A team of researchers at the Technical University of Denmark (DTU) and Delft University of Technology (TU Delft) teamed up recently to improve functionality with infill in orthotropic materials as well as studying how they could further optimize performance and overall quality in such objects. Authors Jeroen P.Groen, JunWu, and Ole Sigmund detail their findings further in ‘Homogenization-based stiffness optimization and projection of 2D coated structures with orthotropic infill.’

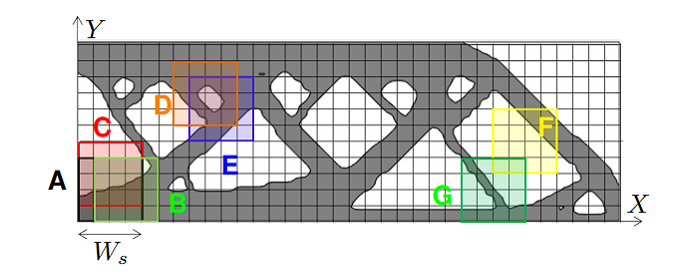
Overview of the proposed methodology to obtain high-resolution coated designs, with composite orthotropic infill.
Emphasizing better ways to produce coated structures with regular infill, improve quality, and still enjoy better affordability in production, the research team outlines their new method for generating stress adapted orthotropic infill for 3D printing. While pointing out that methods like FDM 3D printing, known for manufacturing solid structures, offer consistently stable structures, the researchers state that optimization of complex geometries is an ideal challenge that technology like 3D printing and additive manufacturing should be able to overcome when using infill too. They begin by discussing homogenization-based topology optimization for coated structures, and then the second half of their paper explains their method for creating high-resolution objects on fine mesh.
Coating is the first topic at hand, although the researchers point that the technique to discern between both infill and coating is almost identical.
“The procedure to distinguish between coating and infill makes use of two well-established filter methods in topology optimization,” state the researchers. “The first is a smoothing operation using the density filter. The second is a projection step to force the smoothed values on the interval towards either 0 or 1.”
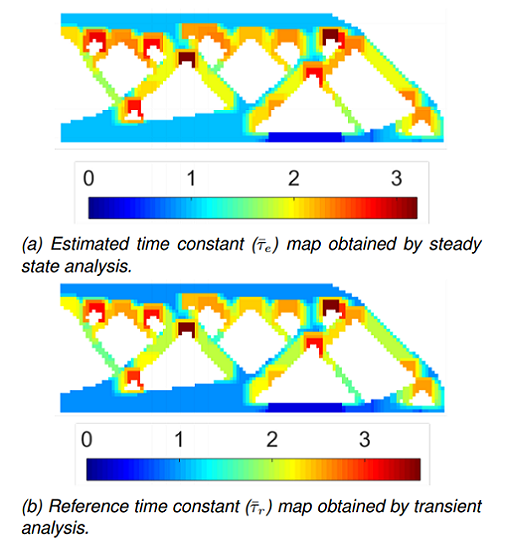
