Dr. rer. nat. Dorothea Helmer specializes in organic and inorganic chemistry and works at Glassomer. Along with Prof. Dr.-Ing. habil. Bastian E. Rapp and Dr.-Ing. Frederik Kotz she co-founded the company. Glassomer is trying to solve one of the most difficult and elusive problems in 3D printing, 3D printing glass, and optically clear components. The path they have chosen is to use stereolithography resins to make fused silica glass. The firm has found methods to make glass through methods usually reserved for polymers. Glassomer’s work really blew me away and I was just as amazed that there wasn’t more press about this incredible technology. In a technologically-astounding manner, we can now create optical objects with standard desktop machines (and debinding and sintering equipment).
The Glassomer Team (Image: Markus Breig/KIT.)
What is Glassomer?
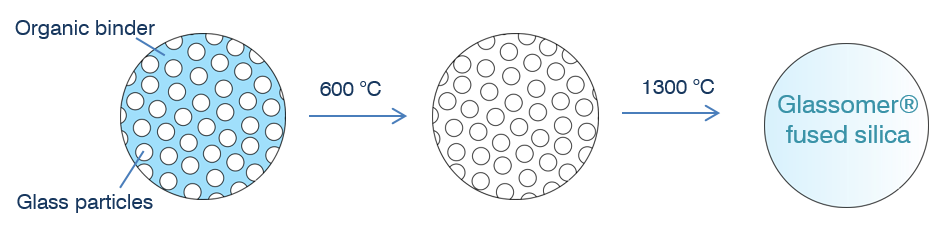
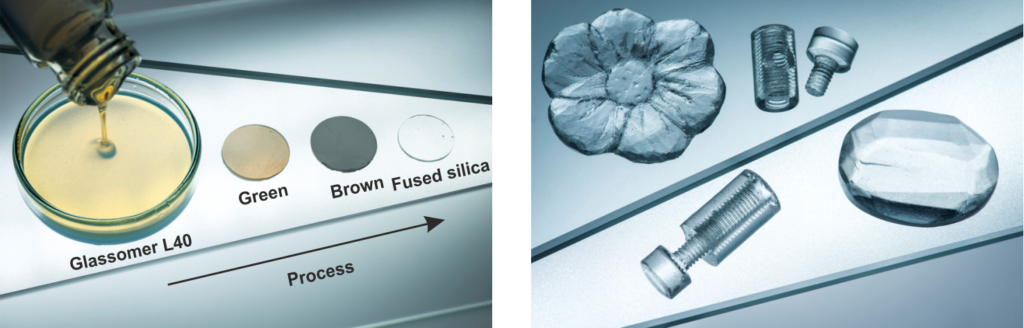
The Glassomer GmbH is a start-up situated in Freiburg, Germany. Glassomer invented and patented a technology that lets us process glass like a polymer – hence Glass-o-mer. The process is based on a resin that contains a large amount of glass particles that can be structured by UV light, for instance in the 3D printer. After developing the parts are processed in an oven to give transparent fused silica glass.
What products do you make?
We sell the resins for molding and for stereolithography printing. We further do feasibility studies and small series prototyping of custom glass products.
Why is fused silica glass interesting?
Fused silica glass is a highly interesting material due to its outstanding optical transparency combined with its high chemical and thermal resistance and pleasant haptics. That makes it interesting for optics, as well as chemical glass ware but also decorative objects.
