In July this year, Velo3D had qualified a new nickel-based alloy, Hastelloy X, due to its suitability in the additive manufacturing of power generation components such as gas turbines, using the company’s Sapphire metal AM platform. This announcement had followed relatively quickly on the back of securing the company’s largest order yet, worth $20 million, and raising $40 million in funding which increased the company’s total investment to $150 million till date.
Industrial gas turbines are a priority application for Velo3D, and offering optimized materials for power generation applications is critical to driving full-scale adoption among its clients. Following the approval of Hastelloy, the company swiftly moved to partner with Sierra Turbines and nTopology, provider of generative design solutions, to test the material in 3D printing 95% of a unicore of a 20-kilowatt microturbine engine. The material is optimized to have high resistance to oxidation or corrosion cracking, resulting in better performing microturbines which require lower maintenance.

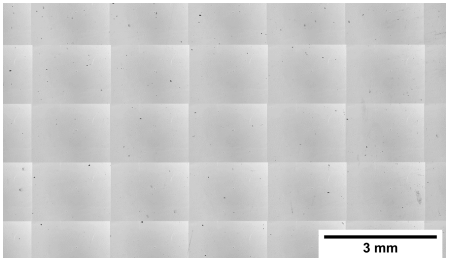
Image Courtesy of Sierra Turbines
The results from the additively manufactured Aurelius Mk1 core really bring home the advantages of using AM over the traditional manufacturing approach. Part count was reduced from 61 separate components to one. This alone eliminates the need to procure and transport various raw materials to manufacture individual parts using different process, as well as the need for assembly of course, involving dissimilar material joints, seals, fasteners. It also reduces post-processing requirements. The reduction of joints, and the ability to design with closer tolerances additionally prevents the possibility of leaks, improving engine efficiency.
AM also allowed designers to build in internal oil and fuel circuits, as well as re-think the fuel spray and flame shape in the combustion chamber. Using the nTop generative design platform, Sierra Turbines modeled a specific lattice geometry to atomize the fuel and a 360-degree fuel injector to distribute fuel equally around the circumference of the combustor. By redesigning from scratch, designers were also able to make the turbine more mass efficient (reducing weight by 50%), resulting in an expected thrust-to-weight ratio (10x increase in power density) significantly higher than existing state-of-the-art turbines of similar power. Regarding the ability to advance design using AM, Roger Smith, CEO of Sierra Turbines, stated,
“My design team is freed from the constraints of traditional manufacturing and even existing metal AM technologies such that they can focus purely on defining the geometry needed to maximize performance and differentiation.”
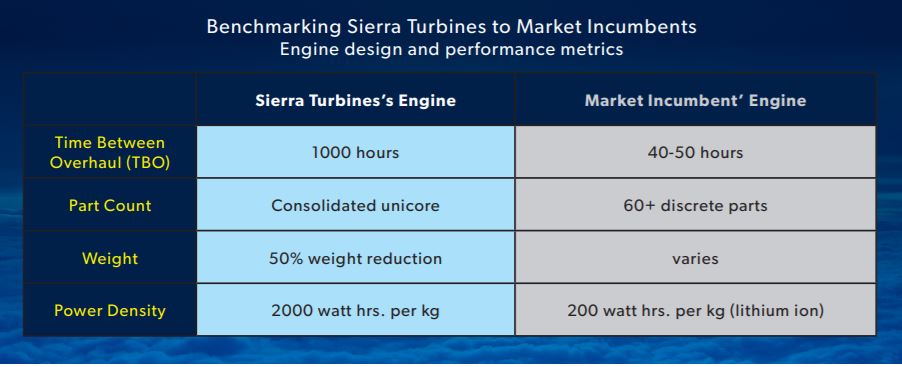
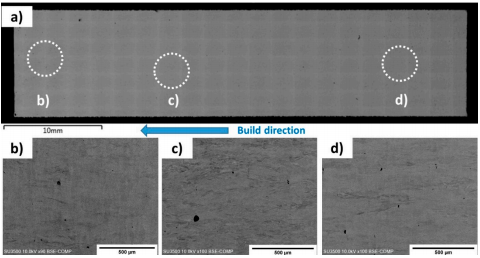
Image Courtesy of Sierra Turbines
This was enabled in no small part by the Velo3D Sapphire Platform, with support-free metal 3D printing, and the new specialized Hastalloy material. The case study from nTopology notes,
“This high level of integration however wouldn’t have been possible using machines other than the VELO3D Sapphire metal 3D printer. The no-contact re-coater blade used in the VELO3D machine allows support-free printing of overhangs down to 30 degrees, which in terms of additive manufacturing freedom is the equivalent of the falling of the Berlin wall.”
