Founded in 2011, Ohio-based Fabrisonic uses its hybrid metal 3D printing process, called Ultrasonic Additive Manufacturing (UAM), to merge layers of metal foil together in a solid-state thanks to high frequency ultrasonic vibrations. Fabrisonic mounts its patented hybrid 3D printing process on traditional CNC equipment – first, an object is built up with 3D printing, and then smoothed down with CNC machining by milling to the required size and surface. No melting is required, as Fabrisonic’s 6′ x 6′ x 3′ UAM 3D printer can “scrub” metal foil and build it up into the final net shape, and then machines down whatever else is needed at the end of the process.
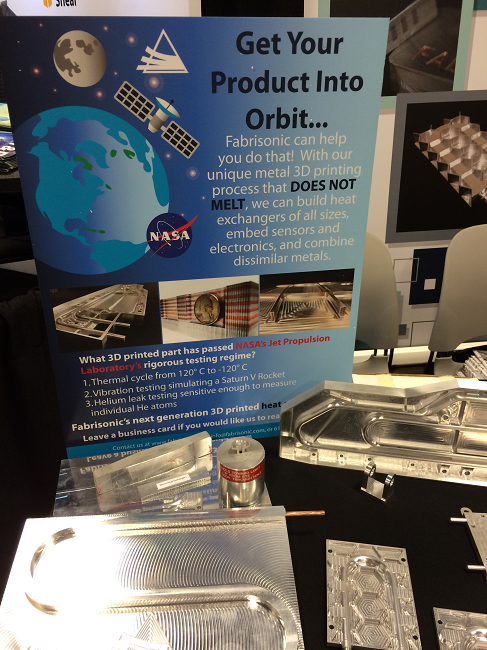
 Last year, Fabrisonic’s president and CEO Mark Norfolk told 3DPrint.com at RAPID 2017 that about 30% of the company’s business was in heat exchangers, as the manufacturing process is a lot smoother thanks to its low-temperature metal 3D printing technology – no higher than 250°F. UAM makes it possible to join metal alloys that are notoriously difficult to weld, such as 1000, 2000, 6000, and 7000 series copper, aluminum, stainless steel, and exotic refractory metals…all of which are used in the heat management systems at NASA’s Jet Propulsion Laboratory (JPL).
Last year, Fabrisonic’s president and CEO Mark Norfolk told 3DPrint.com at RAPID 2017 that about 30% of the company’s business was in heat exchangers, as the manufacturing process is a lot smoother thanks to its low-temperature metal 3D printing technology – no higher than 250°F. UAM makes it possible to join metal alloys that are notoriously difficult to weld, such as 1000, 2000, 6000, and 7000 series copper, aluminum, stainless steel, and exotic refractory metals…all of which are used in the heat management systems at NASA’s Jet Propulsion Laboratory (JPL).
[Image: Sarah Saunders]
Justin Wenning, a production engineer at Fabrisonic I spoke with at RAPID 2018 this spring, recently published a whitepaper, titled “Space-grade 3D Metal Printed Heat Exchangers,” that takes a deep dive into the work he’s been doing with Fabrisonic’s 3D printed metal heat exchangers for aerospace applications. The company participated in a two-year program at JPL, and 3D printed a new class of metal heat exchanger that passed JPL’s intense testing.
“For every interplanetary mission that JPL oversees, numerous critical heat exchanger devices are required to regulate the sensitive, on-board electronic systems from temperature extremes experienced in space. These devices can be small (3 in. x 3 in.) or large (3 ft. x 3 ft.),” Wenning wrote in his whitepaper.
For many years, NASA glued bent metal tubes along, and fastened them to, the exterior of a space vehicle’s structure, which weigh a lot and do not perform well thermally. These devices were also assembled and quality-checked by hand, so production could take up to nine months. At the end of its partnership with NASA JPL, Fabrisonic showed that 3D printing can be used to improve upon all of these issues.

