Innovations in the aerospace industry have been seeing huge strives when it comes to 3D printing. Aerospace companies and organizations from around the globe are using 3D printing for both prototyping and end-use parts. These applications have been ramping up for years — and now we’re looking ahead to the future of 3D printing in aerospace.
Aerospace
3D Printing Today
Aerospace is a unique fit for 3D printing, offering a prime application area for many of the benefits of additive manufacturing technologies. Among these benefits are:
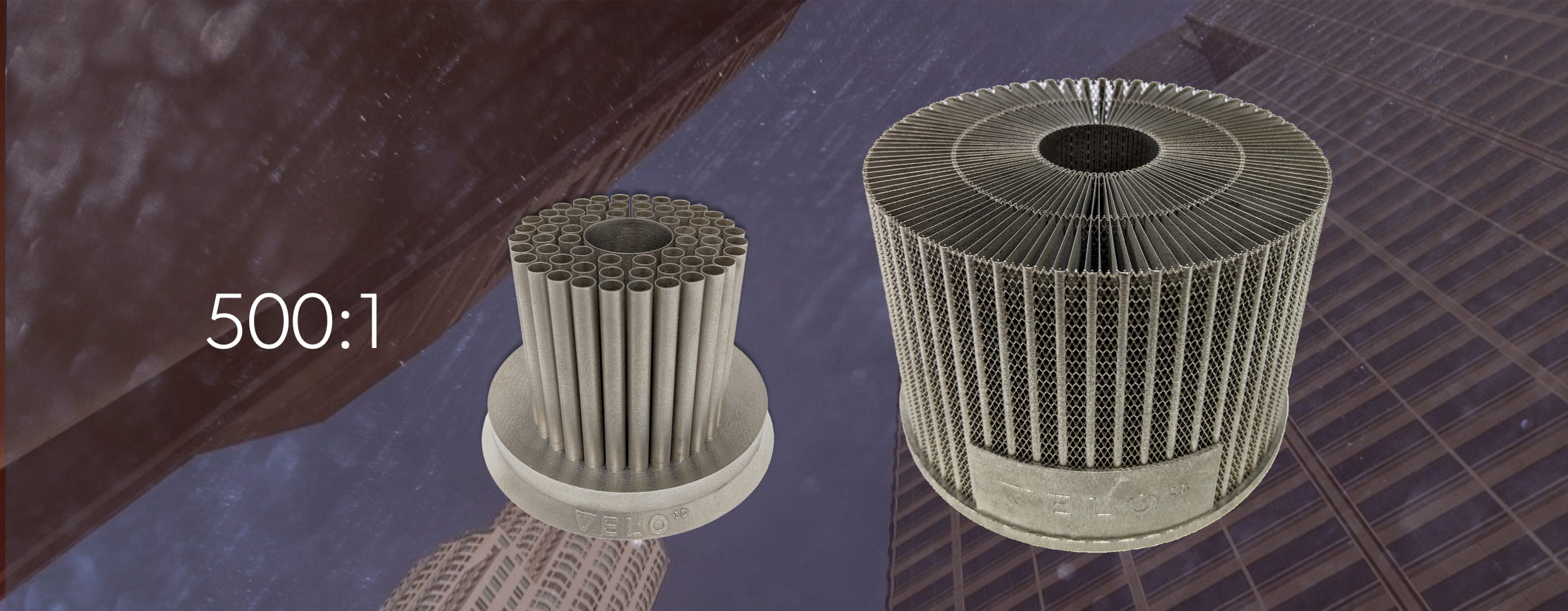
- Part consolidation
- Lightweighting
- Complex geometries (“freedom of design”)
- Rapid prototyping
- Low-volume production
- Digital inventory
Leveraging these benefits is proving
transformative for aerospace manufacturing as today’s aircraft, rockets, and
other commercial, private, and military aerospace builds are increasingly able
to perform better than ever before. Fewer, lighter parts mean fewer assembly
points that could be a potential weakness as well as a lighter weight
structure, enhancing fuel efficiency and load capabilities.
Aerospace has long been a ‘city on a hill’ for
additive manufacturing, offering highly visible proof points of the
technology’s high-flying potential to very literally fly high.
Like in the automotive industry, many
aerospace entities have been using 3D printing internally for years, if not
decades. Also like the automotive industry, though, many companies have seen
the technology as a competitive advantage best kept somewhat under wraps. This
has perhaps benefited these companies’ bottom lines — but it has limited the
visibility of these applications.
The GE fuel nozzle — which famously reduced from approximately 20 welded pieces into one 3D printed (and 25% lighter weight) piece — was among one of the highest-profile individual applications to be publicly shared. Such use cases are only ramping up; between 2015 and 2018, for example, GE 3D printed 30,000 of those fuel nozzles. Still, though, these examples are often heard over and over again because many other specific use cases are still seen as proprietary ‘secret sauce’ and not public knowledge.
The cat’s out of the bag by now, though, and
it’s almost an assumption that any aerospace company is in some way utilizing
3D printing in its operations.
From SpaceX and NASA to Boeing and Airbus,
this is certainly the case. These companies are among the highest-profile in
aerospace to share at least some look into their 3D printing usage.
Applications range from visible cabin components in passenger airplanes to
made-in-space tools on the International Space Station, with both mission
critical and aesthetic uses well represented.
The secrecy of ‘secret sauce’ is slowly
changing, too, as in addition to broadening adoption of 3D printing, space
exploration is becoming privatized.
Organizations like SpaceX certainly have their fair share of trade secrets but are also open about their use of 3D printing in applications from spacecraft to personalized astronaut helmets. 3D printing is often coming into play as well to not only make components of rocket engines, but also in new uses such as at Rocket Crafters for their fuel grains.
Smaller, private companies working in the
space industry are celebrating the technologies they use to gain traction in
technological advance and out-of-this-world achievements. By highlighting
instead of hiding the tech helping them to accelerate toward their own
liftoffs, these new entities are contributing directly to a shift in the
conversation around aerospace technologies.
Aerospace
3D Printing Tomorrow
When we look ahead, we can see an even brighter
future for an aerospace industry making more and better use of additive
manufacturing opportunities.
While certainly the technologies will improve,
providing natural points of improvement even from those areas already
leveraging additive manufacturing, the largest single point of future impact
for aerospace overall will simply be wider spread adoption.
While the 3D printing industry has
historically been excellent at internally sharing the benefits of the
technology (like those bulleted above), a sticking point has been in
externalizing this message. Aerospace becoming a more open industry with these
new private entities on the rise, and with more participants discussing the
advanced technologies they put to use every day, will see industrial additive manufacturing
gaining more attention, and more traction, overall.
If the GE fuel nozzle made anyone do a
double-take, the next innovations to come — or even those already accomplished
and not yet publicized — are sure to be fully head-turning.
Further parts consolidation, lightweighting,
and other means of taking advantage of the freedoms that DfAM (design for
additive manufacturing) enables have the potential to see massive advances in
aircraft and spacecraft manufacture.
By optimizing every part of an aircraft,
completely rethinking and redesigning the whole, a manufacturer might see
unprecedented capabilities emerge. In an industry where every ounce of
structural weight matters and lessening any possible point of failure is a
must, industrial 3D printing is an obvious fit.
The technology will only continue to make headway into the aerospace industry going forward, and with that larger general footprint will come more significant discrete advances. The future of aerospace and 3D printing is a relationship that will be ever more tightly intertwined.

The post The Future Of Aerospace 3D Printing appeared first on Shapeways Blog.