In pursuing the Distributed Recycling and Additive Manufacturing (DRAM) approach to open-source hardware development, a significant challenge lies in addressing the high cost of the compression screw component for alternative 3D printers, such as Fused Particle Fabrication (FPF) or Fused Granular Fabrication (FGF).
Platform solutions such as RepRap and Arduino, have allowed users and professionals worldwide to access or manufacture products or scientific tools themselves, cheaper and more effectively than commercial hardware products. Yet, as Dr. Joshua Pearce, of Michigan Technological University (MTU), notes in his study on the topic, open hardware lags the success of the open software community by about fifteen years. It is initiatives such as Dr Pearce’s Open Lab that are helping to bridge this gap—and in this case, with open hardware solutions that make FPF and FGF cheaper, more accessible, and more efficient than they are at present. The details of the lab’s work on the subject are described in a recent study, “Open Source Grinding Machine for Compression Screw Manufacturing.”
FPF or FGF are more effective than the traditional Fused Filament Fabrication (FFF) for DRAM, since they use raw plastic particles or granules which are more easily available and cheaper, instead of filament, to 3D print objects. Although it is has proven much cheaper and technically viable to produce filament from a variety of waste polymers, using an open-source waste plastic extruder (or recyclebot) – the process degrades the mechanical properties of the filament material over time, and limits its recyclability. In addition, commercially 3D printing filament is more expensive, at $20 per kg, than raw plastic pellets which are priced at $1-5 per kg.
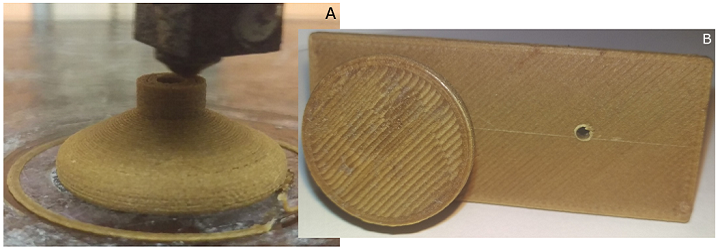
This is why FPF and FGF printers are seen as a more effective alternative for the DRAM approach, and are already being used by academia, maker communities and businesses—the best example for the latter being GigabotX, an open-source industrial 3D printer than can use a range of materials from Polylactic Acid (PLA) to polycarbonate (PC). However, FPF/FGF 3D printers are more expensive, primarily due to the high cost of the precision compression screw, compared to FFF printers, and commercially available screws are not only very expensive (over $700 for the filabot screw) but also limited in handling larger pellets due to their small scale and size.

Image courtesy of MDPI
This is where Dr. Pearce’s open source hardware solves the problem: by providing a low-cost open-source grinding machine, so users of FPF/FGF can fabricate a precision compression screw for about the cost of the bar stock. Users will no longer be limited to commercial designs, and will be able to customize or optimize the screw to suit their requirements in terms of channel depth, screw diameter or length, pitch, abrasive disk thickness, handedness, and materials (three types of steel, 1045 steel, 1144 steel, and 416 stainless steel).

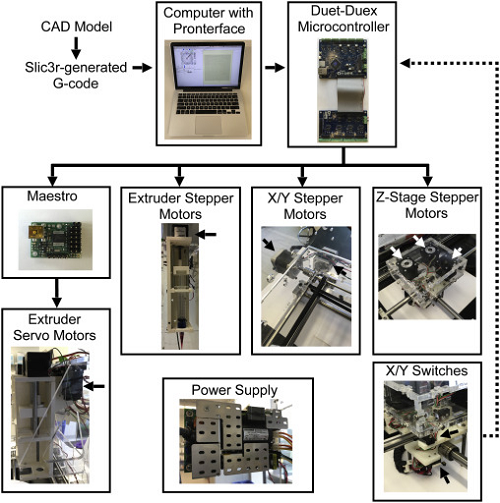
Image courtesy of MDPI
These compression screws will make recycling polymer particles/granules cheaper, more efficient, and flexible for FPF/FGF users, thus strengthening the case for DRAM as it pushes towards a circular economy.
