
Canadian manufacturing service bureau Burloak Technologies and communications company MacDonald, Dettwiler and Associates (MDA) have agreed to collaborate in order to develop 3D printed satellite parts. The deal will see the companies continue their ongoing partnership for at least another five years, using additive manufacturing to optimize the design and manufacturability of a range of […]
3D printing industry news sliced: Formnext, America Makes, 3D Systems, Kingsbury, Amaero, Farsoon and more
In this edition of Sliced, the 3D Printing Industry news digest, we cover the latest business developments, partnerships, and acquisitions across our industry. Today’s edition features an update on Formnext, a change in leadership at 3D Systems, America Makes’ new AXIOM project, Electron Beam (EB) welding guns, and a ‘Dream Bus’ full of desktop 3D […]
Is 3D Printing a Threat to Forging?
If you close your eyes and meditate hard enough, plunging yourself into a deep transtemporal trance, you may be able to conjure up your ancient ancestors wielding a mighty hammer to smash and shape a hot piece of iron against an anvil. The world’s oldest recorded metalworking process, forging still exists today, albeit in a form somewhat removed from its inception over 6,000 years ago.
Forging processes apply force to shape metal. Most often, modern forging is associated with high temperatures heating metal workpieces to the point that they can be formed by machine-driven hammers or presses, sometimes using a die to smash the material into a specific geometry. However, there are other forging techniques that use warm or cold temperatures that ensure that metal parts don’t expand as a result of high heat and then shrink, thus resulting in better tolerances.
In the additive manufacturing (AM) industry, we love to talk about the various traditional manufacturing processes that are already being disrupted by 3D printing and forging is no different. Exactly how AM will disrupt the world of forging, however, is different from how it is impacting, say, casting and machining.
Forging has its major advantage in the physical strength of forged parts, which, due to the fact the internal grain structure deforms to follow the general shape of the part, are stronger than cast or machined parts. The cost of materials for forging processes is usually cheaper, but forging presses and dies can be costly, and parts usually require secondary processes, such as CNC machining, to achieve final tolerances.
Therefore, forging is usually reserved for less geometrically complex parts that need to be manufactured in a highly repeatable way from less expensive metals, such as iron and steel. This might mean wheel spindles, kingpins, axle beams and shafts for automotive parts; valves and fittings in oil and gas; pliers, hammers, sledges and wrenches in hardware and tools; connecting rods, cylinders, discs in general industry; shells, triggers, and other artillery parts; and bulkheads, spars, hinges, engine mounts, brackets, and beams in aerospace. Obviously, some of these parts can crossover from one vertical to another (e.g., brackets and hinges)
Those familiar with AM technologies may start to get a feel for where AM is best situated for impacting the forging market: low-geometric complexity, yet high strength material properties. If you’re thinking like we are, you are starting to consider the possibility of directed energy deposition (DED) for the fabrication of near-net-shape parts.
DED offers many of the same benefits and fits many of the same applications as forging, while providing some additional advantages. Using blown powder or a metal wire, DED can rapidly form a medium-to-large sized part to near-net-shape. Often referred to as “blanks”, these components are then finished using CNC machining.
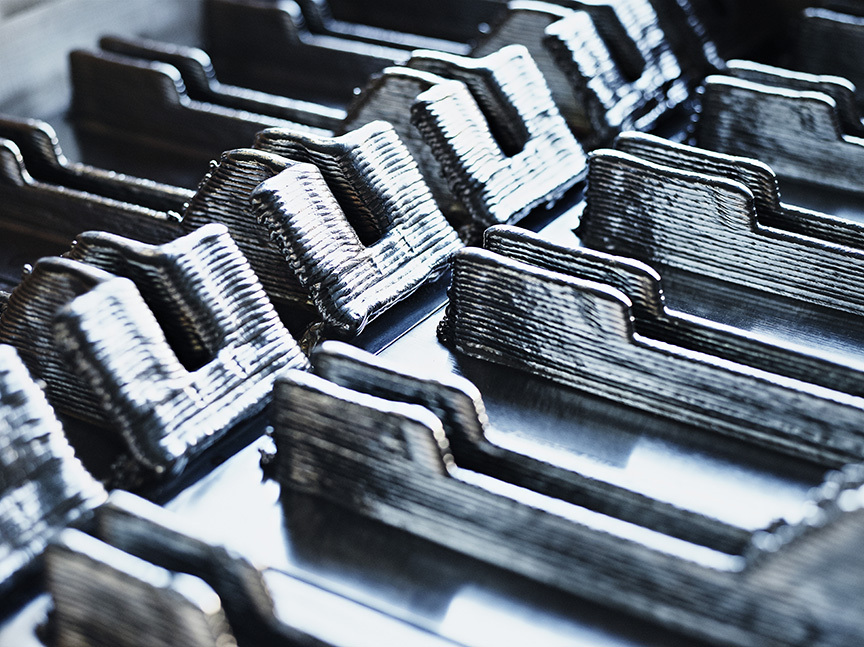
Blanks 3D printed using Norsk Titanium’s Rapid Plasma Deposition process. Image courtesy of Norsk Titanium.
