This week is packed full with 3D printing webinars and virtual events, with four taking place Tuesday, and two each on Wednesday and Thursday. We’ll tell you all about them below!
Digital Manufacturing Investor Day

First up, software provider Dyndrite will be hosting its first ever Digital Manufacturing Investor Day on Tuesday, June 30th, featuring both pre-recorded and live content. Investors and venture capital companies have been invited to hear lightning presentations by hardware and software startups from all around the world, and several industry investment firms will also give panel presentations. The advisors for the inaugural Digital Manufacturing Investor Day are Gradient Ventures, HP Tech Ventures, and The House Fund.
“This virtual event is an initiative to help link startups in the digital manufacturing space to investors in the industry. As supply chains have been recently disrupted and workforces have to remain distanced, so new digital manufacturing technology becomes even more critical as manufacturers figure out how to tackle these challenges.”
Register here.
Additive Manufacturing for Aircraft Interiors

Also on June 30th, a webinar about 3D printed aerospace applications will take place from 9-10 am EDT. “Additive Manufacturing for Aircraft Interiors – doing the trick for the In-Service Market” will discuss the use of polymer 3D printed parts for future aircraft cabins, how the technology can save money and time, possible new business opportunities for Maintenance Repair and Overhaul Providers (MROs), and what issues still remain, such as certification, investments, and availability of the right raw materials. Stephan Keil, Director Industrialisation for AM Global, will moderate the discussion between panelists Markus Glasser, Senior Vice President EMEA, EOS; Vinu Vijayan, Global Business Development Manager – Aerospace, EOS; Frederic Becel, Design Manager, CVE, Innovation Leader Aircraft Modification Division, Air France; and Karl Bock, Principal Design Engineer, Aircraft Modification Team, P21J Design Organisation, Lufthansa Technik.
“A wide spreading of AM manufacturing also has the potential to significantly change the supply chain setup of the Aero industry, impacting small and large suppliers, as distributed manufacturing moves closer to becoming a reality. Furthermore, new business models for spare parts and part design data may emerge, along with new services, which brings a need to tackle challenges around IP and regulation.”
Register here.
nScrypt’s Cutting Edge of Digital Manufacturing Webinar

nScrypt is also holding a webinar on the 30th, titled “Pushing the Envelope of Digital Manufacturing.” The first part of the Cutting Edge Digital Manufacturing webinar series will take place at 1 pm ET on the 30th, and the second part will occur at the same time on July 7th. Panelists Mark Mirotznik, PhD, University of Delaware; Jing Wang, PhD, University of South Florida and Oregon State University; Devin MacKenzie, PhD, University of Washington, and Raymond C. Rumpf, PhD, University of Texas at El Paso, will discuss the future of direct digital manufacturing, covering topics like metamaterial use, permeating electronics in structures for control, sensing, and smart features, and going from a CAD file to a final, multimaterial electronic product in one build.
“JOIN YET ANOTHER DISTINGUISHED PANEL for part ONE of an in-depth discussion on the future of direct digital manufacturing by some of the premiere additive manufacturing universities in the country. The projects these universities are working on are solving problems with traditional antennas and printed circuit boards (PCBs).
Register here.
ACCIONA’s Concrete 3D Printing Webinar

