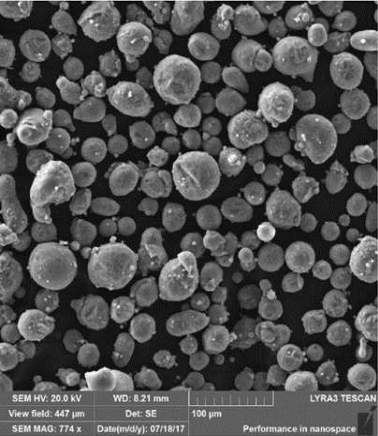
Fig. 1: SEM micrographs of the WE43 alloy powder
Alloys of the shiny gray chemical element magnesium (Mg) feature a high strength-to-weight ratio and a low density of about 1700 kg/m3, making them good options for technical applications in the automotive, aviation, and medical fields. But it’s been determined that their weight can be further decreased if porous structures are formed – which can be achieved with 3D printing. A team of researchers from the University of Chemistry and Technology Prague and the Brno University of Technology, both in the Czech Republic, wanted to study the microstructure of a particular magnesium alloy after it had been fabricated using three different methods: as-cast, hot-extruded, and 3D printed with SLM technology.
SLM 3D printing can achieve complex geometric shapes, but there are issues when it comes to fabricating magnesium alloys with this process, mainly high reactivity of magnesium powder, which can lead to unsafe oxide particles forming within 3D printed parts. Patrícia Krištofová, Jiří Kubásek, Dalibor Vojtěch, David Paloušek, and Jan Suchý recently published a study, titled ” Microstructure of the Mg-4Y-3RE-Zr (WE43) Magnesium Alloy Produced by 3D Printing,” about their work mapping an SLM 3D printed magnesium alloy’s microstructure.
“Magnesium alloys made in the form of 3D printing are relatively new production processes,” the researchers wrote. “The study therefore this process compared with current processes, which are now well known and mapped. It was therefore studied the microstructure produced by three different processes of production. The microstructure and chemical composition of present phases were studied using scanning electron microscopy (SEM) and energy dispersive xray spectrometry (EDS). Based on the microstructural examination, significant differences were found between the materials produced by different production processes. The microstructure of the as-cast alloy consisted of relatively coarse α-Mg dendrites surrounded by eutectics containing intermetallic phases rich-in alloying elements. During hot extrusion, the eutectics fragmented into fine particles which arranged into rows parallel to the extrusion direction. The 3D printed alloy was characterized by significantly refined microstructure due to a high cooling rate during the SLM process. It consisted of very fine dendrites of α-Mg and interdendritic network enriched-in the alloying elements. In addition, there were also oxides covering original powder particles and the material showed also some porosity that is a common feature of 3D printed alloys.”
The team used an SLM Solutions 280HL 3D printer to fabricate 15 × 5 × 60 mm rectangular samples of WE43 magnesium alloy, and used SEM and EDS to study their microstructures; then, these were compared to identical materials that had been manufactured through simple gravity casting and hot extrusion.
“The first sample was an as-cast ingot of 60×80×500 mm in size purchased from an industrial supplier. The second WE43 alloy sample was prepared by hot extrusion of the ingot. Cylinders with a diameter of 30 mm and a length of 60 mm were directly cut from the ingot and then extruded at 400°C, extrusion rate of 2 mm/s and extrusion ratio of 16. The resulting extruded rods had a diameter of 7.5 mm,” the researchers explained.
“The analysis revealed that 10% of the WE43 alloy powder particles had a size of 26.9 μm, 50% to 39.8 μm and 90% to 57.9 μm. Thus, the powder contains a sufficient amount of both larger and smaller particles. With respect to the particle size, the size of the building layer was 50 μm.”
The team conducted microscopic observations of the samples, and you can see the views of their microstructures in Figure 2.
