It can be difficult for companies in the manufacturing industry to decide if they should adopt additive manufacturing technology into their workflow, as they have to contend with lengthy trial and error and incomplete or incorrect information. That’s why it’s so important to disseminate good information about 3D printing and encourage widespread adoption – only by integrating AM into the value chain can these companies achieve an advantage over competitors. For instance, less fuel consumption, and therefore less cost, due to the use of 3D printed lightweight components can only be truly measured over the lifetime of the part, not just the first time you try it.
 Tobias Schröer and Sören Münker from the Research Institute for Rationalization (FIR) at RWTH Aachen University, recognized the need for a holistic model that can, at an early stage of development, realistically compare the costs and technological advantages of using 3D printing, in order to help businesses speed up decision-making processes and determine helpful benefits. The researchers are part of the Collective Research Network (CORNET) project AM 4 Industry (AM4I), led by the privately managed agency Ecoplus Plastics and Mechatronics Cluster in Austria, and as part of the project, created an advanced, yet practical, cost-benefit tool that helps companies investigate and determine which components would be well-suited for 3D printing.
Tobias Schröer and Sören Münker from the Research Institute for Rationalization (FIR) at RWTH Aachen University, recognized the need for a holistic model that can, at an early stage of development, realistically compare the costs and technological advantages of using 3D printing, in order to help businesses speed up decision-making processes and determine helpful benefits. The researchers are part of the Collective Research Network (CORNET) project AM 4 Industry (AM4I), led by the privately managed agency Ecoplus Plastics and Mechatronics Cluster in Austria, and as part of the project, created an advanced, yet practical, cost-benefit tool that helps companies investigate and determine which components would be well-suited for 3D printing.
“Capturing the potential of additive manufacturing and exploiting it is a major practical challenge,” stated Schröer, Head of Production Management at the RWTH Aachen and co-developer of the cost-benefit model. “The cost-benefit tool clearly shows how to identify possible business cases by comparing costs and benefits at an early stage.”
According to its website, the goal of the AM4I network’s project is to “provide an approach for a supply-chain- and lifecycle-wide concept that enables producing companies implementing additive manufacturing in an economical way.”
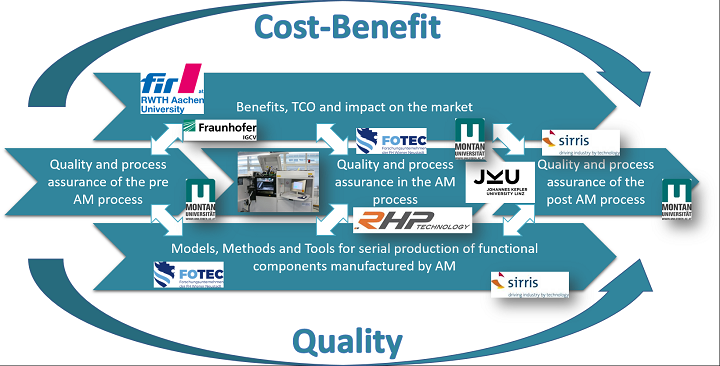
“In order to reach this goal it is necessary to include the whole value chain, including the quality and process assurance of the pre-AM-process, the AM-process, the post-AM-process,” the website states.
“The overall innovation target is to develop a platform model incorporating design, additive manufacturing and finishing aspects.”
51 companies and eight research partners from Austria, Belgium, and Germany researched successful industrial use cases of 3D printing for the project, which was financially supported by the Austrian Research Promotion Agency FFG. By creating these models, AM4I hoped to help companies successfully adopt and integrate 3D printing into their production workflow for real life business cases.
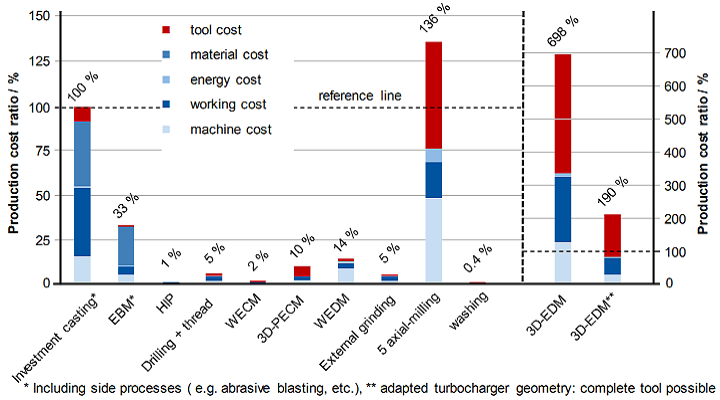
 The new cost-benefit tool allows for identification and evaluation of 3D printing usage in terms of generated benefits, as well as cost. This model helps businesses assess, in a structured way, the cost-benefit ratio for components and parts by recognizing and endorsing AM advantages and product characteristics that can be optimized with the technology. To find the applications with the most economic promise for 3D printing, the tool accounts for the full life cycle of a product, all the way from design, engineering and production to quality check, service, and after-sales. This helps industrial users compare and contrast various methods of production for different parts.
The new cost-benefit tool allows for identification and evaluation of 3D printing usage in terms of generated benefits, as well as cost. This model helps businesses assess, in a structured way, the cost-benefit ratio for components and parts by recognizing and endorsing AM advantages and product characteristics that can be optimized with the technology. To find the applications with the most economic promise for 3D printing, the tool accounts for the full life cycle of a product, all the way from design, engineering and production to quality check, service, and after-sales. This helps industrial users compare and contrast various methods of production for different parts.
You can find a summary of the Cornet AM4I project results here.
Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
The post AM 4 Industry Project Introduces Cost-Benefit Tool for Identifying Possible 3D Printing Business Cases appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.