DED can create a metal part closer to the final desired shape than forging, without the need for tooling. And, when it comes to more expensive materials like titanium, DED can potentially be more cost effective. For forged parts that would typically require dies, DED can be significantly faster. In turn, DED has the potential to reduce die, material and machining costs for certain components.

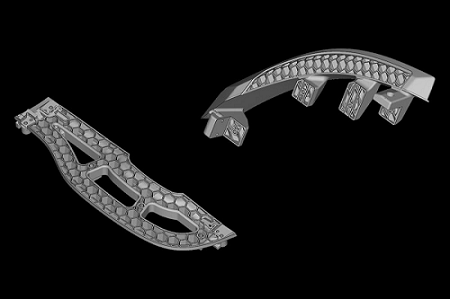
That same Norsk blank machine finished to final shape. Image courtesy of Norsk Titanium.
Specifically, those components will be low in number, when mass manufacturing doesn’t make sense and AM will actually be cheaper than forging. This means short runs of specialty components and prototypes. In other words, aerospace is the primary sector for DED as an alternative to forging at the moment. There are numerous DED companies targeting the aerospace industry, with aircraft manufacturers qualifying the processes and parts for installation on aircraft.
When it comes to part strength, DED components experience large thermal gradients during the deposition process that result in residual stresses that can lead to distortion and negatively affect the overall strength of the part. In some cases, heat treatment may even need to be implemented during the actual production of a part in order to relieve stress.
Naturally, systems manufacturers are working to overcome these issues, including closed-loop quality control and monitoring, as well as simulation software capable of compensating for stresses that will be experienced in a printed part.
Due to the issues discussed here, forging is not likely to be threatened by AM, but complemented by it. Forging is still the go-to choice for mass manufacturing sturdy, geometrically simple components, while DED can be used for small numbers of (often medium-to-large) specialty parts that would otherwise require tooling or must be made from high-performance, expensive metals. This might include structural components for the Boeing 787 Dreamliner or titanium brackets for the A350 XWB.
Once a DED system is brought in for such projects, auxiliary applications can then be found for the technology. For instance, DED machines can be used to repair dies for forging or to deposit additional features onto forged parts. Arconic actually developed a novel additive process called Ampliforge in which DED parts are first manufactured and then finished with forging to ensure the proper material properties of the components.
[Feature image courtesy of AMETEK.]
The post Is 3D Printing a Threat to Forging? appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Is Additive Manufacturing’s Future On Track with Process Control Technologies?
We take successful 2D printing for granted in the home or office. Simply press [CTRL+P] and what you see on the computer screen materializes in short order. Achieving the additive manufacturing equivalent of this simple computer command is a lofty goal that remains a central challenge for the broader 3D printing industry. Printing a part […]
Sciaky Joins R&D Initiative to Combine Traditional Metallurgy with Wirefed Metal 3D Printing Techniques

Metal 3D printing solutions provider Sciaky, Inc., well known for its extremely popular Electron Beam Additive Manufacturing (EBAM) process, just announced that it has entered into a research and development initiative with metallurgist expert Aubert & Duval – a subsidiary of the Eramet group’s Alloys division – and Airbus, one of its previous 3D printing partners. The ambitious initiative, also called the Metallic Advanced Materials for Aeronautics (MAMA) project, is being driven by the Saint Exupéry Institute for Research in Technology (IRT), and the academic partner for the project is the Production Engineering laboratory of the National School of Engineering in Tarbes, France.
“Sciaky is proud to work with the Saint Exupéry IRT, Aubert & Duval and Airbus on this exciting project. Industrial metal additive manufacturing technology continues to break new ground every day, and Sciaky is committed to keeping EBAM at the forefront of this movement,” said Scott Phillips, the President and CEO of Sciaky, Inc., a subsidiary of Phillips Service Industries, Inc. (PSI).
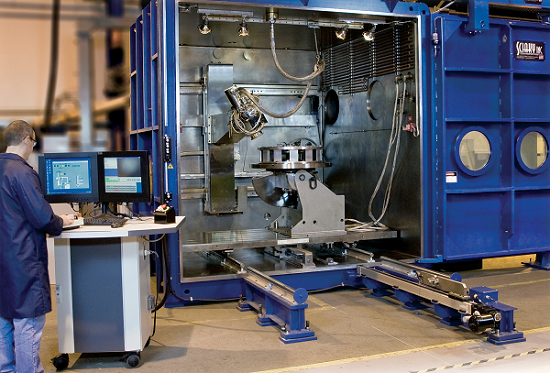
![]() In terms of work envelope, Sciaky’s exclusive EBAM technology is probably the most widely scalable metal AM solution in the industry. It’s the only industrial metal 3D printing process that has approved applications for air, land, sea, and space, with gross deposition rates up to 11.34 kg of metal an hour, and is able to manufacture parts from 203 mm to 5.79 meters in length. Rather than just melting the outer layer of the metal powder, the EBAM process completely liquefies the metal wire feed.
