The use of 3D printing in furniture design has
allowed for the creation of highly precise, intricate and functional works of
art that use materials in fresh, imaginative ways. Many designers are using 3D printing
to create modern, sometimes futuristic furniture that uses the aesthetic of
machine made textures to its advantage. Here are a few to get started:
Folding Stool Printed by SLS Technology
In 2006, Patrick Jouin from Belgian design company Materialise.MGX created the ultimate practical folding seat with the One Shot Stool. The stool is designed to twist in one simple motion from a narrow folded position not much larger than a walking stick or folded umbrella into a sturdy and functional seat. The stool has a modern, fresh aesthetic and is easy to transport and store. The stool was printed using Selective Laser Sintering and the stool and all of its moving parts and hinges were cut out of the same piece of material.
The Most Intricately Detailed Chairs You’ve Ever Seen
Team CurVoxels from the Bartlett School of Architecture in London created a series of robot-printed filigree chairs using the designs of a S-curved chair as their basis. These highly intricate and complex chairs consist of thousands of tangled looking filaments in varying densities depending on where structural support needed to be strongest. The team created a custom nozzle for their printer that was able to produce four to six millimeter filaments in the air that allowed for uninterrupted printing and the students were able to alter the pattern where needed using an app.
Sebastian Misiurek and Arianna Lebed designed SuperMod as a multi-faceted unit that could act simply as a shelving unit but also as a partition or standalone piece. Each of its mods were printed in opaque white and translucent red plastic and can be detached and moved around to suit specific storage needs as well as allow light to travel through it in different ways and create glowing effects. Using on-demand 3D printing, this versatile modular shelf can consist of as many individual units as one chooses to achieve the desired look or to fit a client’s specific storage needs.
Nature Inspired, Artificially Manufactured
The first collection produced by Spanish design company, Nagami Design, was a series of four 3D printed chairs, collectively named Brave New World, designed by Zaha Hadid Architects, Ross Lovegrove and Daniel Widrig. Bow and Rise, the first two chairs (Zaha Hadid), were inspired by coral reef and marine ecosystems and both feature a curved seat and a singular base printed by a pellet-extruder. The RoboticaTM stool (Ross Lovegrove) draws connections between natural programming and artificial manufacturing that occurs in robotics. The seat is made of silicone inserts and the seat itself was created using a continuous rotational process fusing layer upon layer together. David Wildrig’s Peeler chair is composed of three curved, seven-millimeter-thick shells of PLA plastic and was designed to use as little machine time and create as little waste as possible.
Handcrafting is still just as viable a way to create furniture, as that produces its own particular aesthetics. 3D printing simply allows for the further exploration of what aesthetics are possible and allows for there to be a focus on different types of details and methods, broadening the scope of what designers can create.
Feeling inspired? Let Shapeways 3D print your creation today.
PEEK polyether ether ketone is a high-performance thermoplastic with high continuous service temperatures, strength, and low flame smoke and toxicity. Due to this, it is an oft sought material by engineers in applications such as automotive under the hood parts or aerospace parts. But, PEEK is considered to be a wonder material by many not just because it meets a lot of high tech engineering requirements. One can also use PEEK in the body for implants. Several spinal screws, suture anchors, orthopedic implants, and other long term in the body implant products have come to the market recently and in things as diverse as CMF and spine, PEEK is in high demand.
Generally, PEEK implants are made through CNC or if they are printed they are made with SLS (powder bed fusion, sintering). SLS is a tried and true technology that has won approvals for surgical guides and implants. SLS’s high productivity, reliability, and predictability make it a good technology to manufacture things with, especially if they are small and require precision. SLS PEEK powders are expensive however. With SLS a laser, sinters some lose polymer powder on a bed of spread out powder. A new layer is then spread out and the process repeats itself. Unsintered powder acts as a support material and once a big block or cake has been built this is removed from the printer and parts are sieved out and brushed out to remove the loose powder. This remaining powder can then to a certain extent be mixed in with new virgin powder and used again. The recycling rate depends on the powder and the build.
Essentially, if a printer uses a metric tonne of powder a month we end up recycling a third per build and ultimately end up throwing away half a tonne of powder for every 500 Kg’s of built parts. Nota Bene: this is just a general example meant to make people understand the economics of SLS a bit better, with different materials and parts, spot, spacing etc. you’ll get different results. This is still way more efficient than cutting away material for CNC for example, but is quite a waste. If you’re paying $100 a kilo for PA, then this is quite expensive on a monthly basis. And this is for a medium machine working at full production. $50,000 per machine per month, ouch. Imagine you’ve got ten or more.