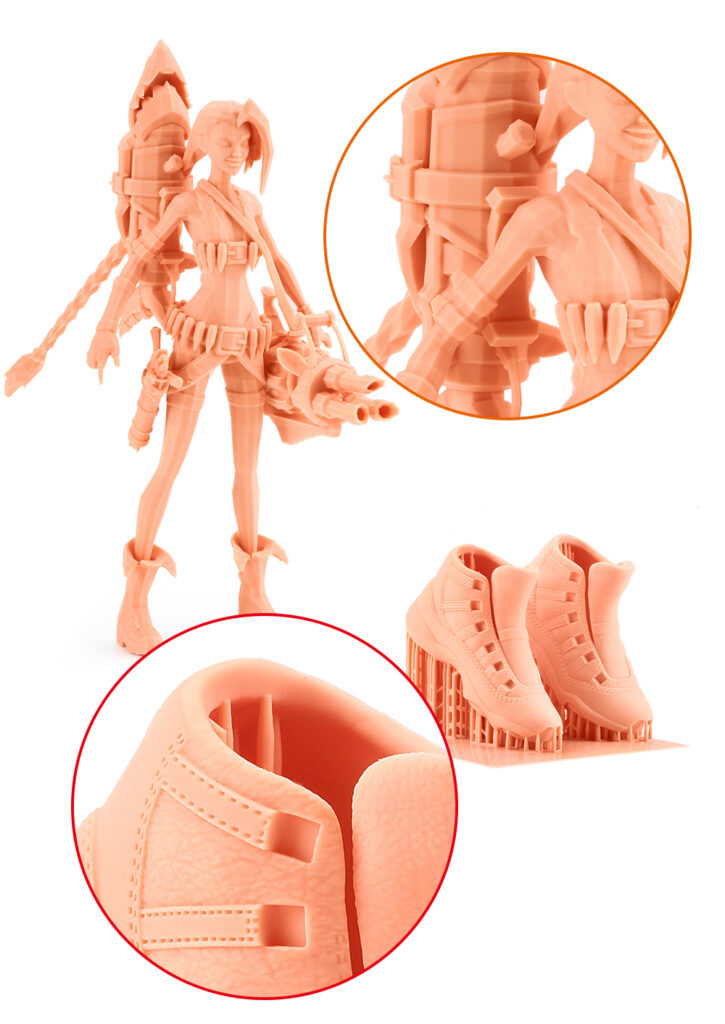
How can I 3D Print it?
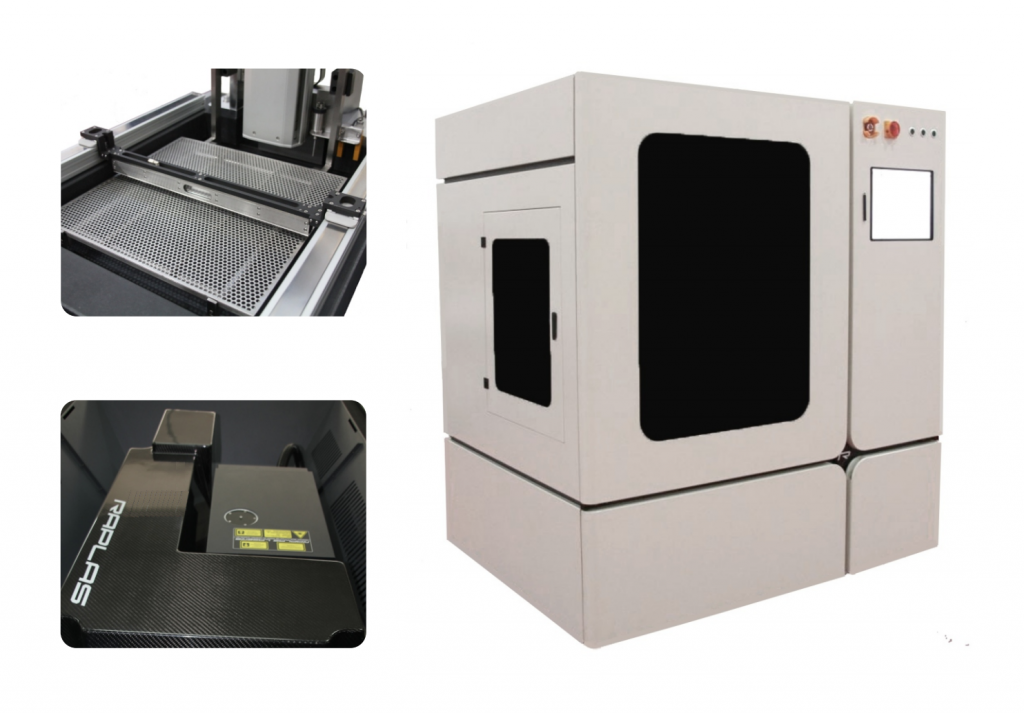
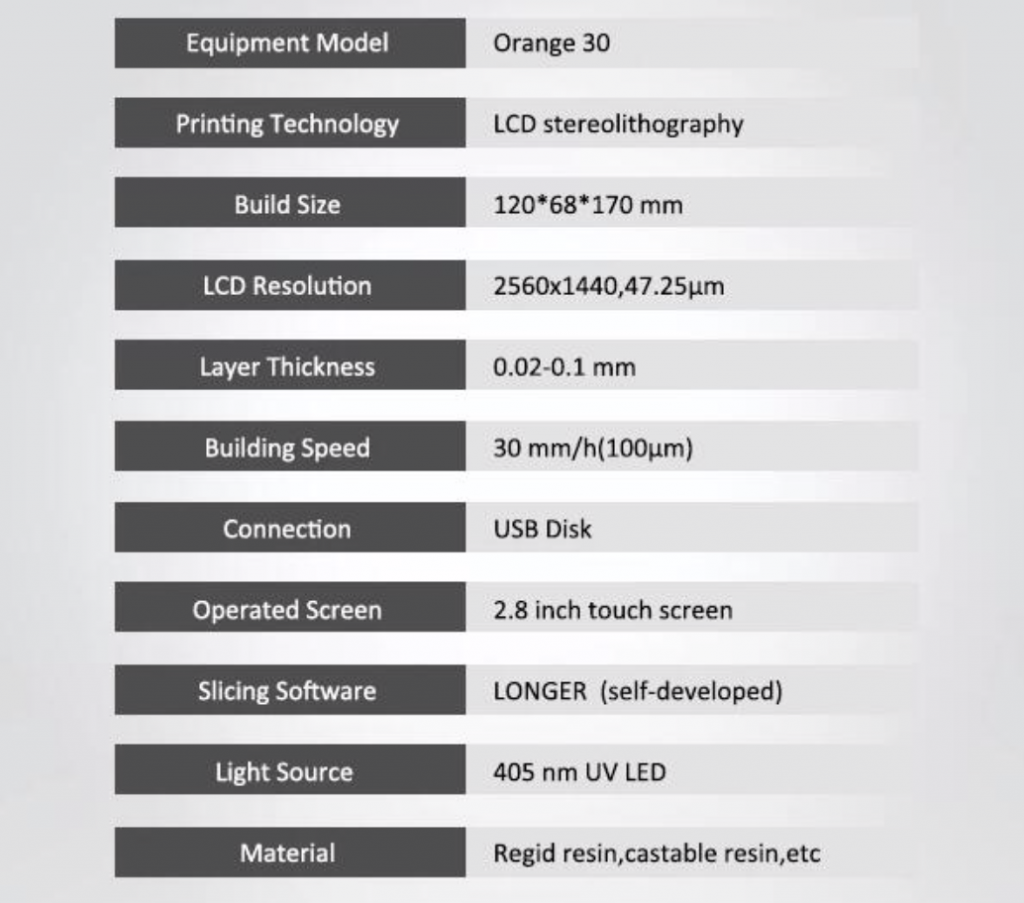
The Glassomer material can be printed using standard benchtop stereolithography printers as long as the printer is material open.
From start to finish how does the manufacturing of a part work?
