In this video, Stefan of CNC Kitchen makes an amazing discovery. By annealing 3D prints in plaster, you can significantly improve their strength and their heat tolerance.
He did have some issues with “demolding” the parts from the plaster and plans to do additional tests. It will be interesting to see where this leads. As someone adds in the comments: “Before putting in plaster, coat with a sealer and then a mold release. Avoids moisture absorption and reduces cleanup.”
A material’s ability to resist degradation, erosion, or impregnation from contact with liquids, solids, or vapors of a different nature, like chemical solvents, acids, and bases, is known as chemical resistance, and it’s pretty important to achieving successful parts. When you’re choosing the materials you want to use for 3D printed end-use applications, especially for industrial purposes, you should know each element’s chemical resistance. Some 3D printing materials can swell when exposed to the liquids or vapors of solvents, like alcohols, esters, ketones, fuel, brake fluid, motor oil, and various mixtures of mineral and synthetic hydrocarbons, which changes the end part’s mechanical properties and shape. Industrial parts need to be able to hold up well under contact with these kinds of corrosive products, so filaments should be chosen wisely.
Barcelona-based desktop 3D printer manufacturer BCN3D Technologies wanted to investigate the behavior of its main filaments when they came in contact with corrosive products, in order to better inform customers on which materials should be used for specific applications. So the company put eight of its materials to the test by pitting them against an organic solvent’s chemical attack.
“This experiment was carried out by partially immersing these 3D printed parts in a small volume of organic solvent,” BCN3D wrote. “The corrosive agent chosen was Nitro-P, which is used to dilute paints and is very aggressive. To maximize the damage, the 3D printed parts were immersed in the solvent for a period of 24 hours, and their change in shape and properties was monitored by a timelapse camera followed by a visual and physical evaluation.”
The team wanted to simulate the effect caused on a 3D printed object when a solvent is accidentally splashed on it – quite a common occurrence in workshop and factory environments. The goal was to show users how important it is to choose the right filament for the end application, and risk of chemical exposure, so that the final product is safe and durable. The same print settings were used to fabricate parts with a shape that was designed to “favor the material degradation” out of the following filaments:
Polylactic acid (PLA)
Polyethylene terephthalate – glycol (PET-G)
Acrylonitrile butadiene styrene (ABS)
Thermoplastic polyurethane (TPU)
Polyamide (PA)
Polypropylene (PP)
High Temperature Polyamide carbon fiber reinforced (PAHT CF15)
Polypropylene glass fiber reinforced (PP GF30)
BCN3D hypothesized that the parts 3D printed out of PP would come out fully intact, while the PLA and ABS parts would be most affected by the solvent and hygroscopic materials (absorbing moisture from the air), like TPU and PA, would likely increase in volume.
So, what ended up happening?
They were right about the PLA and the ABS – the geometry of the 3D printed PLA part was totally, and quickly, changed by the solvent. The layers were separated, which broke the part, and the surface finish dimmed from bright to matte. Additionally, its thickness increased by 60%. The thickness of the ABS was only reduced by 15%, but the layers still separated, making the part viscous where it was submerged. Degradation was constant, causing the ABS to dissolve, and it was the only sample that changed above the level of the liquid: the evaporated solvent caused it to become brighter.
TPU sample
The TPU sample absorbed the solvent quickly, which caused its thickness to increase by a whopping 150%. BCN3D explained that the absorption generated “delaminations in the submerged part of the model as a result of the increase in volume due to the polarity of the solvent and the absorption capacity of TPU,” but once the absorbed solvent evaporated, the part “recovered its original properties,” which led the team to believe the results were “a phenomenon of physical adsorption without dissolution of the polymer.”
The thickness of the PA sample increased by 10%, and the effects of the solvent also caused it to gain flexibility. The PAHT CF15 also increased its flexibility and thickness in the solvent, but there was no dissolution of the material in the solution. This one swelled a little, but held on to its resistance and original shape.
The surface finish of the PET-G sample lost its brightness, though the solvent smoothed and softened its surface. The layers were slightly concealed due to the superficial polishing caused by the solvent, and the thickness and flexibility both increased. But while it lost most of its rigidity and resistance, the part did remain in its general shape.
Neither the PP nor the PP GF30 were terribly affected by the solvent during the test, showing no change in mechanical behavior or variations of either an aesthetic or dimensional sort. The PA did swell a bit, but managed to keep most of its original resistance and shape. The experiment shows that these two materials are ideal for 3D printed industrial applications where parts need to hold up under contact with other corrosive substances.
Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Not this kind of fuzzy… [Image: Utrecht University]
I learn all kinds of interesting things writing about 3D printing every day. Much to my chagrin, today I learned that a fuzzy print controller is not actually fuzzy or furry. For those of you who are also in the dark, fuzzy control systems are based on what’s called fuzzy logic: a mathematical system, introduced in 1965, where the truth values of variables could be any real number between 0 and 1 inclusive. It handles the concept of partial truth, where the truth value could be anywhere between totally true and completely false. The opposite is Boolean logic, which sets the truth values of variables as only true and false, or respectively, 1 and 0.
The abstract of the study reads, “PID controllers are the most widely used. To efficiently design this controller, parameter-tuning must be done which is a time-consuming process. To save time, tuning could be performed by simulation, but this requires the system’s model. Some system models are difficult to deduce, thus other controllers that are independent of the system model and do not require multiple tuning iterations are used. An example of such controllers is the fuzzy like PI controller. This paper presents the design and implementation of a fuzzy like PI controller. The results for testing the controller are presented.”
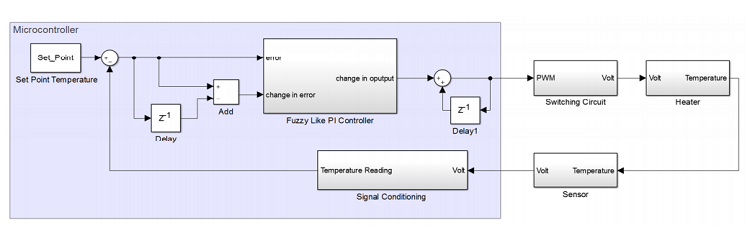
System block diagram of fuzzy like PI controller
Heated beds can prevent warping and increase print quality, so it’s important to be able to control them properly. The team designed and implemented a model-free fuzzy like PI controller for the study, as it can capably control a non-LTI system with an unknown model. An FFF 3D printer with a heated bed and an extruder that can feed 1.75 mm filament was used, so the researchers could try to control the temperatures of both the bed and the extruder heater with the controller.
“To conduct this study, a 40-watt cartridge heater was used for the extruder and a 90-watt heater for the heat bed,” the researchers wrote. “Both heaters’ parameters were unavailable which made building their models difficult. The heat bed’s heater takes about 10 minutes to reach 100°C. Thus, system identification techniques are time consuming. Without the system model and with the time taken for the heat bed’s heater to reach the set point temperature, tuning a PID controller can be time-consuming. The heaters’ parameters could also be time-variant or have a dependency on other variables.”
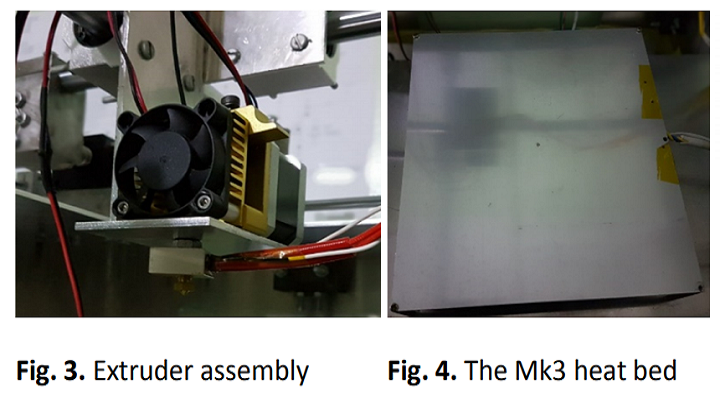
They implemented the fuzzy like PI controller on an Arduino Nano board with a microcontroller that runs at 16 MHZ clock speed and has 32 KB of flash memory. A 12V 40W cartridge heater inserted in the heating block of the extruder assembly serves as the extruder heater, and the MK3 aluminum heat bed operates at 19 V; both can be seen in the figures below and are controlled by, as the researchers wrote, “varying the duty cycle of a PWM control signal produced by the microcontroller.”
The team tested the controller with both the heat bed and extruder heater, then used an Arduino serial monitor to send the data from the microcontroller to the computer. They determined that their fuzzy like controller displayed “adequate performance” while controlling the two heaters. With only minimal tuning and no need to perform system identification, steady state errors in the heat bed were as low as 0.95%, and 12.15% (due to lack of sensor sensitivity) in the extruder heater.
“The controller was suitable to be used on small microcontrollers as it occupied 7.5 Kb of Flash memory and 0.3 Kb of RAM, which leaves room to use other complex applications on the microcontroller,” the team concluded. “Therefore, the use of fuzzy like PI controller is highly justified.”
To learn more about the mathematics and logic behind the team’s fuzzy like PI controller, because I can absolutely not explain them to you, check out the research paper. Co-authors are A. E. El-Fakharany, M. R. Atia, and Mohamed I. Abu El-Sebah.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.