In the recently published ‘Lignin: A Biopolymer from Forestry Biomass for Biocomposites and 3D Printing,’ international researchers Mihaela Tanase-Opedal, Eduardo Espinosa, Alejandro Rodríguez, and Gary Chinga-Carrasco explore a very specific area of materials related to biopolymers.
As composites are used more often these days to improve existing materials—especially in 3D printing—alternative materials like wood are being experimented with also. Fiber-based biocomposites and lignin can be better options than petrochemical-based products. For this study, the authors gleaned lignin from spruce trees being reduced to pulp. They used the material to create composite filaments, printing sample dogbones to test mechanical properties.
Natural-fiber biocomposites offer the following:
- Affordability
- Good mechanical properties
- No emission of toxins
- Light weight
PLA is a popular polymer used in 3D printing, and as the authors remind us, it is actually a biopolymer—featuring good mechanical properties, biodegradability, easy melt-processability, and much more; however, it is also not always cost-effective or suitable for every project. As a composite, however, PLA becomes more versatile.
“Each year, over 50 million tons of lignin are produced worldwide as a side product from biorefineries, of which 98% are burned to generate energy. Only 2% of the lignin has been used for other purposes, mainly in applications such as dispersants, adhesives, and fillers,” state the researchers.
“Without modification, lignin can be directly incorporated into a polymeric matrix, such as UV-light stabilizer, antioxidant, flame retardant, plasticizer, and flow enhancer to reduce production cost, reduce plastic, and potentially improve material properties.”
As 3D printing brings so many advantages forth to industrial users, with the ability to create affordable and complex structures, as well as leaving behind less waste and energy usage, materials like lignin are attractive for use when mixed with other polymers. For this study, the researchers focused on PLA/soda lignin biocomposite filament for 3D printing.
“A motivation for selecting soda lignin is that it is sulphur-free. Soda lignin was thus expected to reduce the typical smell that is experienced when melt-processing biocompounds containing kraft lignin or lignosulfonates,” stated the researchers.
Samples were assessed for:
- Mechanical (tensile testing)
- Thermal (TGA, DSC analysis)
- Morphological (SEM)
- X-ray diffraction
- Antioxidant properties
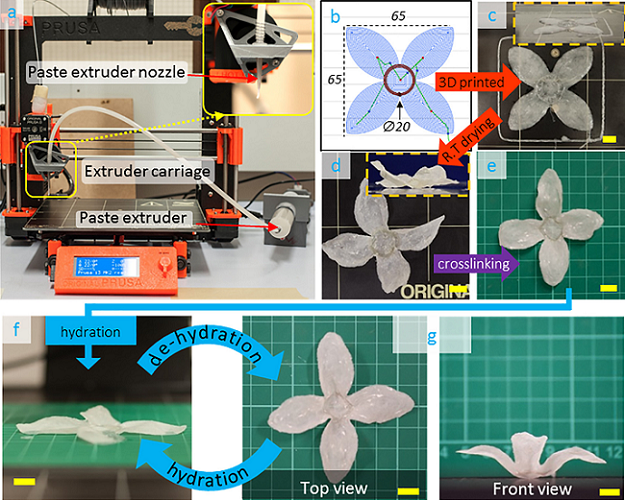
An original Prusa i3 MK3S was used in FDM 3D printing of the dogbone samples, with a length of 63mm and width of 3mm. Three sets were printed, as well as a phone case. The biocomposite demonstrated an increase in mechanical properties when temperatures were increased, with elastic modulus decreasing by 25% to 32%. Lignin offered an improvement in ductility, but a decrease in plasticity.
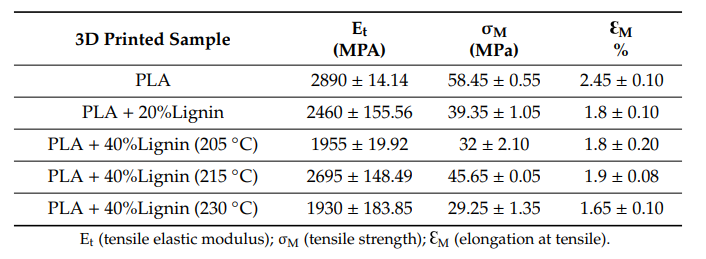
Mechanical properties of PLA and PLA/Lignin biocomposites.
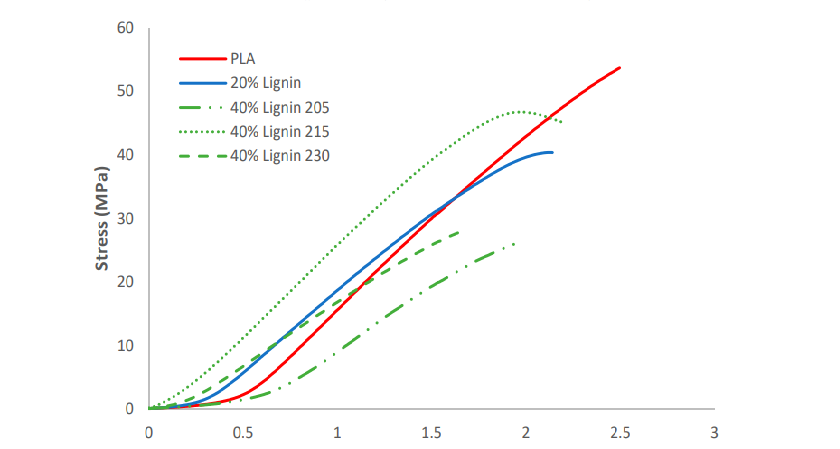
Stress−strain curves for the different biocomposites
Antioxidant properties were also confirmed, showing that 3D printed samples with lignin had even more antioxidant capability than PLA, meaning there is the potential for use for other applications such as food packaging.
“The suitability of the PLA/lignin biocomposite filament for 3D printing was also tested, by printing a smartphone protective case,” stated the researchers. “The printing process revealed a good performance of the lignin-containing filament, and a functional protective case was effectively 3D printed. PLA/Lignin filaments are a plausible option for lignin utilization with potential in, e.g., rapid prototyping and consumer products. It is worth to mention that the typical smell from some lignins was not detected during the extrusion of the filaments or during the printing process, which is an additional advantage of using soda lignin in PLA biomaterials.
“Biocomposites exhibited good extrudability and flowability with no observable agglomeration of the lignin. This suggests that lignin-containing biocomposites are plausible alternatives for 3D printing applications.”

3D printing of a smartphone protective case with PLA/lignin biocomposite filament
The use of composites today is a growing trend due to the ability to improve prototypes and parts, from glass composites to copper metal to particle reinforced nanocomposites. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images – ‘Lignin: A Biopolymer from Forestry Biomass for Biocomposites and 3D Printing’]
The post Improved FDM 3D Printing with Lignin Biocomposites appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.