Altogether, every one of the benefits AM contributes to increasing the operational time of Aurelius Mk1, with time before overhaul (TBO) 40x greater than existing comparable turbines, and reducing operational cost. This is no small feat, small turbine engines average 40-50 hour between overhaul, and the Aurelius will average a significant 1000+ hours, comparable to that of commercial aircraft. It provides a remarkable demonstration of the difference AM can make in industrial power generation applications, and the results in bringing together specialized AM hardware and software solution providers to develop a revolutionary product.
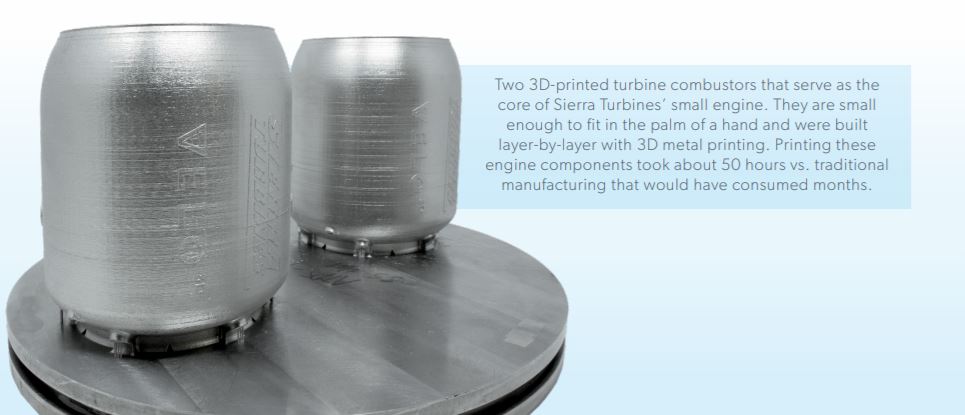
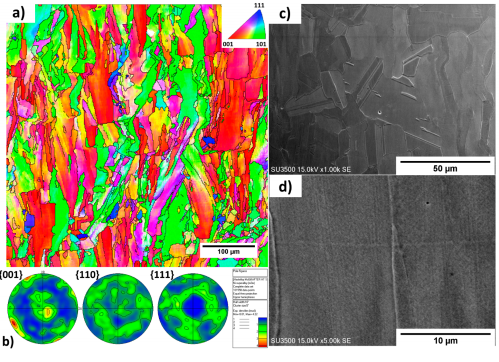
Image Courtesy of Sierra Turbines
The Aurelius Mk1 will complete development shortly, with a few engines running by end of this year, and commercialization will begin with UAV manufacturers, with whom the company has already signed agreements. The company will to advance optimization and improvement of their Aurelius Mk1 microturbine, stating
Once the combustor has been thoroughly tested and benchmarked, he intends to pursue additional performance improvements. He’s also planning to work on the microturbine’s rotating components, an unorthodox move that many aerospace pundits would agree is beyond the pale. Here again, Smith is determined:
“VELO3D believes that you can use additive for full-scale production, and so do I,” he says. “For future gas turbine development, we aim to leverage the power of additive manufacturing to integrate features such as an efficiency-boosting recuperator, printed-in sensors, and more novel insulating and cooling geometries.”
You can learn more about the development of the Aurelius Mk1 in this webinar, and the full case study can be found here. Earlier this month, Velo3D had also partnered with Lam Research to explore potential applications for its metal 3D printing solutions in the semiconductor industry.
The post 3D Printed Turbine Combines 61 Parts into One appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.