In terms of work envelope, Sciaky’s exclusive EBAM technology is probably the most widely scalable metal AM solution in the industry. It’s the only industrial metal 3D printing process that has approved applications for air, land, sea, and space, with gross deposition rates up to 11.34 kg of metal an hour, and is able to manufacture parts from 203 mm to 5.79 meters in length. Rather than just melting the outer layer of the metal powder, the EBAM process completely liquefies the metal wire feed.
The fast, cost-effective EBAM process offers a wide range of material options, including titanium, for large-scale metal applications, and uses its adaptive IRISS (Interlayer Real-time Imaging and Sensing System) to combine quality and control, as the patented system can sense, and digitally self-adjust, metal deposition with repeatability and precision. It is mainly due to the IRISS system that the Chicago-based company’s EBAM 3D printing process is so good at delivering, as the company puts it, “consistent part geometry, mechanical properties, microstructure, and metal chemistry, from the first part to the last.”

The goal of its combined MAMA project with Airbus and Aubert & Duval is to combine traditional metallurgy (high-power closed die forging) with new wirefed metal 3D printing techniques, such as Sciaky’s EBAM process, in order to come up with new processes for manufacturing titanium alloys that can be used to make aircraft parts. Based on the caliber of its partners, Sciaky made a good decision in joining the R&D initiative – Airbus is a 3D printing pioneer in the aerospace industry, and Aubert & Duval creates and develops advanced metallurgical solutions for projects in demanding industries, such as nuclear, medical, energy, defense, and aeronautics.
The project’s first phase has global funding in the amount of €4.2 million. 50% of this funding is supported by the French State as part of its “Investing in the Future” program (Programme Investissement d’Avenir, or PIA), while the other half is funded by industrial partners of the initiative.
Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
[Images provided by Sciaky, Inc.]
3D Printing News Briefs: April 6, 2019
We’re starting off today’s 3D Printing News Briefs with a product launch announcement – 3YOURMIND launched the full version of its Agile MES software software this week at AMUG 2019. Moving on, Sintratec will present its latest SLS 3D printer at RAPID + TCT next month in Detroit, Tiamet3D has joined Ultimaker’s material alliance program, and Sciaky entered into an agreement with KTM Consultants. Xometry just announced some important certifications, and nScrypt is 3D printing titanium parts. Moving on to the world of art and theatre, the Zurich Opera House is 3D printing props, and artist Andrea Salvatori worked with WASP to create a 3D printed art collection.
3YOURMIND Launched Agile Manufacturing Execution System (MES) Software
 After spending five years providing order management systems to scale for some of the industry’s AM leaders, 3YOURMIND has finally moved its software solutions to a production environment with the launch of its Agile Manufacturing Execution System (MES) earlier this week at AMUG 2019. The software uses smart part prioritization, rapid scheduling, order tracking, and custom AM workflow creation to improve machine utilization and make production more efficient, and an Early Access Program (EAP) allowed the company to receive direct feedback on its Agile MES software from representatives at companies like EOS and Voestalpine. The next step will be working to finalize machine connectivity.
After spending five years providing order management systems to scale for some of the industry’s AM leaders, 3YOURMIND has finally moved its software solutions to a production environment with the launch of its Agile Manufacturing Execution System (MES) earlier this week at AMUG 2019. The software uses smart part prioritization, rapid scheduling, order tracking, and custom AM workflow creation to improve machine utilization and make production more efficient, and an Early Access Program (EAP) allowed the company to receive direct feedback on its Agile MES software from representatives at companies like EOS and Voestalpine. The next step will be working to finalize machine connectivity.
“For Agile Manufacturing, the Agile MES will need to both GET and PUSH data from all major AM machines and post-processing systems. We are already integrating the data from several vendors into our software and expect to support all major machines,” explained 3YOURMIND’s CEO Stephan Kühr. “Receiving and processing machine data allows us to provide the documentation that is needed for quality assurance and to increase the repeatability of additive manufacturing. Pushing data directly to machines will be the key to automating production.”
Sintratec Showcasing New SLS 3D Printer at RAPID + TCT
 A few months ago, Swiss SLS 3D printer manufacturer Sintratec introduced its scalable, modular Sintratec S2. Now, the company will be presenting the printer in the US for the first time next month at RAPID + TCT in Detroit, which will also be Sintratec’s first time attending the massive event. What makes the Sintratec S2 stand out is its closed-loop workflow, as the complete system covers every process with its three modules: the Laser Sintering Station (LSS), the Material Core Unit (MCU), and the Material Handling Station (MHS). The 3D printer offers quick material changes, a 4K camera for print monitoring, improved ergonomics, and effective heat distribution through its cylindrical printing area and ring lamps.
A few months ago, Swiss SLS 3D printer manufacturer Sintratec introduced its scalable, modular Sintratec S2. Now, the company will be presenting the printer in the US for the first time next month at RAPID + TCT in Detroit, which will also be Sintratec’s first time attending the massive event. What makes the Sintratec S2 stand out is its closed-loop workflow, as the complete system covers every process with its three modules: the Laser Sintering Station (LSS), the Material Core Unit (MCU), and the Material Handling Station (MHS). The 3D printer offers quick material changes, a 4K camera for print monitoring, improved ergonomics, and effective heat distribution through its cylindrical printing area and ring lamps.