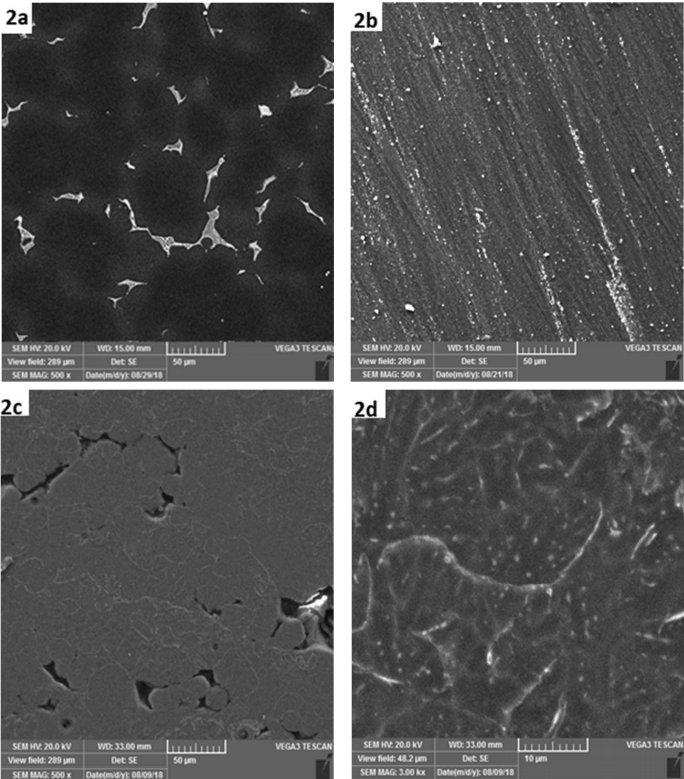
Fig. 2: SEM micrographs of the WE43 alloy: a) as-cast, b) hot extruded, c) 3D printed by SLM, d) 3D printed by SLM – detail.
The as-cast alloy has a coarse microstructure, while the microstructure of the sample fabricated with hot extrusion was “considerably” modified. The microstructure of the 3D printed sample is completely different from the other two, featuring regions about 20-50 µm in size that are surrounded by thin boundaries.
“In addition, residual porosity is observed as dark areas between grey regions. The shape and size of grey regions indicates that these regions correspond to original powder particles, either totally or partly melted by laser beam,” the researchers explained. “A more detailed image in Fig. 2d shows very fine internal microstructure of these particles. It contains α-Mg dendrites (dark) surrounded by interdendritic regions (light) enriched in Y and RE elements. The average thiskness of dendritic branches is only approx. 3 µm, suggesting very high cooling rates during the SLM process. In literature focused on the SLM process, cooling rates of 103-106 K/s are often reported.”
The researchers also studied the distribution of elements in the material’s structure, which showed that both the hot-extruded and as-cast material samples had very low oxygen concentration. But the SLM 3D printed sample showed a different story, illustrated in Figure 5 and Table 4.
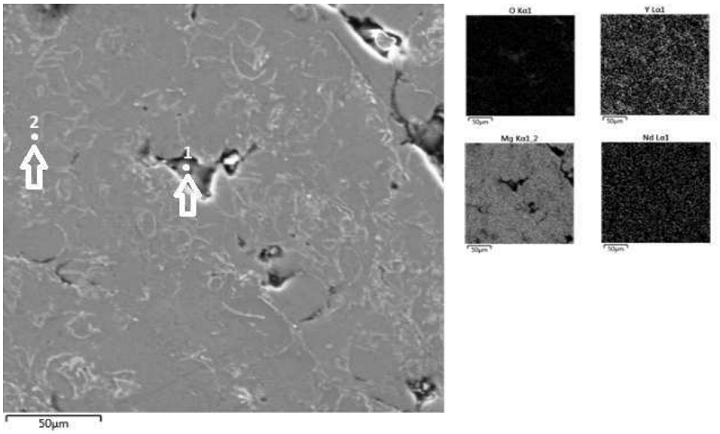
Fig. 5 Microstructure of the SLM WE43 alloy (SEM) and elements distribution maps (EDS).

“First, element maps and point analysis demonstrate an increased concentration of oxygen in the material which is located mainly in pores (point 1) and also at bondaries between melted powder particles. In the particle interior the O-concentration is very low (point 2),” the researchers wrote. “Second, element map in Fig. 5 also indicates increased content of Y at powder particle boundaries. It can be assumed, that partial oxidation of the powder occurred during the SLM process inside the building chamber. Most probably, the atmosphere contained traces of residual oxygen which reacted preferentially with yttrium due to a high chemical affinity of these elements. For this reason, imperfect connection between powder particles and porosity are observed.”
Results show that an SLM material’s microstructure is “extremely fine” because of high cooling rates, and will also feature a high oxygen concentration “due to a high affinity of the alloy to this gas.” This creates an “imperfect connection” between powder particles and porosity. The researchers plan further studies of this magnesium alloy in order to produce pore-free compact material and decrease the “harmful influence of residual oxygen.”
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
The post Researchers Compare Microstructure of As-Cast, Hot-Extruded, and 3D Printed Magnesium Alloy Samples appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.