Additive manufacturing is changing the world. Another term for 3D printing, additive manufacturing differs from other forms of manufacturing in that, rather than removing material like machining, it adds material to create a product. This offers many unique advantages, from unprecedented customization and precision to a whole new world of shapes that are not possible with other techniques.
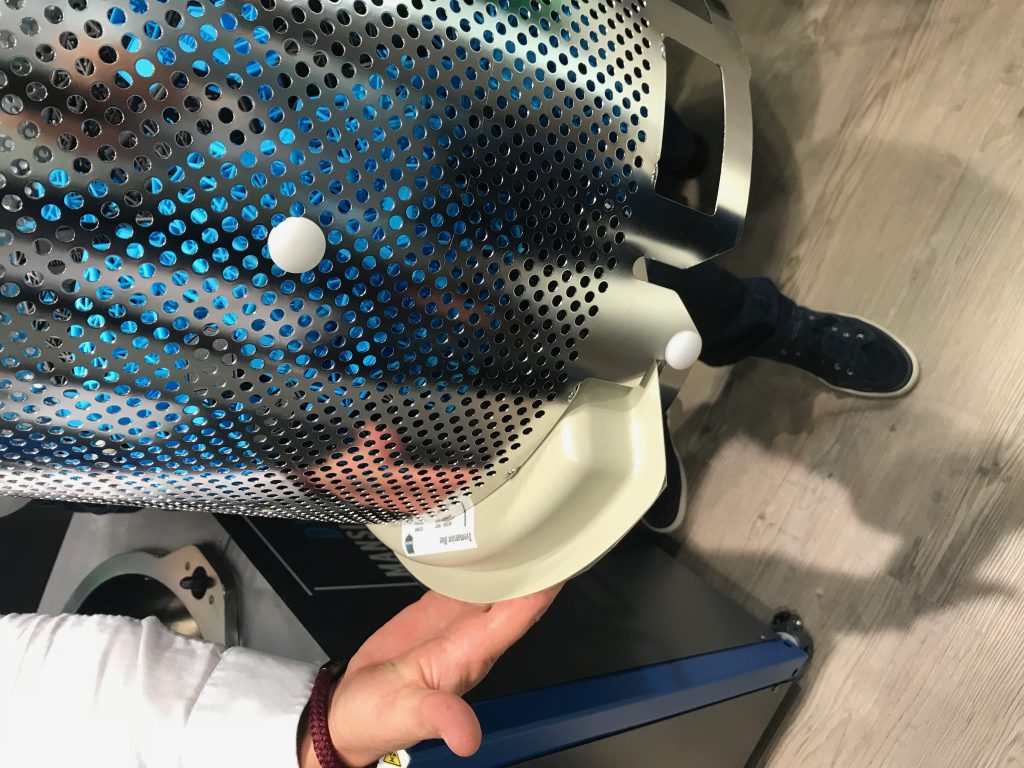
3D printing works by providing a carefully planned CAD file to a computer that runs a 3D printer. This machine prints the material layer by layer. There are a variety of materials and methods for 3D printing. You can 3D print plastic, nylon, metal, and more. Products can be printed through traditional 3D printing or through more specialized processes like selective laser sintering (SLS) or multi jet fusion (MJF), where there is no need for support structures to print complex designs. Between the design, material, and the process, no additive manufacturing job is quite alike.
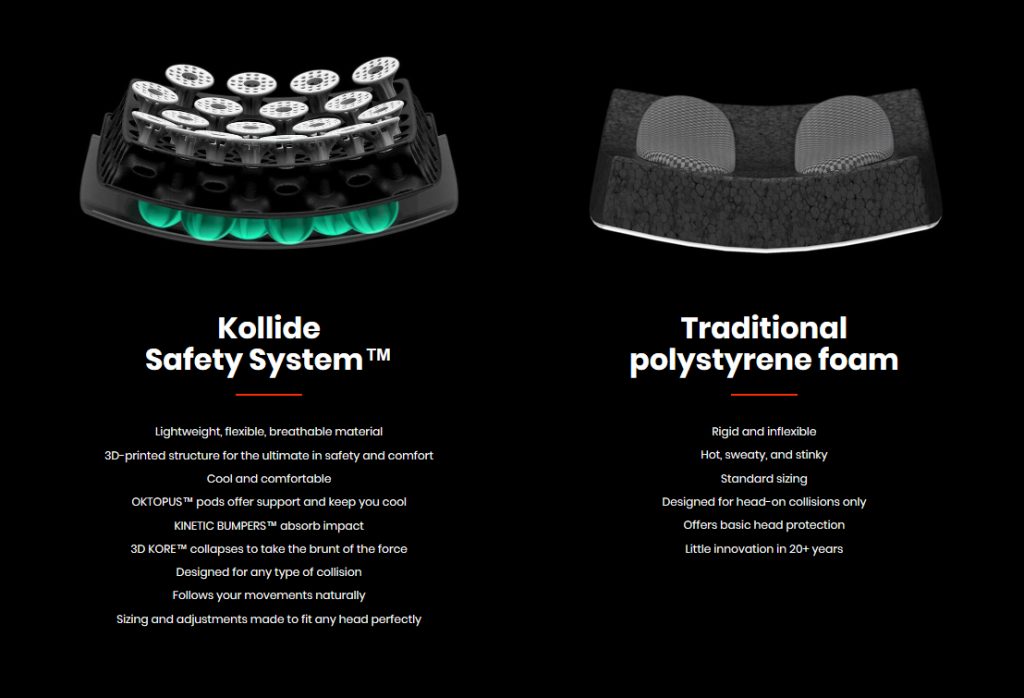
These factors allow for some incredible customization of designs. You don’t have to modify an existing template or object. Additive manufacturing allows for strangely shaped spaces and corners. Weight can be more easily managed thanks to this kind of customization and the wide range of available materials. Some designs are incredibly delicate yet smooth. There is no need for support structures for these designs, allowing a lot of creative freedom that wasn’t previously available once you got off the drawing board.
