF. (E) 1D azimuthally averaged profiles for backbone DP of 400 (top two curves) and 200 (lower curve). Inset depicts fitting of the low-q peak to a lamellar structure factor. (F) Cartoon of bottlebrush conformation in micellar and lamellar assemblies.
While the color spectrum that the team was able to produce was limited, the researchers believe that they can improve on the technique through understanding how layers are created. They are also exploring ways to make the technology more suitable for industrial purposes, due to the fact that large-scale 3D printing is not possible with the existing methodology.
“This work highlights what is achievable as researchers begin to move past focusing on 3D printing as just a way to put down a bulk material in interesting shapes,” Patel said. “Here, we are directly changing the physical properties of the material at the point of printing and unlocking new behavior.”
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘Tunable structural color of bottlebrush block copolymers through direct-write 3D printing from solution’; EurekAlert]
The post Colorful Structures Made with Just One 3D Printing Ink appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.