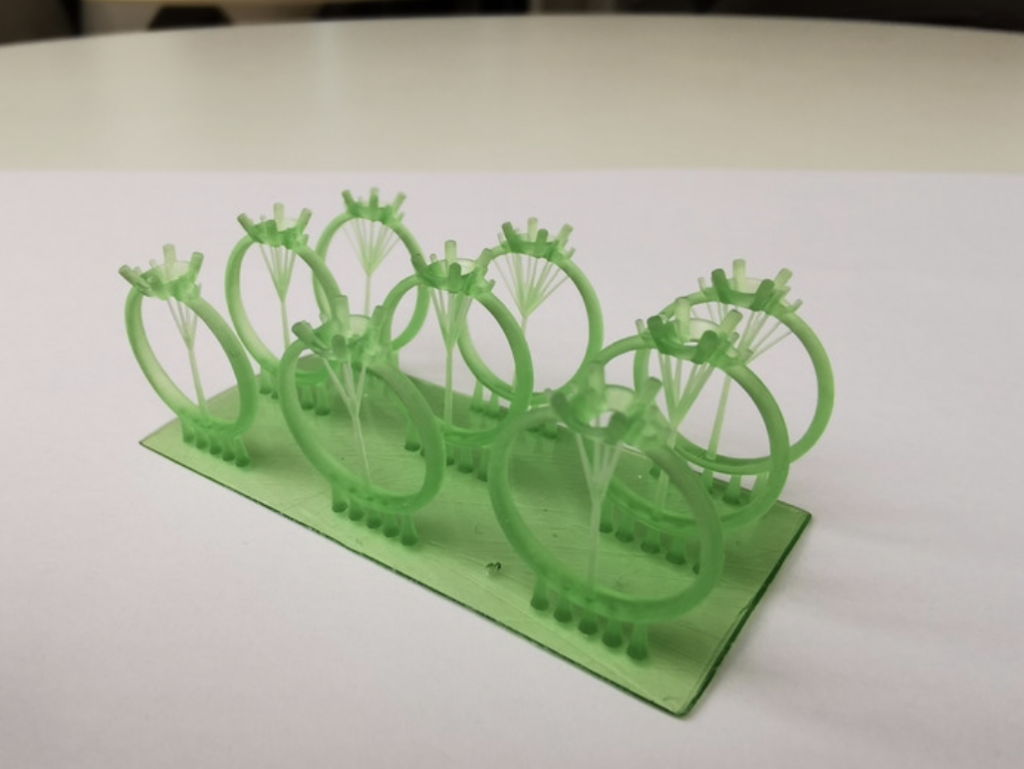
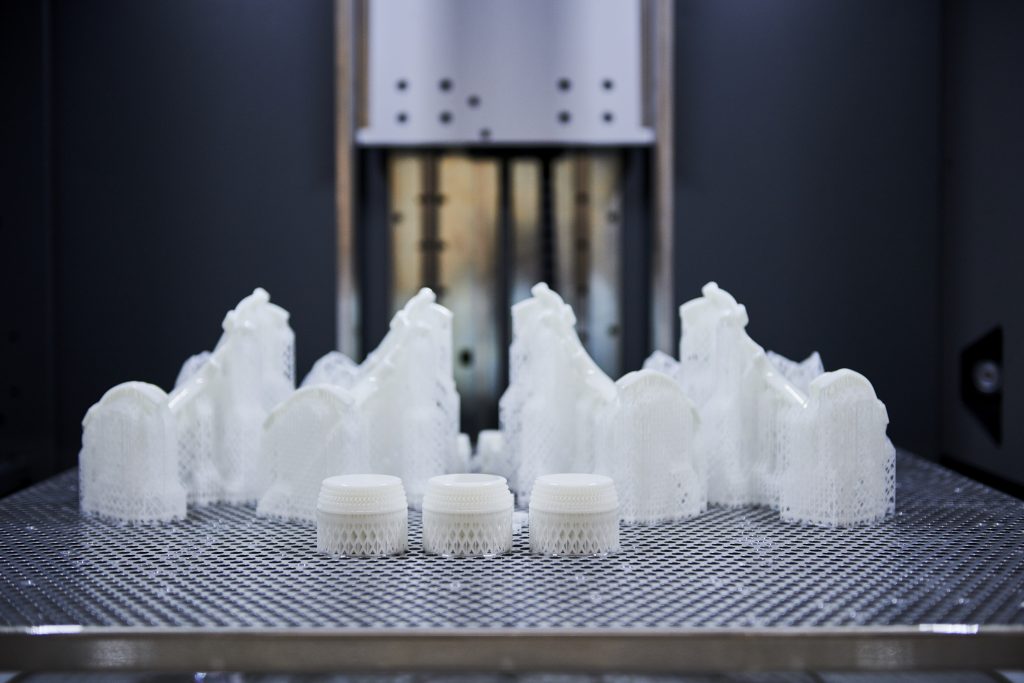
Glassomer resins can be shaped using a benchtop stereolithography printer or by casting against molds made our of e.g. silicones. Like other resins, the material polymerizes under UV light. The parts are washed and then processed at high temperature to give transparent fused silica glass. This process is executed in two steps: removal of the resin and sintering of the glass particles.