“The Sintratec S2 will boost the design of applications and gives the user the opportunity to set foot in small series production as well. And that for an unusually attractive price-performance ratio,” said Sintratec CEO Dominik Solenicki.
“With the Sintratec S2 solution we will be opening new opportunities for companies of any size.”
The price for the Sintratec S2 starts at $39,900, and you can see it for yourself at Sintratec’s booth 1753 at RAPID + TCT from May 20-23.
Tiamet 3D Joins Ultimaker’s Material Alliance Program
 Last year, Dutch 3D printing specialist Tiamet 3D, founded in late 2014, worked with Finland-based Carbodeon to develop the first nanodiamond-enhanced 3D printing filaments, which went on the market in September. Now the company has joined Ultimaker as a partner in its Material Alliance Program. Together, the two will offer end-users simple one click downloads of Tiamet’s ULTRA Diamond material profile, which is now available on Ultimaker’s Cura software. This collaboration is formally backed by Tiamet’s manufacturing partner Mitsubishi Chemical Performance Polymers (MCPP Netherlands).
Last year, Dutch 3D printing specialist Tiamet 3D, founded in late 2014, worked with Finland-based Carbodeon to develop the first nanodiamond-enhanced 3D printing filaments, which went on the market in September. Now the company has joined Ultimaker as a partner in its Material Alliance Program. Together, the two will offer end-users simple one click downloads of Tiamet’s ULTRA Diamond material profile, which is now available on Ultimaker’s Cura software. This collaboration is formally backed by Tiamet’s manufacturing partner Mitsubishi Chemical Performance Polymers (MCPP Netherlands).
Reid Larson, the Director and Co-Founder of Tiamet 3D, told us about some of the highlighted specs of its ULTRA Diamond material, including no additional nozzle wear, 6300 mpa stiffness, low moisture absorption and friction, improved thermal conductivity, and twice “the temperature resistance of normal PLA, Annealed goes to 125C HDT.” You can purchase one kg of ULTRA Diamond filament for €59.
Sciaky Increasing Sales Efforts Through New Agreement
 In an effort to increase the sales efforts of its Electron Beam Additive Manufacturing (EBAM) solutions in Australia, the Middle East, and New Zealand, Sciaky, Inc. has entered into an agreement with KTM Consultants, founded by metallurgist Trent Mackenzie in 2015. In terms of sheer work envelope, Sciaky’s massive EBAM systems are the industry’s most widely scalable metal 3D printing solution, able to produce parts ranging from 8 inches to 19 feet at gross deposition rates of up to 25 lbs of metal an hour. Additionally, its Interlayer Real-time Imaging and Sensing System (IRISS) is the metal 3D printing market’s only real-time adaptive control system capable of sensing and digitally self-adjusting its deposition.
In an effort to increase the sales efforts of its Electron Beam Additive Manufacturing (EBAM) solutions in Australia, the Middle East, and New Zealand, Sciaky, Inc. has entered into an agreement with KTM Consultants, founded by metallurgist Trent Mackenzie in 2015. In terms of sheer work envelope, Sciaky’s massive EBAM systems are the industry’s most widely scalable metal 3D printing solution, able to produce parts ranging from 8 inches to 19 feet at gross deposition rates of up to 25 lbs of metal an hour. Additionally, its Interlayer Real-time Imaging and Sensing System (IRISS) is the metal 3D printing market’s only real-time adaptive control system capable of sensing and digitally self-adjusting its deposition.
“I was immediately drawn to Sciaky’s EBAM technology because of its unique and robust capabilities. Industrial manufacturers of large metal parts need to explore the significant advantages that technologies like EBAM offer. It is truly a game-changer,” said Mackenzie.
Xometry Announces New Industry Certifications
![]() Digital manufacturing marketplace Xometry announced that it has just received ISO 9001:2015 and AS9100D certifications – some of the most rigorous, widely-recognized quality management designations in the industry. ISO 9001 helps organizations meet the needs and expectations of their customers in terms of quality management, while AS9100 meets customer demands in the exacting aerospace and defense industries. The company went through a major audit as part of the process, and its achievement definitely reflects how committed Xometry is to providing quality.
Digital manufacturing marketplace Xometry announced that it has just received ISO 9001:2015 and AS9100D certifications – some of the most rigorous, widely-recognized quality management designations in the industry. ISO 9001 helps organizations meet the needs and expectations of their customers in terms of quality management, while AS9100 meets customer demands in the exacting aerospace and defense industries. The company went through a major audit as part of the process, and its achievement definitely reflects how committed Xometry is to providing quality.
