A little over two years ago, GE acquired a 75% stake in metal 3D printing leader Concept Laser. Ever since then, GE Additive has been working to review and redesign the system, software, and design architecture of Concept Laser’s M LINE FACTORY 3D printer so that it’s in line with established GE processes. The modular system has also been undergoing beta testing with some selected customers. But today at formnext in Frankfurt, GE Additive announced that its first Concept Laser M LINE FACTORY systems will finally be delivered to customers in Q2 of 2019.
The M LINE Factory provides excellent reliability and automation, which in turn drives scalable, economical series production on an industrial scale – something that most current standalone machine solutions cannot achieve. As the technology continues its transition from prototyping to production, the demand for quality 3D printers, along with operators to run them and floor space to house them, is rising.
“The positive impact the M LINE FACTORY can have on our customers’ operations and their bottom line is huge,” said Jason Oliver, the President and CEO of GE Additive. “It’s important we provide technologically advanced systems that are reliable and add value to our customers. M LINE FACTORY delivers on those commitments.”

The system is an important part of GE Additive’s focus on providing reliable, repeatable 3D printers that are ready for series production. The M LINE FACTORY has a maximum build envelope of 500 x 500 x up to 400 mm³ (x,y,z), and is optionally equipped with one to four laser sources, each one delivering 1,000 W of power.
During the last two years of lifetime and rig testing, the company identified several areas for improvement that have since been incorporated, such as the onboard software system, which offers real-time, in-situ process monitoring, modularized architecture, and superior exposure strategies. The 3D printer’s automation and in-machine architecture have been improved, and its ease of service, scalable modular system design, serviceability, process control, and thermal stability have all been enhanced.
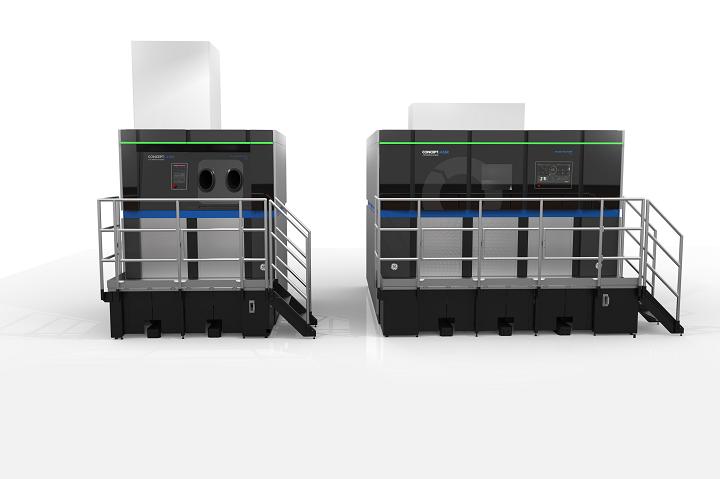
The set-up and dismantling processes, along with part production, actually occur in two independent machine units, which can either be combined or operated separately from one another, according to the customer’s preference. This makes it possible to run production processes in parallel, instead of sequentially, which increases the output quantity and availability of the process chain and lowers downtime.
The M LINE Factory LPS, which stands for Laser Processing System, increases the laser ‘on’ time by separating the pre/post processing unit from the individual work process, while at the same time maintaining an integrated machine design. Instead of forming a single continuous unit, the LPS is made up of an independent powder module, build module, and overflow module, which are of a uniform size and can each be activated individually now for the first time. An easy to use internal transport system is used to automatically transport the modules, and to maximize the efficiency of the system’s footprint, the modules can be stacked up in a series alignment as well.
Additional features of the M LINE Factory LPS include:
- Improved laser productivity potential due to increased overlap within the build field
- Frontload transport system of automated internal transport system
A flexible configuration makes it possible for the build and process time to dictate the LPS to the ratio of the M LINE Factory MHS, or Material Handling Station. This processing unit, which comes with an integrated sieving station, is for powder management and pre/post processing, and automates both the upstream and downstream stages of the production process.
Additionally, the MHS uses automation, digitization, and interlinking to provide interfaces to more conventional manufacturing methods. The MHS has high safety standards, including an automated module lidding system that contains full powder and inert gas, water-flood passivation of filters, contactless powder handling, and no manual handling in the process chamber.
 To learn more about the innovative M LINE Factory, which will ship to customers in Q2 of 2019, visit GE Additive at formnext this week in booth D30, Hall 3.
To learn more about the innovative M LINE Factory, which will ship to customers in Q2 of 2019, visit GE Additive at formnext this week in booth D30, Hall 3.
Discuss this news and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below
[Images provided by GE Additive]