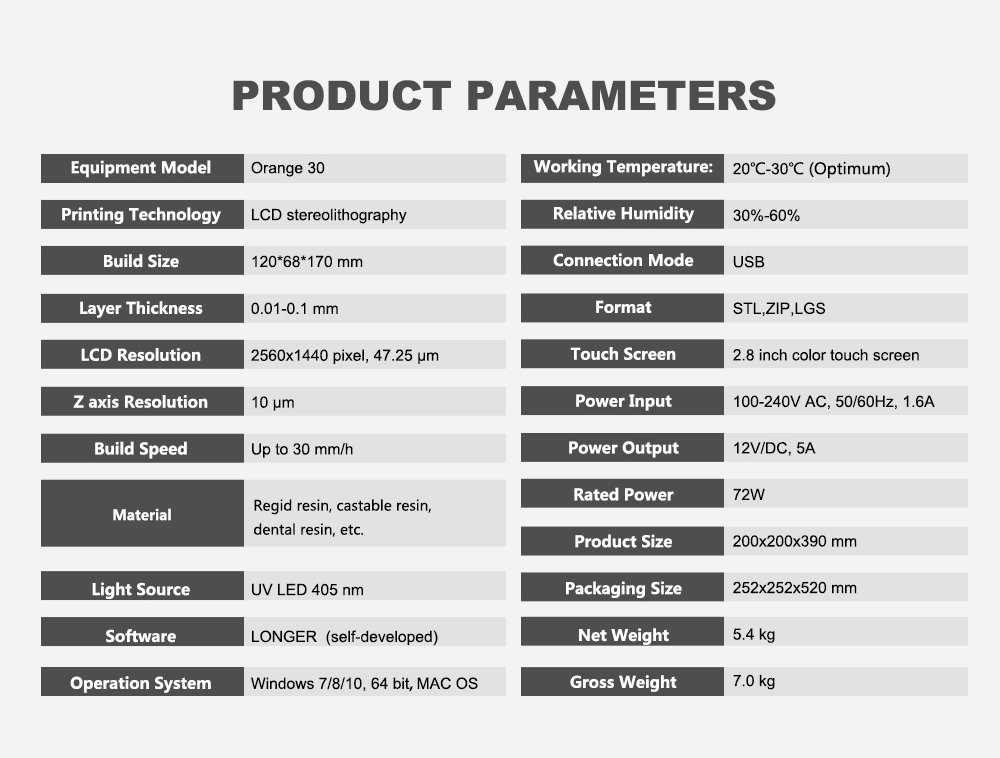
Do I need specialized equipment?
The printing process needs a standard, material open stereolithography printer. The thermal debinding process needs a programmable oven with temperatures up to 600 °C. Sintering requires an oven that withstands 1300 °C.
Is the process predictable?
During the sintering process the part shrinks but the shrinkage is completely isotropic (the same in each direction) and thus highly predictable and can be easily calculated in advance. For makers, they just need to resize their original print by the percentage of the shrinkage. For the Glassomer L50 formulation the linear shrinkage is 15.6 %.
Is it optically clear?