But, PEEK powder is way way more expensive than that. You’ll be paying five to nine times more per Kilo for PEEK depending on the certification. And it gets worse, because the recycling rate of PEEK powder in SLS machines is effectively 0. We toss out all of it. All of it. Everything that is not a built part is thrown away. So depending on the utilization, specific grade, and machine; you’re tossing out a pair of Ferrari’s per month in powder, per machine. Imagine you’re an entrepreneur with your own service bureau and you walk by some bins every day with 4 911’s worth of powder in them, that you will then toss out that day, that’s got to hurt.
This explains the rationale for Evonik’s launch today of a PEEK Filament for implants. 3D4Makers, 3DXtech, Appium, and other firms have offered PEEK filament for a number of years now. Solvay has a healthcare grade PEEK filament that you can buy as well which is ISO 10993 and suitable for limited contact applications for 24 hours and less. PEEK leader Victrex has sold medical PEEK for implantology to a select few also. Alternative materials such as PEKK from Arkema are available but often not with the certifications and approvals to use long term in the body. Now Evonik has an FDM grade suitable for implants specifically.
Polymer companies are reticent to allow for the use of polymers in the body long term because of the suitability of the material for that purpose and also legal liability. DowCorning a huge joint venture went bankrupt over liability related to breast implants that “never represented more than 1 percent of our business” and yet forced the company to set aside $2.35 billion for claimants. Many polymer firms, therefore, consider possible medical implant polymer revenue not sufficient for a possible headshot for their firm.
In this case, Evonik has done its homework on its ASTM F2026 compliant PEEK filament. The business case is clear, with FDM you print only the material that you use (plus extra possible support). This means that you will end up using a lot less material per part than if you fill a full SLS machine. Especially with larger implants, FDM does have an advantage in time in the machine and time to part as well. Besides Kumovis and Vshaper, there has been little development of medical part-specific high-temperature printers for FDM. I think that this can be a fantastically profitable niche that would be difficult from which to dislodge a reliable supplier from. Evonik’s launch of this FDM material can serve as an impetus for the development of more medially capable high-temperature FDM printers that one would need in order to use the filament.
With a surgical implant PEEK material the VESTAKEEP i4 3DF, 1.75 mm, on 250 or 500 gram spools is based on VESTAKEEP i4 G with good “biocompatibility, biostability, x-ray transparency, and easy handling.” X-Ray transparency is a great advantage of polymer medical implants since it allows doctors to check if the implant is placed correctly after implantation and lets them do CT scans especially those with contrast die, after or even during implantation or scans which can let them adequately see bone or tissue healing progress. In CT’s and MRI’s metal implants cause artefacts on some scans, or may block surgeons from seeing important details through shadows or opacity. Magnetic implants and MRI’s are also not an awesome combo.
Marc Knebel, of Evonik Medical Devices & Systems,
“For modern medical technology, the development of our first 3D-printable implant material opens up new opportunities for customizing patient treatments. Orthopedics and maxillofacial surgery are examples of areas where this could be applied. Innovative high-performance materials like Evonik’s VESTAKEEP PEEK—along with highly complex hardware and software, and the perfect match between materials and machines—form the basis for a sustainable 3D-printing revolution in medical technology. Therefore, we will successively expand our product portfolio of 3D printable biomaterials.”
In order to make you less gun shy on taking the leap for PEEK Evonik has released a testing grade,
“The term refers to a class of material having the exact same product properties as the implant grade, but without the documentation needed for approval in medical technology applications. This offers a cost-effective way of adapting the processing characteristics of the high-performance plastic to a given 3D printer.”
This is a great idea that other companies should look into adopting as well as it would make research and product development into high-performance polymers much more cost-effective.
Today Max and I have a special guest, Ty Pollak of Open Additive. We’re really proud of this episode and we enjoyed the discussion and all that we learned from Ty. Open Additive is trying to develop an open powder bed fusion technology stack. Meant specifically for universities, developers of materials and experimental use, Open Additive gives researchers more of an extensible and research-ready package that can even be customized to certain applications. With easier access to parts and more settings to play with users can change more parameters and do things such as qualify new exotic materials, strategies, and processes. Open Additive is also a startup but not a traditional one, instead, the firm aims for steady long term growth. We hope you really will enjoy and learn from this episode!
Additive manufacturing (AM) is revolutionizing a variety of industries, and healthcare is ripe for transformation. According to SME, the 3D printed medical devices market is expected to near $26 billion over the next two years. Moreover, the medical sector already accounts for 17 percent of the total AM market, and the market share is expected to grow as even more manufacturers expand beyond prototyping.
