All kinds of research has been conducted regarding the mechanical properties of 3D printing materials, such as how they are effected by things like infill density, build orientation, temperature, and porosity. Researchers Adi Pandžić and Damir Hodzic from the University of Sarajevo and Aleksa Milovanović with the University of Belgrade were curious how much the color of PLA would effect material tensile properties in FDM 3D printing, and published a paper on their work, titled “Influence of Material Colour on Mechanical Properties of PLA Material in FDM Technology.” Different colors need different extrusion temperatures in 3D printing. The additives that make your PLA a different color also have influence on how your part prints and what properties it has. This much was already known, but to which extent do the different color formulations influence your mechanical properties?

The abstract reads, “Topic of this article is to investigate whether colour of PLA material effect on material tensile properties and in what amount. It will be tested more than 10 different colours of PLA material, and for every colour it will be tested 3 specimens. Specimens are prepared according to ISO 527-2, and all printed with same 3D printing parameters and with 100% infill. Also, all used materials are of same company and for every colour specimen will be 3D printed from same filament spool. All this is done to avoid other parameters to effect on material properties. The results of this study will be useful for colour selection of the PLA material without compromising the material tensile properties of 3D printed product.”
Many parameters are taken into account when it comes to the quality of FDM printed products, including things like infill pattern, layer height, nozzle diameter, and material characteristics. Polylactic acid, or the popular PLA we all know and love, is a polymer with a melting point between 150°-160° C, and is still the reigning material on the desktop.
“By reviewing the literature it can be noticed that the greatest accent is given to the influence of parameters on mechanical properties of material. Another characteristic barely evaluated is the influence of different material pigmentations,” the researchers explained. “Today, there are many different colours of PLA material of the same manufacturer, and in most cases it is assumed to have the same mechanical properties regardless of colour. This is one of the reasons why we chose to examine whether and how much the colour of the PLA material influences the mechanical properties of the finished product.”
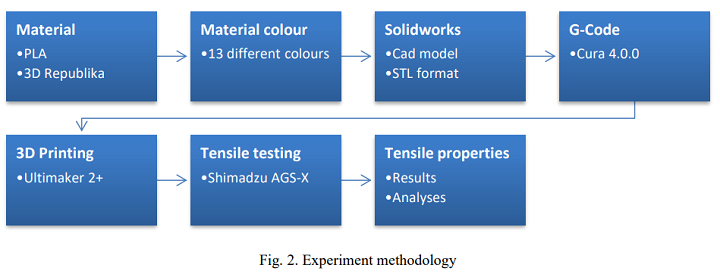
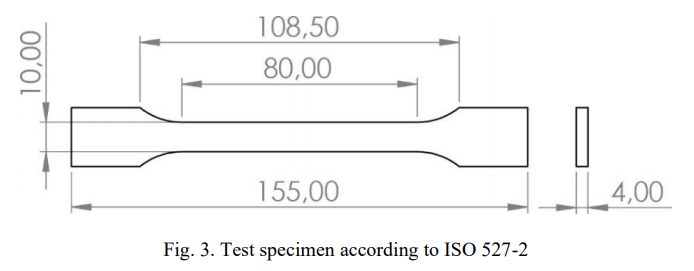
The team ordered 14 different colors of PLA from 3D Republika, with the same properties and characteristics, in order to investigate their potential influence on the mechanical properties of specimens made with the material. They used SOLIDWORKS to design samples according to ISO 527-2, and printed three different specimens for each color on an Ultimaker 2+, under the same conditions with 100% infill, and the “normal” profile from Cura 4.0.0 slicing software was used to prepare the G-code for the samples.
“Specimens are printed with “flat” printing orientation and 45˚ raster angle,” the researchers wrote. “Also brim around specimen is used for better adhesion with print bed and to reduce wrapping of material, after 3D printing it is removed from specimen.”
A Shimadzu AGS-X tensile machine was then used to perform tensile testing on the 42 3D printed PLA specimens. Properties like elastic modulus, strain, toughness, ultimate tensile strength (UTS), and yield strength were tested.
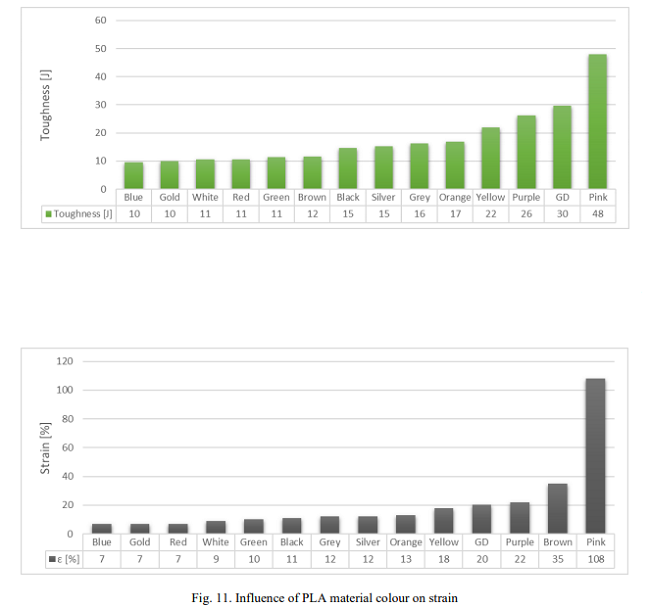
The team learned some interesting things, such as the fact that the red PLA had the highest elastic modulus, yield strength, and ultimate tensile strength, while pink had the lowest numbers for these. But, pink had the highest toughness and influence on strain, while blue had the lowest.
Once the testing was complete, the researchers determined the following:
• Color of PLA had an influence on elastic modulus, and varies up to 18% (from 2719MPa to 3217MPa) depending on color
• Color of PLA had an influence on yield strength, and varies up to 36% (from 30MPa to 41MPa) depending on color
• Color of PLA had an influence on ultimate tensile strength, and varies up to 31% (from 35MPa to 46MPa) depending on color
• Color of PLA had an influence on toughness, and varies over 300% (from 10J to 48J) depending on color
• Color of PLA had an influence on strain, and varies over 400% (from 7% to 108%) depending on color
“In future research, the influence of material colour on other mechanical properties (bending, hardness, pressure, etc.) should be examined, and also influence of colour on mechanical properties of other materials (ABS, PET, etc.),” they concluded.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
The post How does PLA Color Influence Mechanical Properties in FDM 3D Printing? appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.