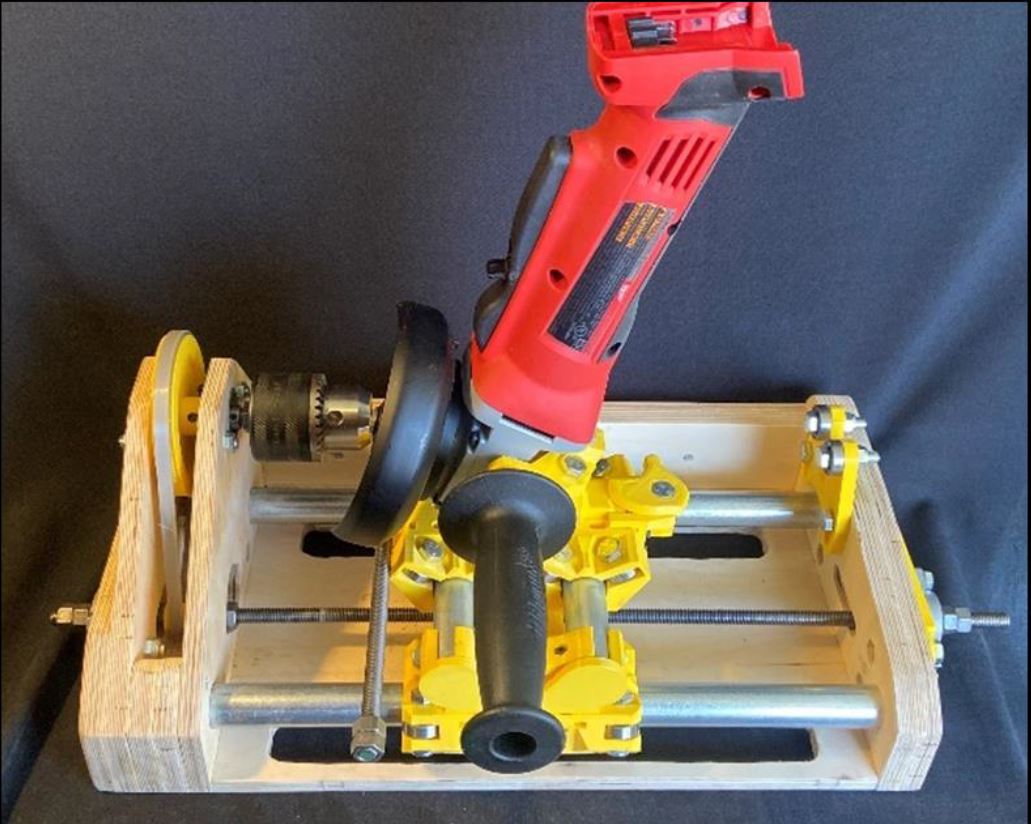
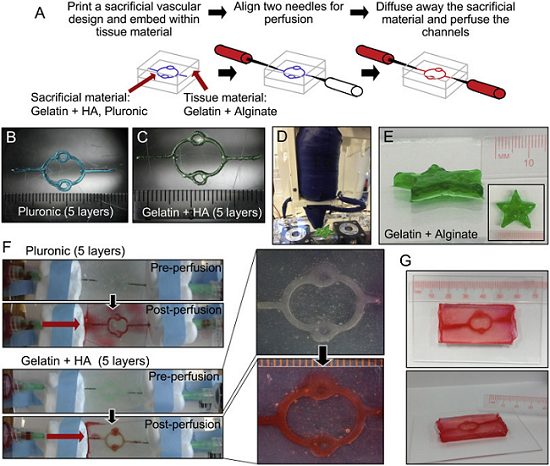
Image courtesy of MDPI
The grinding machine is made using an off-the-shelf cut-off grinder (approximate cost $130, ideally suited only for steel or stainless steel) and less than $155 in parts. It is classified as an outside diameter cylindrical grinding machine. All the 3D printed parts can be made using any desktop printer using PLA (in this case a Lulzbot Taz 6), and the plywood parts were prepared using a CNC wood router.
Dr Pearce has long been an advocate of open source, distributed manufacturing, and DIY solutions for students, businesses, and, in particular, for scientists and researchers. To help accelerate innovation, empower scientists and users dependent on or limited by expensive commercial equipment and supply chains, and to reduce the cost of scientific tools, Dr.Pearce has led the way with his open source software or hardware solutions and initiatives. He has helped develop the Recyclbot, respirators, ventilators, specialized 3D printers, scientific or medical device components, and more.
Among other work, he has also worked to show how DIY 3D printing could impact the toys and game market (reducing costs of simple and complex toys or games by 40-90%), how to develop open-source, affordable metal 3D printing solutions using GMAW, and to 3D print slot die cast parts, that cost thousands of dollars, for just cents. He is also the author of Open-Source Lab: How to Build your Own Hardware and Reduce Research Costs and teaches a renowned open source introductory course in additive manufacturing at MTU, which is now online and free.
This latest work shows just how far his lab is going to make manufacturing technology accessible, even down to the compression screw needed for FPF/FGF 3D printing. The design, instructions and files for the device are free, and available here.
The post Open Source Grinding Machine Cuts Cost of Pellet 3D Printing appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.