Simply put: If you’re not yet utilizing 3D printing, you’re behind the competition.
Thanks to the flexible nature of AM, manufacturers are no longer beholden to large-series productions. With 3D printing, you can help medical providers develop equipment and tools with intricate designs and geometries, allow them to better react to condensed delivery times and financial barriers, and provide functional integration — all with a patient care journey that’s more personalized than ever before.
Personalized healthcare represents one of the most significant areas of growth potential in the medical space. Using 3D printing to personalize products, tools, and devices enables you to cater to the physiological and functional aspects of individual patients and medical staff.
For example, providing customized surgical tools can enhance procedures and improve a surgeon’s dexterity or ability to serve a specific patient population. A surgeon might naturally hold a tool or device in a way that’s not standard because of their grip preference, hand size, or other physiological differences. They could also have a special surgical technique for a particular patient population which could be better served by a tool designed to meet their technique, instead of forcing them to adapt to mass-produced instruments intended for a broad patient population.
On the patient side, healthcare providers can manufacture medical devices to the exact specifications of patients. Take, for instance, customized cutting guides for knee replacements, which allow surgeons to prep and operate quicker, as well as promote recovery and healing in patients. With AM, doctors can also create functional prototypes representing a patient’s exact circumstances so they can plan operations, test different scenarios, or economically test pharmaceutical treatments.
Today’s healthcare providers are accomplishing the previously unimaginable: from incredible advancements in research for 3D printed organs and artificial bones to prosthetic limbs for para-athletes and beyond. Many 3D printed structures can even help promote the growth of tissue or replicate more complex cavities not possible with traditional injection-molded or extrusion methods.
Now is the time for manufacturers to take advantage of this growing space. And your success boils down to your approach and ability to find the best solutions to fit patient needs.
One of the common roadblocks preventing more widespread use and adoption of 3D printing is not reviewing the technology from the broad impact it can have on an organization. Focusing on one product line or use case can create roadblocks in the future when trying to multiply the technology to other platforms or new business models. For example, not thinking about the full scope of products in the pipeline when adding additive manufacturing into a quality system can cause unanticipated work for the next product’s roadmap.
EOS GmbH Krailling Photo: Tobias Hase (www.hase-fotografie.de)
Instead, approaching AM from a holistic perspective enables management to identify critical areas throughout the organization where 3D printing can improve operations. For this approach to be successful, key decision-makers and department heads representing multiple disciplines or business units need to be involved in the implementation process from the beginning.
From cutting-edge materials to high-value applications, the medical industry is prime for additive manufacturing to flourish. Learn more by attending my session, “Fireside chat: Emerging trends for 3D printing in healthcare,” on Tuesday, Feb. 11th at 10:10 a.m. during Additive Manufacturing Strategies 2020.
Laura Gilmour is the Global Medical Business Development Manager for EOS, the world’s leading technology supplier in the field of industrial 3D printing of metals and polymers. For more information, visit www.eos.info/en/.
It is with sadness that we learned this weekend that Carl Deckard has passed away. Carl was a true industry pioneer in 3D printing. Starting under UT professor Bob Beaman, Carl Deckard was part of an innovative UT team that was developing manufacturing technologies. He reportedly was watching an episode of Star Trek the original series when he thought of how the Star Trek team was able to visualize the transporter. “Beam me up Scottie” was an important element of the science fiction show. It turned out that the transporter special effect was created by arranging colored loose sand so that it resembled the objects being materialized by the transporter. This knowledge triggered an idea in Carl’s head, “what if just like the transporter special effect in Star Trek, he could also use sand to make up objects by arranging them just so?” This thought lead to Carl inventing Selective Laser Sintering as a Master’s Thesis project. He later commercialized the technology in 1987 through his firm DTM. After a few precarious year DTM sold its first machine to Sandia National Labs. DTM was very successful and brought the selective laser sintering technology to market across the globe.
Still today you can see twenty-year-old, low slung blue DTM machines dutifully building parts in service bureaus around the world. The trusty sinterstations are still in use so many years later and reliably spit out thousands of parts. SLS as a technology is special because of this quality. SLA, Stereolithography (and DLP) let us make millions of smooth highly detailed parts for molds and hearing aids. FDM (material extrusion) let us make rough but dimensionally accurate parts reliably. Where SLS really shines is in making ten thousand of something day after day. In applications such as surgical guides, prototyping, dental guides and spare parts SLS can make very detailed, tough parts in their tens and thousands. SLS is reliable and predictable which has made it a bedrock for our industry for decades. Especially in the service bureau world, SLS is the versatile technology that makes millions of different parts day in day out. When we think of mass customization for end use parts SLS is still the most promising technology and a significant part of our total output as an industry. We have Carl to thank for this.