“We are thrilled to receive this designation. Our team members have a passion for providing great customer service while following the disciplines that give our customers peace of mind regarding on-time delivery, quality, and continuous improvement. It is yet another step towards achieving industry “best in class” status and being able to meet the expanded needs of our customers,” stated Xometry COO Peter Goguen.
nScrypt Develops Proprietary Method for 3D Printing Titanium
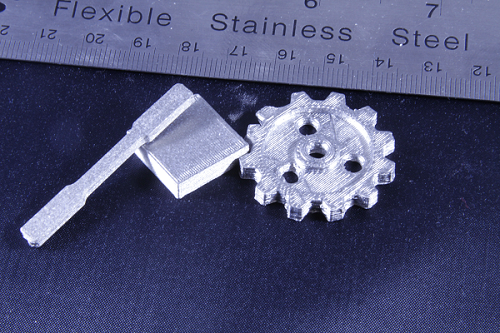
nScrypt 3D printed titanium gear, dogbone, and block
Florida manufacturer nScrypt, which develops high-precision Micro-Dispensing and Direct Digital Manufacturing equipment and solutions, is now focusing on repeatable 3D printing of metals for the medical, defense, and aerospace industries. The company has created a proprietary method for 3D printing titanium parts, which tests have shown display densities comparable to wrought parts. This method could easily work with other metals as well, such as copper, Inconel, and stainless steel, and nScrypt’s Factory in a Tool (FiT) systems can finish or polish areas with high tolerance features using its integrated precision nMill milling head. nScrypt’s Brandon Dickerson told us that the company expects to release more details on this later in 2019.
“The parts were printed with our SmartPump
Micro-Dispensing tool head, which runs on any of our systems,” Dickerson told 3DPrint.com. “The parts shown in the photos were printed on our DDM (Direct Digital Manufacturing) system, also known as our Factory in a Tool (FiT) system, which can run 5 tool heads at the same time, including our Micro-Dispensing, Material Extrusion, micro-milling, and pick-and-place tool heads. The parts were sintered after the build and the current densities are in the high 90% range. We expect our system to appeal to customers who want to do Direct Digital Manufacturing and need strong metal parts, but cannot build them with a powder bed system (for example, if the geometry would trap powder inside) or prefer not to use a powder bed system (for example, if they want a cleaner system).”
Zurich Opera House 3D Printing Props with German RepRap

Finished tutu for “The Nutcracker”, which was produced with the help of the x400 3D printer
Switzerland’s largest cultural institution, the Zurich Opera House, puts on over 300 performances a year, but the behind-the-scenes magic happens in the studios and workshops, where the props and costumes are made. The opera house uses the x400 3D printer from German RepRap, with assistance from Swiss reseller KVT- Fastening, to support its creative work by fabricating props and molds. This affords the institution more creativity and flexibility, as they can design objects to their exacting needs in 3D modeling programs, which also helps save on time and money. The opera house currently uses PLA, which is easy to handle, offers a variety of colors, and is flame retardant – very important in a theatrical setting.
“Often, the wishes and ideas of costume and stage designers are very diverse and sometimes extraordinary. It often happens that props are not available in the way designers have it in their minds. This is where the 3D printer is perfect for,” said Andreas Gatzka, director of theater sculpture at the Zurich Opera House.
“There are a lot of great benefits. Special wishes of stage and costume designers can be realized quickly as well as a short-term change of the objects, for example larger, smaller, longer, shorter, or whatever is needed.”
3D Printed Art Collection
 Artist Andrea Salvatori 3D printed the eye-catching pieces for his new collection, titled Ikebana Rock’n’Roll, using the Delta WASP 40100 Clay 3D printer – designed by WASP to be used by ceramic and clay artists. The collection just opened on stage at THE POOL NYC in Milan last week, and will be available to view until May 31st. With these 3D printed vases, Salvatori wanted to use “a miscellany of ceramic insertions” to mess with the high quality shapes 3D printing can achieve by adding asymmetry.
Artist Andrea Salvatori 3D printed the eye-catching pieces for his new collection, titled Ikebana Rock’n’Roll, using the Delta WASP 40100 Clay 3D printer – designed by WASP to be used by ceramic and clay artists. The collection just opened on stage at THE POOL NYC in Milan last week, and will be available to view until May 31st. With these 3D printed vases, Salvatori wanted to use “a miscellany of ceramic insertions” to mess with the high quality shapes 3D printing can achieve by adding asymmetry.
“The process of depositing the material and setting the spheres is a central theme in the Ikebana Rock’n’Roll collection, to the point of convincing Salvatori to name the works “Composition 40100”, as if they originated from a musical dialogue of the most varied tones. The artist upsets the algorithm reiterated slavishly by the machine with imperfect musical accents, the result from time to time of spontaneous actions and reasoned processes,” WASP wrote in a blog post.
“The ikebanes, proposed by Andrea Salvatori in the exhibition, transcend the experimental limits of an abstract investigation, representing a concrete territory in which 3D printing and ceramic art co-exist synergistically. The Master challenges the confrontation with the public, becoming also in this sector, precursor of a new genre in which WASP feels itself fully represented.”
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
2019 3D Printing Industry Awards update Enterprise 3D Printer of the Year Metal and Polymers
As the Academy Awards prepare to reveal which film will be taking home Best Picture this weekend, we have another update for you on the additive manufacturing “Oscars” – the 2019 3D Printing Industry Awards. In previous updates we have seen some of the companies already nominated for Personal 3D Printer (FFF) of the Year, Material Company […]
3D Printing News Briefs: October 20, 2018
We’re starting with some information about a couple of upcoming shows in today’s 3D Printing News Briefs, followed by some business and aerospace news. Sinterit is bringing its newly launched material to formnext, while Materialise has announced what products it will be presenting. Registration is now open for AMUG’s 2019 Education and Training Conference. Moving on, Sciaky sold its EBAM and EB Welding System to an aerospace parts manufacturer, while final assembly has been planned for the Airbus Racer, which features a 3D printed conformal heat exchanger. The Idaho Virtualization Lab is a leader when it comes to 3D printing dinosaurs, and the recently released movie First Man used 3D printed models during filming.
