Several companies—particularly Desktop Metal, GE Additive, and HP—have garnered a great deal of excitement for their new metal binder jetting technologies with the idea that they are revolutionizing metal additive manufacturing (AM) for mass production. One company that may have felt a bit out of the spotlight is ExOne, which has been making metal binder jetting systems for over 20 years.
ExOne reminded the AM sector that it is still the original manufacturer of metal binder jetting technology with the announcement that it has qualified 15 new metal, ceramic and composite materials for 3D printing. This brings the total materials that are printable on ExOne systems to 21: 10 single-alloy metals, six ceramics, and five composite materials. Additionally, the company has said that over 24 other powders are also qualified for use in research and development, such as aluminum and Inconel 718.

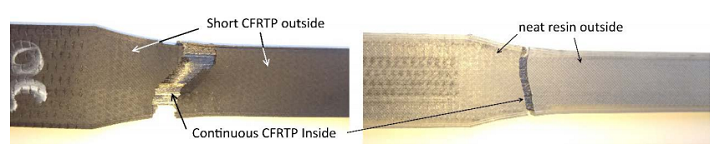
Some of ExOne’s qualified and R&D materials, including M2 Tool Steel, 316L, 304L, 17-74PH, copper, and Inconel 625. Image courtesy of ExOne.
Since 1996, ExOne has been developing metal binder jetting technology, which deposits a liquid binder onto a bed of metal powder. The resulting green parts are then placed into a debinding system before being transferred to a sintering furnace to create near-fully-dense metal parts. To further densify the components to near 99 percent, they are infiltrated with bronze.
With the announced qualification of 15 new materials, ExOne also revealed that it had established three material qualification levels, depending on customer applications: 1.) third party qualified, 2.) customer-qualified, and 3.) research and development materials. While there are over 40 materials currently in development (category 3), the 21 that fall into categories 1 and 2 are few enough to list here.
| Tested and qualified by independent third party | Tested and qualified by ExOne customers |
| Metals: 17-4PH, 304L, 316L, M2 tool steel | Metals: cobalt chrome, copper, H13 tool steel, Inconel 625, titanium, tungsten heavy alloy |
| Metal Composites: 316 with bronze, 420 with bronze, and tungsten with bronze | Ceramics: alumina, carbon, natural sand, synthetic sand, silicon carbide, and tungsten carbide-cobalt |
| Ceramic-metal composites: boron-carbide aluminum and silicon carbide with silicon |
To see the complete list of R&D materials, you can visit the ExOne site. Some of the 26 materials that have passed the preliminary qualification phase include Inconel 718, tungsten with copper, and tungsten carbide. The company is also hoping to move aluminum out of the R&D category and into further qualification, due to the potential impact it could have on the automotive and aerospace industries.
“While our teams can binder jet aluminum in controlled R&D environments today, we believe that optimizing this material for high-speed 3D printing will eventually transform how car and airplane parts are made, making them smarter and lighter weight,” said Rick Lucas, Chief Technology Officer at ExOne. “Based on high demand from the marketplace, we have fast-tracked development of this material for use on our machines.”
The broad portfolio news may be the result of ExOne both receiving increased interest due to the hype generated by Desktop Metal, GE Additive, and HP, as well as the increased competition. Due to the firm’s established presence in bound metal printing, there should be no reason why companies looking to work with Desktop Metal or HP shouldn’t also look toward the originator of metal binder jetting.
After the 3D printing stock bubble of 2014, many of the listed AM manufacturers took serious financial hits. Like Stratasys and 3D Systems, ExOne saw changes in management as it struggled to redefine and reposition itself in the market. When Desktop Metal and HP announced the development of high-speed metal binder jetting, ExOne was upstaged in terms of the claimed speed and price of their machines.
The X1 160PRO from ExOne.
However, with the 2018 unveiling and 2019 commercial release of the X1 25Pro, ExOne was able to quickly revamp its image. This was soon followed by the announcement of the X1 160Pro. Using the same Triple ACT method for depositing, spreading and compacting powder as the X1 25Pro, the X1 160Pro has a massive build volume of 800 x 500 x 400 mm. When it hits the market later this year, it will be the largest metal binder jetting system on the market.
To further stand out from the newcomers, it is incumbent upon ExOne to demonstrate its advantages, such as a wide range of printable materials. While Desktop Metal and HP slowly introduce one metal at a time, the 3D printing stalwart was able to showcase 21 all at once.
ExOne will have to keep up the pace, however. GE Additive, too, has developed a metal binder jetting system with a scheduled release in 2021. Digital Metal, which previously only printed metal parts as a service, is now selling systems and working toward an automated production factory concept based around its metal binder jetting technology. A startup called Triditive is also developing an automated metal binder jetting system.
With all of this activity, it should be no surprise then that the bound metal printing market is expected to grow at twice the rate of the overall metal additive manufacturing market over the next ten years, according to SmarTech Analysis.
The post ExOne Announces 15 New Materials Available for Binder Jetting Systems appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.