In 2001 Carl sold DTM to 3D Systems. His path in innovation was not done then, however. Carl was a Professor at Clemson and later developed a four-stroke engine with just one moving part. In 2011 he returned to 3D printing with the Structured Polymers team. This team has developed breakthrough SLS materials over the past few years, some being acquired by Evonik. The team is now working on full color materials. Carl’s impact on 3D printing is so significant that it is permanent. His innovative idea that became his Thesis and later a firm, has influenced the development of our industry to such a fundamental degree that we can never extricate ourselves from his memory and influence, nor should we wish to.
EOS was an early pioneer in laser powder bed fusion (PBF) technology and currently stands as a leader in the space, though there are an increasing number of entrants. The company was established by Hans Langer, who previously worked as the Director of European Operations at U.S. laser beam steering company General Scanning before founding EOS (Electro Optical Systems) in 1990.
The founder of EOS, Dr. Hans Langer.
To develop his concept for a laser-based 3D printing technology, Langer received venture capital funding from a former development manager at BMW in order to meet the auto giant’s needs for an SLA 3D printer. By 1991, he delivered the STEREOS 400 to BMW and began establishing a European footprint before releasing the STEREOS 600 and even turning a profit just a year later.
The German company continued to grow and attract international attention such that, in just its third year, EOS was sued by 3D Systems, the original inventor of SLA, for patent infringement. In an interesting move, Langer sold 75 percent of his shares to the Zeiss Optical Group, leaving Zeiss to deal with the lawsuit and Langer free to oversee the developing of its first laser sintering system, the EOSINT 350.
EOS then partnered with Electrolux RD (which it eventually acquired) to develop direct metal laser sintering (DMLS), resulting in the creation of the EOSINT M 160. In other words, over the course of just four years, EOS had developed SLA, SLS and DMLS technology, but it didn’t stop with just resins, thermoplastic powder, and metal powder. In 1995, the firm’s first sand 3D printer, the EOSINT S 350, based on its EOSINT P 350 plastic system, was launched for printing sand cores and molds for metal casting.
After Carl Zeiss Jena, of Zeiss Optical, left the business in 1997, Langer bought back the rest of his shares and ultimately sold off the STEREOS SLA line to 3D Systems, while taking over the global patenting rights for laser sintering.
EOS continued to develop its technology, becoming the first to create a laser sintering printer with two lasers for sand printing in 1996 and plastic in 2000. In the process, the company also created new materials for SLS and DMLS, including glass-filled polyamides, copper, steel, aluminum filled polyamide, CobaltChrome, the world’s first flame-retardant SLS powder, and polyaryletherketone (PAEK) family powders as well.
EOS also implemented an interesting business model during this time, licensing its DMLS technology to Trumpf and Concept Laser (now owned by GE Additive), thus allowing for further proliferation of metal PBF.
Metal parts 3D-printed with Micro Laser Sintering.
Among other collaborations and innovations, the German firm partnered with Materialise, seeing SLS and DMLS attain greater adoption through its use in 3D printing service bureaus. This really signifies some of the first batch production deployed with 3D printing. EOS also worked with 3D-Micromac AG to create a process for 3D printing small metal parts with layers as fine as 1 µm, which is unheard of in metal PBF. EOS also partnered with Cookson Precious Metals Ltd on the PRECIOUS M 080 for printing precious metals, such as gold, for the jewelry industry.
Throughout this time, DMLS, along with other flavors of metal PBF, has increased in adoption and, though it as improved, we see manufacturers like EOS work on developing enhanced process monitoring and quality control techniques. EOS was awarded ISO 9001 certification in 1998, but it wasn’t until 2007 that the company launched its EOSTATE software for in-process quality assurance. This would herald a new era of working to develop repeatability and quality control within metal PBF that is still continuing to this day.
Since entering the market three decades ago, EOS has found itself surrounded by competitors developing their own takes on metal PBF and plastic sintering. Earlier in its history, Arcam came on the scene with electron beam melting while, more recently, Velo3D has released a highly controlled version of metal PBF that it claims ensures quality and repeatability, while also reducing post-processing. As for SLS, the biggest competitor on the market now is HP with Multi Jet Fusion technology (with High-Speed Sintering to be on the market any day now).