Sinterit Launches New PA11 Powder

Military glass case 3D printed with PA11 Onyx
Desktop SLS 3D printing company Sinterit has launched a new material – PA11 Onyx – which it will be bringing to formnext next month, along with its Lisa and Lisa 2 Pro 3D printers. According to Sinterit, this is first powder that’s ready for use in desktop SLS 3D printers, and it delivers excellent thermal, chemical, and abrasive resistance, along with better flexibility and impact resistance. PA11 Onyx is a high performance, lightweight, polyamide-11 bioplastic produced from plant-based renewable resources. In addition, the material also has high elongation at break, which means that durable finished products, like a military glass case and custom casings, can be opened and closed thousands of times without getting damaged.
“Our clients use a lot of electronic devices, like Raspberry Pi, that need a proper, individually made housing that can endure in unfriendly conditions. They are looking for durable materials but also require some elasticity and high-temperature resistance,” said Sinterit Co-Founder Konrad Glowacki. “PA11 Onyx delivers that.”
Come visit Sinterit at booth G41 in Hall 3.1 at formnext, November 13-16, to see its 3D printers and newly launched powders, which also include Flexa Black and Flexa Grey TPU materials.
Materialise Announces formnext Product Introductions
Materialise Magics 23
Speaking of formnext, 3D printing leader Materialise will also be attending the event in Frankfurt, and has just revealed what new product introductions it will be displaying at its booth C48 in Hall 3. Some of the highlights include new plastic and metal materials, like Inconel, Polypropylene, and Taurus, automotive applications, and the Materialise Magics 3D Print Suite; this last includes a new Simulation Module, the E-Stage for Metal 1.1 automatic support structure generation upgrade, and Magics 23, the latest software release.
Additionally, there will also be presentations from Materialise partners and the company’s own experts, like Lieve Boeykens, the Market Innovation Manager for Materialise Software. Boeykens will be presenting on the TCT Stage about “Reducing Costs and Speeding Up the Validation of AM Parts” on November 15 at 4 pm. Visit the Materialise formnext site for updates.
AMUG Conference Registration Open
 The Additive Manufacturing Users Group (AMUG) just announced that online registration is now open for its 2019 Education & Training Conference, which is now in its 31st year and will be held in Chicago from March 31-April 4. The conference is open to owners and operators of industrial 3D printing technologies for professional purposes, and welcomes designers, educators, engineers, plant managers, supervisors, technicians, and more to share application developments, best practices, and challenges in 3D printing. The program has been adjusted to include more hands-on experiences and training, and will include workshops, technical sessions, and even a new Training Lab. There will also be networking receptions, catered meals, the two-night AMUGexpo, a Technical Competition, and the fifth annual Innovators Showcase, featuring special guest Professor Gideon Levy, consultant for Technology Turn Around.
The Additive Manufacturing Users Group (AMUG) just announced that online registration is now open for its 2019 Education & Training Conference, which is now in its 31st year and will be held in Chicago from March 31-April 4. The conference is open to owners and operators of industrial 3D printing technologies for professional purposes, and welcomes designers, educators, engineers, plant managers, supervisors, technicians, and more to share application developments, best practices, and challenges in 3D printing. The program has been adjusted to include more hands-on experiences and training, and will include workshops, technical sessions, and even a new Training Lab. There will also be networking receptions, catered meals, the two-night AMUGexpo, a Technical Competition, and the fifth annual Innovators Showcase, featuring special guest Professor Gideon Levy, consultant for Technology Turn Around.
“As the AM community evolves, so will AMUG,” said Paul Bates, the President of AMUG. “We are excited to present the new program with the goal of continuing to act on our mission of educating and advancing the uses and applications of additive manufacturing technologies.”
Sciaky Sells EBAM and EB Welding System to Asian Aerospace Parts Manufacturer
VX-110 EBAM System
Metal 3D printing solutions provider Sciaky, Inc. has announced that an unnamed but prominent aerospace parts manufacturer in Southeast Asia has purchased its dual-purpose hybrid Electron Beam Additive Manufacturing (EBAM) and EB Welding System. The machine will be customized with special controls that allow it to quickly and easily switch from 3D printing to welding. The system will be used by the manufacturer, remaining anonymous for competitive purposes, to 3D print metal structures and weld dissimilar materials and refractory alloys for said structures, as well as for other aerospace parts. Delivery is scheduled for the second quarter of 2019.
“Sciaky is excited to work with this innovative company. This strategic vision will allow this manufacturer to reduce operating costs by combining two industry-leading technologies into a single turnkey solution,” said Scott Phillips, President and CEO of Sciaky, Inc. “No other metal 3D printing supplier can offer this kind of game-changing capability.”