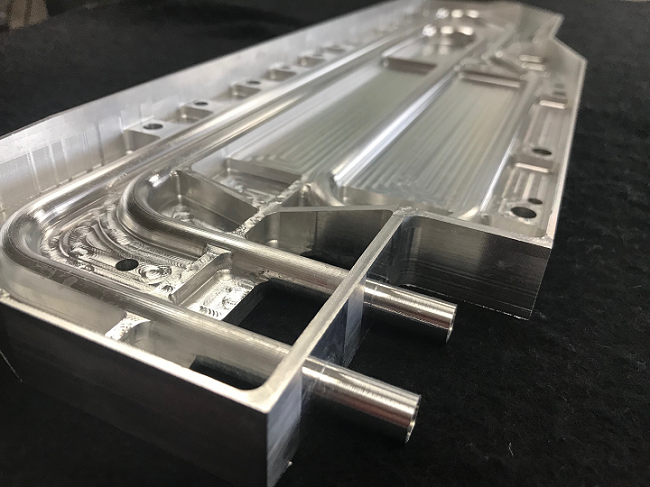
Evolution of UAM 3D printed heat exchanger with NASA JPL. Samples began small to
evaluate benchmark burst and helium leak performance in 2014. The team then began focusing on technology scale-up and system integration. The culmination is a full-size, functioning heat exchanger.
The UAM system does not use any controlled atmospheres, so the part size and design range greatly. NASA JPL first started working with Fabrisonic in 2014, thanks to a JPL Spontaneous R&TD grant, to look into small, simple UAM heat exchangers, before moving up to larger structures in 2015 through NASA’s SBIR/STTR program. The result was a full-size, functioning heat exchanger prototype for the Mars 2020 rover mission that was fabricated in far less time, with a 30% lighter mass.
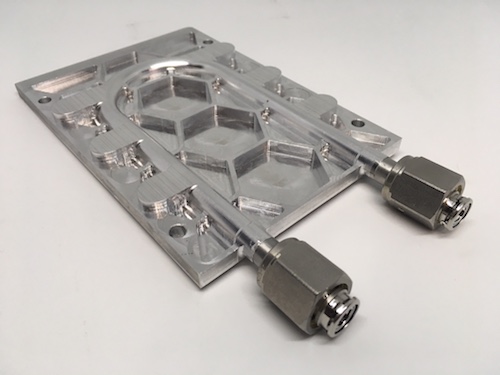
 The 3D printed heat exchangers that Fabrisonic creates involve building pumped-fluid loop tubing right into the structure for additional efficiency and robustness, as the company’s UAM process can also be used to mix and match materials, like copper and aluminum.
The 3D printed heat exchangers that Fabrisonic creates involve building pumped-fluid loop tubing right into the structure for additional efficiency and robustness, as the company’s UAM process can also be used to mix and match materials, like copper and aluminum.
UAM starts with a metal substrate, and material is then added to and removed from the structure to make the device’s internal passageways. To help with material deposition, a proprietary water-soluble support structure is added, before adding strength and features, respectively, with optional heat-treating and final CNC machining. Fabrisonic then added SS tubing, which helps with fitting attachments, to the aluminum structure with friction welding for NASA JPL’s development parts.
NASA JPL also needed to raise its technology readiness level (TRL) from 3 to near 6. During the program, Fabrisonic and its EWI affiliate 3D printed and tested dozens of different heat exchangers, in order to develop a final prototype for ground-based qualification standards based off of NASA JPL’s existing heat exchangers.

UAM process steps for fabricating NASA JPL heat exchangers.
The NASA JPL TRL 6 qualification included several tests, including proof pressure testing to 330 PSI, two-day controlled thermal cycling from -184°F to 248°F in an environmental chamber, and vibration testing on an electrodynamic shaker, which simulated a common day rocket launch (1-10 G) in all orientations while attached to a dummy mass at the same time for imitating a normal hosted electronics package. Other tests included:
- Burst testing greater that 2500 PSI with a 0.030-in. wall thickness
- Helium leak testing to less than 1×10-8 cc/s GHe between thermal and vibration testing
- Full 3D CT scans of each specimen before and after mechanical testing, in order to evaluate void density and any accumulated testing damage

JPL project with copper embedded. [Image: Sarah Saunders]
Each of the three UAM 3D printed heat exchanger components passed the qualifications, which raised the technology to its goal of near TRL 6. To corroborate the results, NASA JPL scientists completed more helium leak and burst testing, along with thermal shock testing on certain devices; this involved submerging certain heat exchangers in liquid nitrogen (-320°F) to test their bi-metallic friction welded stainless steel aluminum joints. According to the whitepaper, the joints were “robust and helium leak tight” post-submersion.
Fabrisonic’s new class of 3D printed metal heat exchanger, developed under NASA JPL, has uses in other commercial production applications, which the company is currently exploring.
“For instance, the lack of melting in UAM enables the integration of multiple metals into one build since high temperature chemistry is avoided,” Wenning wrote. “Thus, copper may be integrated as a heat spreader in critical locations improving thermal performance with a small weight penalty.”
Because of its low temperatures, UAM can also be used to embed sensors into solid metal. In 3D printed heat exchangers, sensors could help monitor system health and improve control by being integrated in important locations.
Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
[Images: Fabrisonic unless otherwise noted]