EOS clearly remains a leader in the 3D printing space, but one wonders what will come next for the company. Will it continue to jump ahead with some unforeseen innovation or become absorbed into the quickly evolving world of metal and plastic sintering?
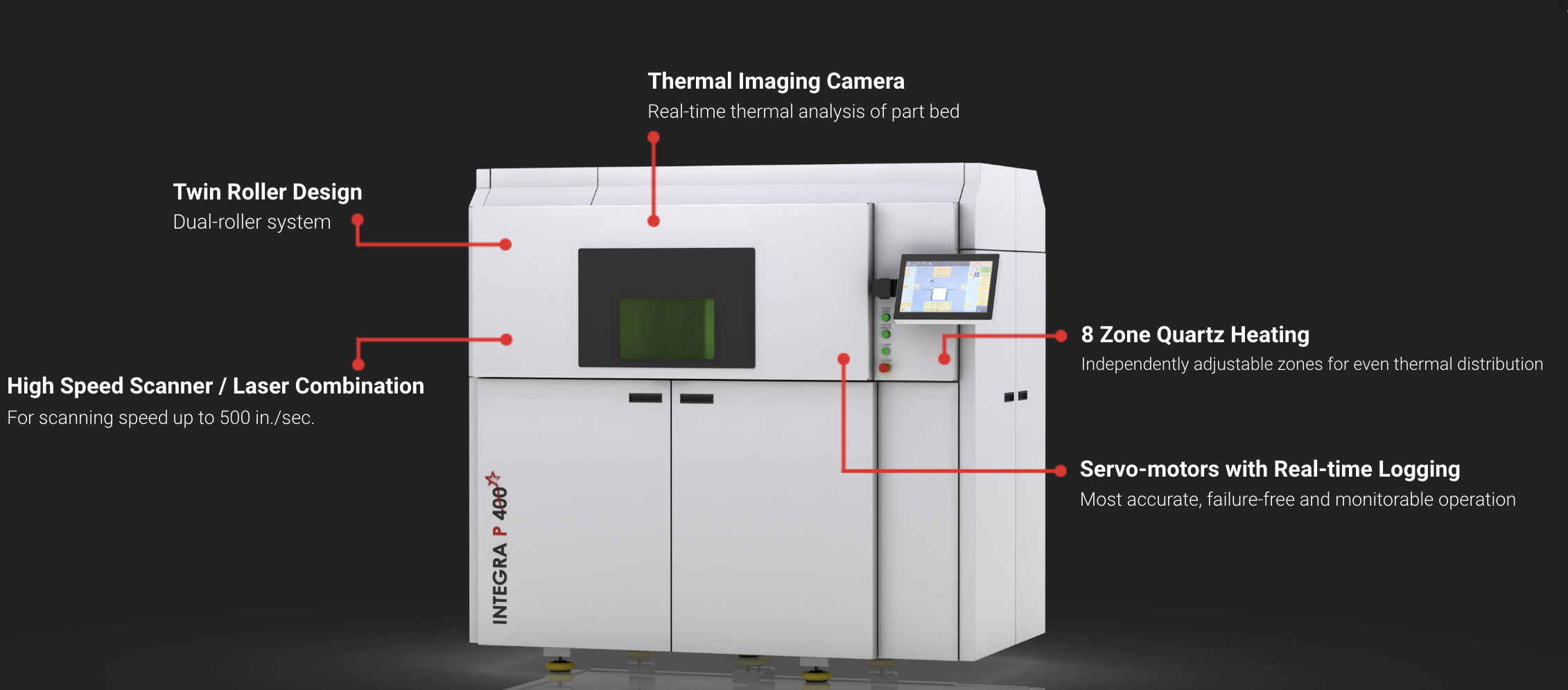
The Integra P400 system from EOS, which the Vulcan Labs team will be working on.
EOS certainly seems to be aiming for the former as, most recently, it worked with Finnish firm Etteplan to actually embed electronics within a DMLS part, previously impossible with metal PBF. It also acquired Stratasys spin-out Vulcan Labs earlier in the year, which will be working on EOS’s Integra P400 system, an open and modular approach to PBF that presents a quite different architecture than EOS is known for. And the integration of Additive Works simulation software into its metal 3D printing workflow should keep it ahead of the game in terms of quality control. With no outside investors on board, EOS is 100% owned by the founder of the firm. The future is certainly looking bright for the founder and EOS.
When a privately held startup hits $1 billion in value, it magically transforms from an ugly mare into a beautiful unicorn (or so the legend goes). In the 3D printing space, there are three such creatures and we’ll be profiling each one, beginning with the oldest: Formlabs.