Airbus Plans Final Assembly for Racer

Scale model of the Airbus Racer on display at Helitech International 2018. The manufacturer is aiming for a first flight of the demonstrator in 2020. [Image: Thierry Dubois]
Together with partners of its Racer demonstration program, Airbus Helicopters explained that it definitely expects to meet performance targets, and complete the first flight of the compound helicopter on time in 2020. The 7-8 metric ton aircraft, in addition to a targeted cruise speed of 220 knots and 25% lower costs per nautical mile compared to conventional helicopters, will also feature several advanced components, including a three-meter long lateral drive shaft. Avio Aero was called in to 3D print a round, conformal heat exchanger for each later gear box, which will help achieve reduced drag.
The preliminary design review was passed last July, with final assembly targeted to begin in the fourth quarter of 2019. The flight-test program will likely be 200 flight hours, with the second part focusing on demonstrating that the Racer will be able to handle missions like search-and-rescue and emergency medical services. The program itself is part of the EU’s Clean Sky 2 joint technology initiative to help advance aviation’s environmental performance.
Idaho Virtualization Lab is 3D Printed Dinosaur Leader
 The Idaho Virtualization Laboratory (IVL), a research unit housed in the Idaho Museum of Natural History on the Idaho State University campus, has long been a leader in using 3D printing to digitize and replicate fossils and skeletons. Museum director Leif Tapanila said that IVL’s 3D printing program has been ongoing for the last 15 years, and while other labs in the country are more driven by research, the IVL is operated a little more uniquely – it’s possibly the only program in the US that goes to such great extent to 3D print fossils.
The Idaho Virtualization Laboratory (IVL), a research unit housed in the Idaho Museum of Natural History on the Idaho State University campus, has long been a leader in using 3D printing to digitize and replicate fossils and skeletons. Museum director Leif Tapanila said that IVL’s 3D printing program has been ongoing for the last 15 years, and while other labs in the country are more driven by research, the IVL is operated a little more uniquely – it’s possibly the only program in the US that goes to such great extent to 3D print fossils.
Jesse Pruitt, lab manager of the Idaho Virtualization Lab, said, “Everybody does a little bit of this and a little bit of that, but no one really does [everything we offer].
“We do our own internal research, we digitize our collections and we also do other people’s research as well.
“It’s not something you see at a smaller university. For this to exist at the level that it exists here is pretty remarkable in my mind.”
The IVL is also one of the only programs to have a large online database of the 3D models it creates, and works to spread knowledge about its 3D printing processes to students and researchers.
3D Printed Models for First Man Movie
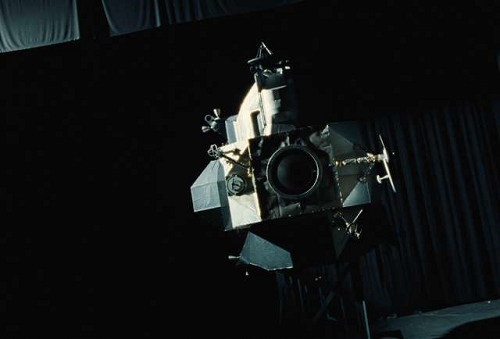
Lunar module miniature [Image: Universal Pictures]
While many movies swear by CGI to create special effects, there are some directors and production crews who still prefer to use old school miniatures and models. But old school meets new when 3D printing is used to make these models for practical effects. Oscar-winning director Damien Chazelle used some 3D printed miniature model rockets for his new movie First Man, which was just released a week ago and is all about Neil Armstrong and his legendary first walk on the moon. The movie’s miniature effects supervisor Ian Hunter, who won an Oscar for Visual Effects for Interstellar, was in charge of creating and filming the models, which included a one-thirtieth scale miniature for the giant Saturn V rocket and one-sixth scale miniatures of the Command/Service Module and Lunar Excursion Module.
“We had banks of 3D printers running day and night, running off pieces. We also used a lot of laser-cut pieces,” Hunter said about the Saturn V rocket miniature. “The tube-like shape of the rocket came from PVC piping, with the gantry made of acrylic tubing, along with many 3D printed and laser cut parts.”
The 3D printed model of the Saturn V rocket even made it into one of the trailers for the film, and the film itself.
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
3D printing news Sliced: United Nations, Mini, Rocket Lab, Sciaky and more
Today Sliced, our regular 3D printing news digest, features the latest educational innovations from the National Institute of Technology, Trichy, I-Form, the Advanced Forming Research Centre, the Beijing Institute of Technology and more. From industry, we see how cutting edge 3D printing applications are underway at MINI, Rocket Labs and Kleos Space. There is also an update […]
Will GEFERTEC’s 3DMP Metal 3D Printing Process Make 3D Printing Large Metal Structures Affordable?
German company GEFERTEC’s 3DMP process is a very interesting metal 3D printing technology. We profiled the company and its wire fed 3D printing technology a few months ago. Rather than focus on inexpensive parts (inkjet) or fine mechanical small parts (DMLS, SLM) their wire arc based technology is focused on large 3D printed metal parts. How large? Well, how about 1 meter or five-meter parts made out of various metals? What’s more, the industrial firm is committed to making its process affordable by opening up the process to let people use traditional low-cost wire arc feedstock. By positioning the technology in this way the company is trailblazing into the construction of airframes, wing spars and large structural components in aircraft.