The team noted that in using a single smoothing and projection (SSP) technique, the structures tended to have better compliance, but they found voids within the structure in areas not covered by coating. With double smoothing and projection (DSP), they found that there was almost a 90 percent reduction rate of vanishing coating—in comparison to SSP. And although further testing would be required, the researchers also theorize that ‘vanishing coatings’ could be prevented if image processing was applied after homogenization-based optimization and enforced coating. Overall, they found DSP to ensure ‘clear distinction’ between the coating, infill, and any voids.
As they began mapping coated designs in the second half of their study, they explained how their innovative method refining periodicity allows for regular infill spacing.
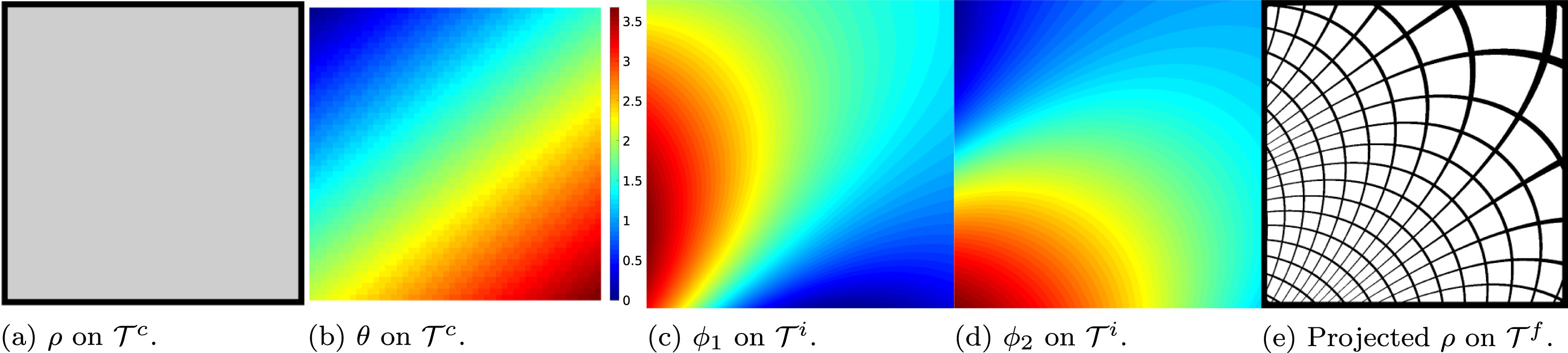
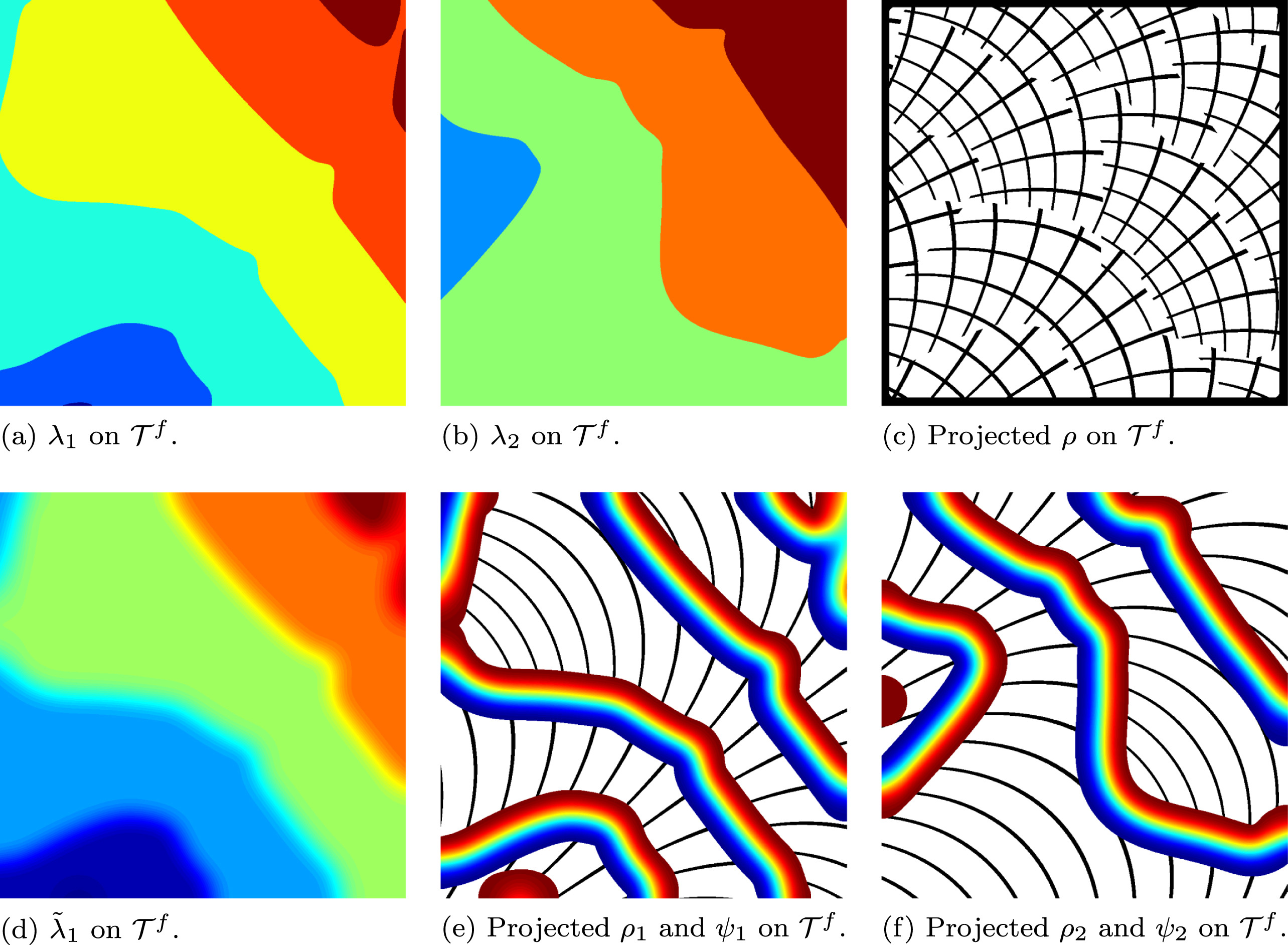
Example of the mapping procedure.
“Numerical experiments demonstrate that the projected designs, despite a lack of separation of scales, are very close (within 1%–2%) to the homogenization-based performance,” stated the researchers.
Such optimization of infill also produced designs with finer resolution and higher performance—all with a computational cost they project to be ten times lower, or more. This approach also results in 31% stiffness improvement (or similar weight reduction) when dropping conventional isotropic infill in favor of orthotropic stress adapted infill.
“This overall promising approach allows for extension of the method to 3D or to more complex loading situations. The main challenge here will lie in finding a parameterization that allows for smoothly varying microstructures through the domain,” concluded the research team. “We are confident that such a parameterization can and will be found.”
Infill can be a critical component in the stability and overall success of a 3D printed structure. Many users tend to overlook or struggle with optimizing this variable, but different customization techniques can lead to improved functionality in experimenting with new 3D printing materials, seeking properties like better tensile strength, and enhancing innovation overall.
Find out more about infill and orthotropic materials here. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
Visual explanation of adaptive periodicity and required transition zone.
[Source / Images: ‘Homogenization-based stiffness optimization and projection of 2D coated structures with orthotropic infill‘]