The Boston-based company was born out of MIT Media Lab, where its co-founders, Maxim Lobovsky, Natan Linder and David Cranor met as students learning about the newly hyped technology of 3D printing. The trio went on to establish Formlabs in September 2011 with the Form 1.
What made the Form 1 so remarkable was that it was the first desktop SLA 3D printer, bringing quality associated with much more expensive systems to under $5,000 (the original base package was just $2299 for early birds). And it did so via Kickstarter, raising nearly $3 million and becoming one of the most successful crowdfunding campaigns for 3D printing.
The original Form 1 3D printer.
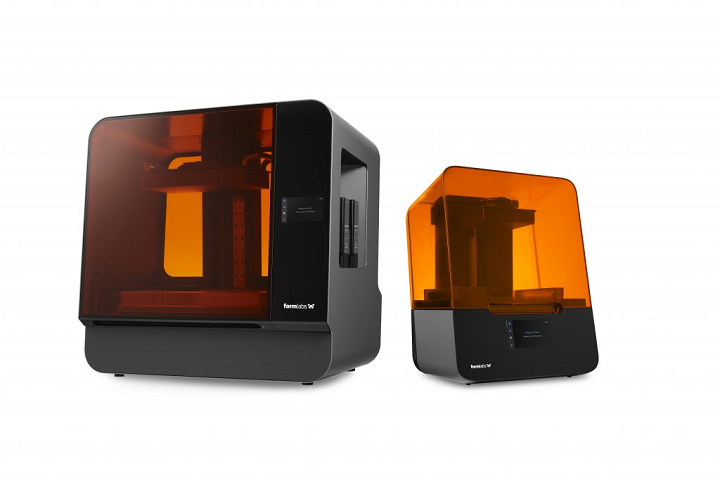
The firm continued to sell and develop, which is a lot more than can be said for some other crowdfunded companies (looking at you, Pirate3D). This resulted in the release of the Form 1+, Form 2, Form 3 and Form 3L, all representing improvements in the hardware architecture and/or size of the printer. Most recently, the company added the Form 3B, dedicated to biocompatible materials, including resins for 3D printing surgical guides.
With the Form 3 and 3L (released in 2019), Formlabs introduced “low force stereolithography (LFS),” a re-engineering of its previous SLA process, wherein the forces of suction of the part on the optical window were too strong for certain geometries and materials. In LFS, a redesigned optics system made up of lenses, mirrors and a galvanometer directs a laser beam directly perpendicular to the build plane, resulting in the ability to print in finer details and lighter support structures. The optical window, and indeed the frame holding it, flex which reduces the forces acting on the part.
The Form 3 and Form 3L.
But Formlabs didn’t limit itself to just SLA or even LFS. In 2017, the firm confirmed it was working on the Fuse 1, one of a very low number of desktop SLS 3D printers. By this point, it was more clear than ever that Formlabs wasn’t just a startup, but was evolving into something more… majestic? Well, at least something much more significant because it was no longer just selling printers on Kickstarter, but had established a global presence mainly selling direct but also an extensive reseller and distribution network.
The Fuse 1 SLS system.
That isn’t to say that it didn’t face its share of obstacles. Along the way, in 2012, it was sued by the original inventor of SLA, 3D Systems, for patent infringement before the two reached a licensing settlement netting the larger of the two companies 8% of every sale. Formlabs was sued once again in 2016 by DLP inventor EnvisionTEC. The startup had officially made the big leagues.
In fact, the company is so substantial at this point that it’s not just being sued by the big dogs, but it’s becoming a big dog itself. Formlabs announced its first acquisition, that of Spectra Group Photopolymers, who has supplied its parent company with resins since the Form 1 days. With the purchase, Formlabs will be investing over $1 million into renovating Spectra’s facilities to become an FDA registered, ISO Class 8 certified cleanroom in an ISO 13485 certified facility for dental and medical materials development.
After early seed funding from investors that included Eric Schmidt’s Innovation Endeavors, the startup concluded Series A Funding of $19 million in 2013. Series A led to Series B ($35 million in 2016), which led to Series C ($30 million in 2018). With a $15 million infusion (also in 2018), Formlabs added former GE CEO Jeff Immelt to its board of directors. At this point, the startup was valued at over $1 billion, officially transforming Formlabs from a beast of burden into a mythical unicorn.