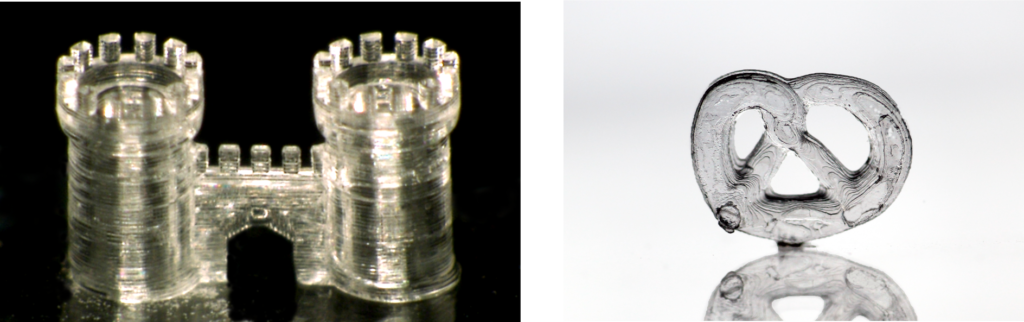
The finished part is completely transparent and clear. Fused silica is the purest glass out there, and it shows a high optical transparency throughout the wavelength spectrum of ultraviolet, visible and infrared light.
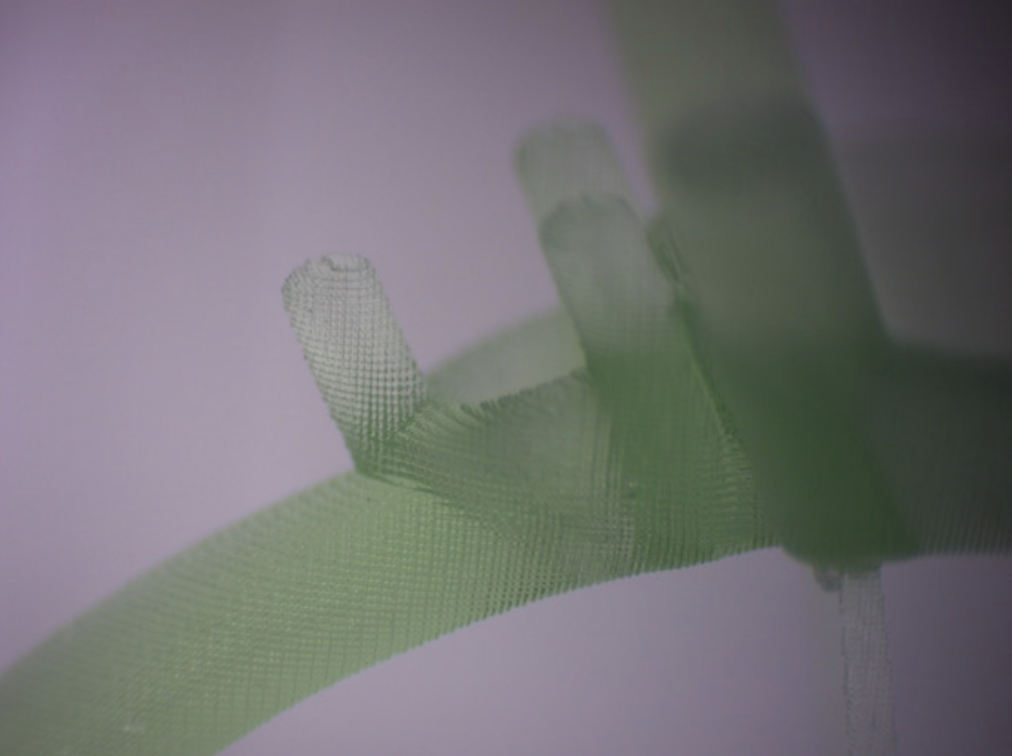
What can It be used for?
It can be used for printing optical parts, small chips or decorative objects. In general, for everything that requires high transparency and small structures, Glassomer is the material of choice.