The last June 30th webinar will be held by ACCIONA, called “Let’s Talk Concrete 3D Printing.” It will take a multidisciplinary approach when discussing the technology’s use in the value chain, “where Innovation, Academia, Design, Manufacturing and Industry join together for a broad analysis of the technology.
Speakers will be Alaa K. Ashmawy, PhD, P.E. Dean and Professor for the School of Engineering at the American University in Dubai; Sualp Ozel, Senior Product Manager at Autodesk; Fahmi Al Shawwa, the CEO of Immensa Additive Manufacturing; Carlos Egea, Manager 3D Printing, Skill Center at ACCIONA; and Luis Clemente, COO 3D Printing at ACCIONA. The webinar will take place at 8:30 am EST, and attendees can join here.
3D Systems Webinar Featuring VAULT
On Wednesday, July 1st, at 10:30 am EST, 3D Systems will be holding a live webinar, “Advanced Your Engineering and Equip Sales to Win Business with SLA,” featuring VAULT, which manufactures enclosures for tablets in the point-of-sale industry. The company integrated 3D Systems’ SLA technology into its process, and the 45-minute webinar will explain how SLA can be used at every stage of business. VAULT will share customer reactions to quality and service, in addition to the training and on-boarding process, and explain how companies can win new business by providing access to high-quality 3D printed parts.
“Gaining a new client is all about gaining their confidence. No matter how refined your sales pitch, nothing wins trust or business faster than immediately following through on your promises.
“Join our live web event featuring VAULT’s VP of Engineering, Quentin Forbes, to find out how in-house 3D printing with 3D Systems’ stereolithography is helping the company build its reputation and client base.”
Register here.
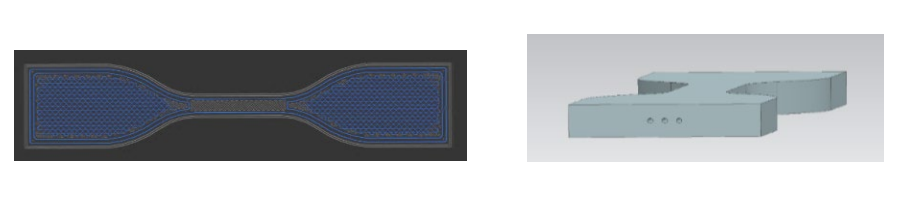
Webinar for New Metal 3D Printing Material

Also on July 1st, metallurgist expert Aubert & Duval will join Alloyed, formerly known as OxMet Technologies, in hosting a free webinar about ABD-900AM, a new nickel superalloy for metal additive manufacturing. When tested with laser powder bed fusion (LPBF) technology, the high-strength material offered improved manufacturability, as well as high creep and oxidation resistance, compared to common AM alloys. It also features ~99.9% density and is highly crack resistant. Adeline Riou, Global Sales Manager at Aubert & Duval, and Will Dick-Cleland, Additive Manufacturing Engineer at Alloyed, will give an overview of the material’s properties, along with several interesting case studies, during the 30-minute webinar.
“Designed for use at high temperatures up to 900°C / 1650°F, ABD®-900AM has been tailored for AM by Alloyed not just for high mechanical properties, but also for excellent printability. Compared with Ni718, ABD®‑900AM provides a minimum of 30% improvement in yield stress at temperatures >800°C and a creep temperature capability improvement by up to 150 o C – similar to alloy 939 and alloy 738.”
The webinar will begin at 11 am EST, and you can register here.
Stratasys Aerospace Webinar Series Continued

Stratasys will continue its new aerospace webinar series this Thursday, July 2nd, with “Value Proposition of AM to Airlines.” During this hour-long webinar, Chuan Ching Tan, General Manager, Additive Flight Solutions (AFS), will speak about several related topics, including when and where additive manufacturing can make its business case to airlines, use cases – especially regarding aircraft interiors – by AFS to airlines, and other issues to get past in order to speed adoption of the technology.
You’ll have to wake up early if you’re in my time zone – the webinar will take place at 4 am EDT. Register here.
VO Webinar: Coming of Age for Additive Manufacturing
![]()
Recently, Viaccess-Orca (VO), a global provider of advanced data solutions and digital content protection, joined the collaborative 3MF Consortium as a Founding Member. Now, it’s presenting a free 45-minute webinar with HP and Autodesk, also active members of the 3MF Consortium, about “Additive Manufacturing’s coming of age: the essential role of data security and standards.” The webinar, also held on July 2nd, will focus on the importance of data security and standards as the closed AM ecosystem moves to a more open future. Dr. Phil Reeves, Managing Director of Reeves Insight Ltd, will facilitate the discussion between speakers Scott White, Distinguished Technologist, 3D Software and Data, HP, Inc.; Martin Weismann, Principal Software Engineer for Autodesk; and Alain Nochimowski, Executive Vice President of Innovation at VO.
Learning objectives of the webinar will include why data standards are so important for the growth and deployment of the technology in the Industry 4.0 supply chain, how 3D CAD and AM hardware vendors can embrace both interoperability and data standards to benefit customers, what the 3D printing industry can learn about analytics, traceability, and data security from more mature industries, and the consortium’s newly released Secure Content specification. At the end, there will be a Question and Answer session, facilitated by Laura Griffiths, Deputy Group Editor at TCT. The webinar will take place at 10 am EST; register here.
Will you attend any of these events and webinars, or have news to share about future ones? Let us know! Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the comments below.
The post 3D Printing Webinar and Virtual Event Roundup, June 28, 2020 appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.