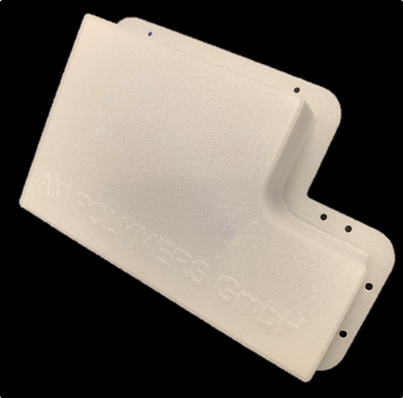
AM POLYMERS GmbH expands its powder portfolio for laser sintering with a new polypropylene powder. In contrast to most of the materials on the market, the material has exceptionally high elongation at break of more than 200 %. At the same time, the material has excellent processing conditions on common machine systems.
AM POLYMERS GmbH presents its fourth series material from the ROLASERIT® family at FORMNEXT 2019 in Frankfurt and starts the BETA phase for the newly developed ROLASERIT® PP03O. This extends the material range for laser sintering to include a material with outstanding ductility and injection moulding properties. For the first time, a lower elongation at break has not to be accepted, as is generally the case in additive manufacturing.
With an elongation at break of more than 200 %, the material is a pioneering role in the field of materials for laser sintering. Most materials only have elongations at break in the range of less than 50 %. The processing of the material has already been tested successfully and without problems on common laser sintering systems. In accordance with the company philosophy of selling only plug-and-play materials, only short running-in times on the machines are necessary. Thus, the production of customer parts is possible within a few days. The application spectrum of manufactured components is diverse and ranges from simple housings to function-integrated parts with film hinges. Based on its high ductility, the ROLASERIT® PP03O is also ideally suited for series production.
In addition to polypropylene PP01, polyethylene PEGR01 and TPU PB01, PP03O now forms the fourth thermoplastic powder available as series material, which AM POLYMERS has developed for laser sintering or for powder bed fusion and sells under the brand name ROLASERIT®.
AM POLYMERS GmbH will also be presenting other powder materials at FORMNEXT 2019. The newly developed ROLASERIT® PP04 is designed to offer a polypropylene with increased stiffness and strength requirements compared to PP01 and PP03. The ROLASERIT® PA FLEX01 is intended for applications with a requirement profile with low stiffness and simultaneously high ductility in laser sintering. The polyamide material has been specifically optimized for this special application.
AM POLYMERS GmbH with a headquarters in Willich was founded in 2014. The company is specialized in the development, production and distribution of laser sintering materials. The company’s team can look back on many years of experience in the field of additive manufacturing. The founders, Dr.-Ing. Andreas Wegner and Prof. Dr.-Ing. habil. Gerd Witt have twelve and more than twenty years of experience in laser sintering of plastics. Timur Ünlü, a specialist of many years experience in the field of powder production, joined the company in 2018. Since 2019 a new production and development site for the production of plastic powders has been established in Willich.
In addition to the commercialized products, other important standard thermoplastics such as PA6 or PBT are developed for laser sintering. The current state of development already shows promising properties of these future products.
Contact:
AM POLYMERS GmbH
Dr.-Ing. Andreas Wegner
Hanns-Martin-Schleyer-Straße 9e
47877 Duisburg
Germany
tel.: +49 174 2174251
email: info@am-polymers.de
web: https://www.am-polymers.de
Advanced composite materials company Hexcel Corporation has received 3D printed part approval from multinational aeronautical corporation Boeing. Now recognized on Boeing’s Qualified Provider List (QPL), Hexcel is cleared to produce aerospace structures from its high performance thermoplastic HexPEKK. HexPEKK parts provide strong mechanical performance and significant weight reduction. Aviation applications of HexPEKK include optimized brackets, […]
Twelve races down for the first half of the 2019 season, and Alfa Romeo’s Sauber Formula One (F1) team is good to go for the remaining nine races of the year, with both, lead driver Kimi Raikkonen, and Alfa Romeo ranking within the top ten drivers and teams on the scoreboard. Car and driver were considered to be brilliant during the last race, the Hungarian Grand Prix, after which the experienced F1 driver said: “the car behaved great”. Of course, the results in F1 are a combination of both man and machine, but the machines show off the dedicated work of engineering and mechanical masterminds, pushing the boundaries of speed, power, technology, and innovation. For Sauber Motorsport AG (the company operating the Alfa Romeo Sauber F1 Team), additive manufacturing (AM) has played a huge role in the last decades and is considered a pioneer in AM, designing and producing components in 3D printers to enable formal constructions that are not possible by means of conventional methods such as milling, turning or casting. Sauber has been using 3D Systems machines for over 10 years and in 2018 incorporated five new 3D Systems ProX 800 SLA 3D printers at its headquarters and engineering facilities in Hinwil, Switzerland.