Welding based technologies such as Trumpf’s, Sciaky‘s and Optomec as well as the various other Directed Energy Deposition technologies are much less well known than DMLS/SLM/LPBF powder bed fusion technologies. Developed during the cold war they were extensively used on the Shuttle and other space programs before people decided to do something brilliant and make a wire arc or other welding technology go up a layer. They often are used for defense-related applications such as satellite, missile or experimental aircraft structural components. Indeed a number of these technologies were specifically developed for such defense applications.
At the moment aerospace companies are very publicly focusing on tiny components. This means that they can gain from the advantages of 3D printing with these small components quickly while qualifying technologies. In my mind, the huge leap in design capabilities will also happen once full airframes, rockets, warheads and other large several meters in size components are qualified for aviation. At the moment this is being done on the down-low but the move towards civil aviation is happening behind the scenes. We now can see the market split into three in what I’ve termed the Goldilocks Moment. Essentially we’re seeing distinct segments in low cost, fine mechanical and large metal printing technologies emerge. One of the companies vying for a prize of the large-scale printing of metal parts for aerospace and other applications is the German firm GEFERTEC. We asked Tobias Röhrich the CEO of GEFERTEC to tell us about his firm and the 3DMP technology.
What is 3DMP? What kind of parts are ideal for the technology?
“3DMP stands for 3D Metal Print. It is the most economic additive manufacturing process for big metal part based on wire and arc. There are a lot of different interesting application scenarios for 3DMP. Once the parts must be made from metal, 3DMP is an economically and technically viable option for parts of a certain size, which are expensive or difficult to manufacture with conventional methods. In case you are looking at substituting milling it is of interest when expensive or difficult to machine materials are being processed. Especially when you look at parts with high cutting volume. 3DMP can be also an economically and logistically alternative to casting or forging in particular in case of low quantity lots, where you could save on the tooling cost and gain delivery time advantages.
“Furthermore, there is a list of functional and structural benefits of parts made by 3DMP that would be unthinkable using conventional methods. It is possible to generate inner structures like closed hollow parts, cooling channels etc.. For many applications for example in tool manufacturing, it is of great interest of combining different material layers in one part, like having a mild steel body and a hardfacing on top.”
What sizes can you print parts?
“3DMP, especially comparing with laser and powder, is a very economical 3D printing process for bigger parts. The maximum size of the built structure reaches in the standard machines almost 3m³. Besides that the process is scalable, meaning it is technically possible and economically viable to use 3DMP for even bigger parts. In a joint effort, GEFERTEC and AIRBUS are driving a project looking at the possibility of printing titanium parts of 7 to 8 m size.”
What materials are possible?
“Basically, you can use all of the conventional welding wire usable for this process, whereby one has to say that there are materials that are easier to handle and there are those with special challenges. We already control the process for about 30 different metals, amongst them tooling steels, stainless steels, high alloy steels, nickel-based alloys, titanium, copper based alloys, different aluminum alloys and many more.”
How are you positioning the technology vis a vis DMLS and DED?
“If you compare the different printing methods it is notable that there are different properties and applications coming along with them. 3DMP is an economical, easy to handle and robust technology for printing of big metal parts. Instead of powder and laser, 3DMP uses the wire and the arc. This has consequently a lot of advantages comparing it. One is the build rate, that compared with for example the DMLS is about 10-15 times higher. Another advantage is the easy handling of the wire instead of the complexities one has to deal with using metal powder. Furthermore, the wire is significantly less costly, there is a great variety of proven and certified materials available in the market for a technology that has essentially been used for about a 100 years.”

Is using wire feedstock cheaper than using powder?
“Yes. Using wire is significantly cheaper than using powder. Having said that, it is also more efficient. Meaning with a wire you have almost a 100% of a material to part conversion. Using powder you, unfortunately, have a significant percentage of lost material.”
What kind of surface roughnesses can you achieve? Densities?
“The aim of 3DMP is to produce near net shape parts which will be milled afterwards. There will always be kind of a wavy surface due to the welding beads. The best you can achieve is about 0,3mm roughness, but again the purpose is not to produce finished parts. You have to mill afterwards and therefore it doesn´t matter to much if you have 0,3 mm or 1mm as roughness. Most of DMLS and DED parts need the milling as a finishing process as well, even though the reachable roughness would be finer. The relative density is 100%.”
What are the part costs when compared to inkjet metal, DED and DMLS? “This depends on the part, its geometry and its size. Generally speaking, the build rate, which is a big factor of the cost, is compared to DMLS 10 – 15 times higher. Big parts are not economically built up with DMLS, but are with 3DMP.”
What does a machine cost?
“Machine cost varies between 300 and 750 thousand Euro.”
Who are your target customers?
“We are targetting job shops, aerospace companies, the shipbuilding industry, the power plant industry, general machine builders and many more verticals.”