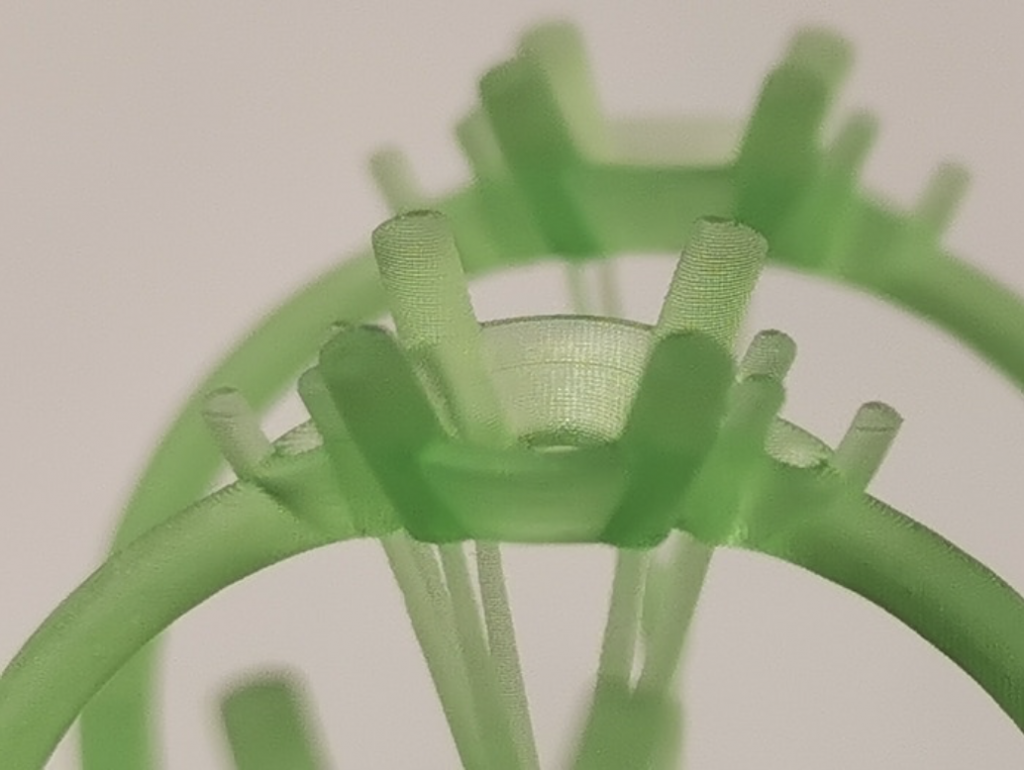
What customers are you seeing?
Glass is a versatile material used in a great variety of fields. Our customers come from different fields like optics & photonics, chemistry, MedTec. But we also get a lot of interest form the jewellery, art and design sectors.
What do you hope to achieve?
Glassomer has the potential to revolutionize the way we fabricate glasses. Glass shaping has always been a challenge – up until now it is not something that people could be easily be doing at home. Now working with glasses is as simple as working with polymer clay. We want to make glasses accessible to every modern fabrication technology – besides 3D printing that includes high-throughput processes like industrial molding. This way high precision glass parts will become customizable and affordable. In the future, all compact optics like the cameras in smartphones will be made from glass – ensuring a higher quality and robustness.
What do you expect to be able to make in mSLA?
Glasses are the number one material used in data transfer – fast internet connections rely on glass fibre cables. Those cables need to be connected to the electronics that we ultimately use for generating the data. Using mSLA and 2-photon polymerization we want to make compact optics and connectors to ensure a higher transfer efficiency.
How strong and durable is it?
The material is real fused silica glass. It is not the same glass we use for e.g. windows, it is of much higher purity. Fused silica is very stable against chemicals or heat. Upon heating it almost does not expand, thus you can (other than our everyday glassware) put it in a flame of 1000 C and then instantly cool it under water without causing cracks. It is, however, a glass – if you hit it with enough force, it will break.
What other variants will you develop?
So far the material is accessible to stereolithography printing we will further develop technologies for fused deposition modeling and other forms of 3D printing and industrial molding.
What is holding back 3D Printing?
We still live in a world of abundance – the industry will need more time to understand that the future of fabrication is high-quality on-demand customized products instead of unspecific over-production. 3D printing still needs to improve in terms of production fidelity, production speed as well as available materials. At Glassomer we constantly work on expanding the material palette of 3D printing and hope to contribute a significant part to the industrial advance of 3D printing.
The post Interview with Glassomer’s Dorothea Helmer: 3D Printing Fused Silica Glass on Desktop SLA Machines appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.