Additive manufacturing already sees a lot of use. There are plenty of hobbyists out there, certainly, but it’s also being used by businesses to do things like produce prototypes or even their main product from custom parts for almost anything to modeling kits. Companies such as HP and Honeywell are developing 3D printing technology as we speak. They’re looking to improve quality and efficiency as well as allow for a new range of materials to be printed. These are not pie-in-the-sky ideas, but real developments that are already making a mark.
This is because a company has a lot to gain from switching from traditional manufacturing techniques to additive manufacturing. 3D printing is a great way to save money. The ability to reduce weight can be a major factor, especially if you are looking to make parts. It’s possible to create hollow or honeycomb-structured parts that are just as strong and capable as solid ones, but much lighter.
You can also order to demand. other manufacturing techniques may require you to order a minimum number of products that is much larger than what you actually need. This is because there is a much larger start-up cost to these techniques for a product line and the company needs to make a profit, not a loss, on your order. Additive manufacturing does not work this way. You can order three or three-hundred products, whatever you need. The cost of an order largely comes from the material that needs to be used to make it.
This makes 3D printing an excellent choice if you do not need a massive, expensive order. The quality will still be high, but the price will be much lower and you won’t be stuck with stock you can’t sell, taking up room that can be better used for other things.
Additive manufacturing is less wasteful, too. Traditional manufacturing techniques are messy and leave a lot of scraps behind. Not so with additive manufacturing. It’s far more efficient with material. What scraps are produced are often recycled, melted back down to be used for more 3D printing. You are only charged for the material that is actually used to create the product(s), not what’s used plus the scraps that end up on the shop floor.
This incredible and increasing cost efficiency of 3D printing means additive manufacturing making waves in manufacturing. It’s not just for custom phone cases and graduate student research projects anymore. More and more businesses are choosing to use 3D printing to make their products. This has prompted new technological developments as the possibilities of 3D printing have been explored.
Check out these major developments in 3D printing for 2019 (which is only half over!):
- HP just opened its 3D Printing and Digital Manufacturing Center of Excellence in Barcelona, Spain. HP has been on the leading edge of 3D printer development. HP has just released new materials like Nylon 11 and TPU (a material that is highly flexible like rubber). This facility is a center for testing and collaboration between industry experts and customers alike. Expect to see a lot of additive manufacturing news to come out of here.
- Photocentric introduced its Liquid Crystal (LC) Magna system. This is their second largest LCD printer.This new 3D printer is 10 times faster than its predecessor. It has 23.8 inch 4K Ultra HD screen with a custom backlight. These allow for an average print accuracy of within 50 µm and model tolerances of less than 100µm. It takes only a few hours to produce batches of custom products.
- Autodesk, one of the major players in the additive manufacturing software world, released new add-ons for its 3D modeling software Fusion 360. This entry-level platform now provides cost-estimation and generative design. It’s a popular choice for those looking to start getting into 3D printing design and it is now an even better choice.
- EOS and ALM have just released HT-23, a new PEKK carbon fiber material that is a high-performance polymer that is extremely chemically resistant, has a high melt point, and is inherently flame retardant.
At Jawstec, we are ready to help your business take advantage of 3D printing. We keep track of the latest developments in the industry and our experts can leverage them to help you create the product you want. Whether you’re looking to produce a prototype or a whole product line, our 3D printing services offer an efficient, budget-friendly option. Contact us today to get a free 3D printing design quote so we can help you move your business forward with additive manufacturing.
The post Additive Manufacturing and 3D Printing in 2019 appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.