Richard Broad
Recently, 3D Systems and Alfa Romeo Racing teamed up for a webinar to overview the 3D printing company Selective Laser Sintering (SLS) product offering as well as some context around how they are suited to a production environment and the advantages that it can bring, particularly in the automotive arena of cutting edge Alfa Romeo Sauber F1. Claiming that SLS technology moves beyond the creation of design prototypes, making production parts with very high precision, durability and reliable repeatability at low overall operating costs. The experts, Richard Broad, 3D Systems Director of Applications Engineering for Europe, the Middle East and Africa (EMEA) and India, along with Marco Gehrig, Head of Additive Manufacturing at Sauber Engineering, explained how SLS technology is used effectively in the automotive sector.
“From a materials development perspective, the aim at 3D Systems is to produce materials that not only improve what is currently possible from a mechanical performance and part quality angle, but we also look into niche applications where specific properties can open up new possibilities,” said Broad.
3D Systems is a pioneer in additive manufacturing. Co-founded by the inventor of 3D printing, Charles Hull, 3D Systems has grown into a global 3D solutions company. Since the first Stereolithography machine (SLA) in 1983, the company has grown to incorporate a wide range of platforms, materials, software, and hardware, as well as on-demand manufacturing services.
Alfa Romeo F1 car
Alfa Romeo F1 now uses the SLS platforms to stay at the cutting edge of the automotive sector. Even though Alfa Romeo has competed in motor racing as both a constructor and engine supplier on and off since 1950, it returned to the sport as their own team while being operated by Sauber Motorsport AG. Sauber Engineering has been testing out AM since 1995 with external suppliers, but in 2007 they began their own in-house production to reduce the lead time. One year later, due to the increasing demand for AM parts, the production levels had to be constantly upgraded and right now they are running thirteen 3D Systems SLS and SLA printers, including four 3D Systems S Pro 140 units and two 3D Systems S Pro 230 units. All of them operating 24/7 to supply the increasing demand of the F1 car as well as other projects the company is engaged in.
SLS is mainly used for the aerodynamic development of the Alfa Romeo F1 car in the wind tunnel, as well as a wide variety of laminating molds, cores, and complex serial parts. During production, they use a powder-based material developed by Sauber Engineering: carbon-reinforced polyamide or HiPAC, which is used when particularly light and rigid components are required, from F1 brake ventilation and body components for pre-production vehicles and prototypes to a wide range of ready-to-use construction elements.
SLS 3D Systems machines at Sauber headquarters in Switzerland
Broad claims that SLS is very well suited for demanding applications in the automotive sector, making 3D production a reality with shorter product development cycles, functional prototypes that meet requirements (like heat, strength, precision and mechanics), small series, and tool-free production of quality parts equivalent to injection molded parts.
“The shorter product development cycles avoid the need for costly new stakes in the product design process, allows to build multiple iterations to test the design in a very short time scale, with more robust product development time scales and product development designs which avoids the costly mistakes when going into the production phase,” Broad suggested.
He went on to say that “the platforms offer quality and repeatability and diversification from traditional part creation methods such as injection moulding or CNC. One of the advantages of AM is the ability to increase the freedom of design, without any restraints around the common traditional production or machining methods used. And that is what gives us the ability to add lightness into parts by removing unnecessary materials, also allowing consolidation and assembly of parts into one component and simplifying design, changing and tweaking them as frequently as required to the extent of mass customization.”
The development departments of the F1 teams were among the first to experiment with AM and to explore the dimensions of the technology. To them, the additive process is comparatively fast and cost-effective, which are two key factors for success in F1 so they can deliver efficient development of new components and immediate production. Sauber Engineering works in partnership with leading manufacturers of equipment for 3D metal printing and 3D plastic-based printing processes. In 2018 3D systems even became a promotional partner of the Alfa Romeo Sauber F1 Team.
Marco Gehrig
According to Gehrig, Sauber is printing more than 20,000 SLS parts per year. That includes parts for the Sauber C37 Ferrari (the entire drivetrain of the Alfa Romeo racecar is supplied by Ferrari), parts for the 60% wind tunnel model, as well as many customer projects.
“SLS is very sensitive because of the influence of its surroundings, including moisture, temperature and how you treat the system,” explained Gehrig. “In the past, we faced a few problems due to the weather conditions, during winter we had different material properties than in summer, so we invested a lot in our infrastructures, such as in external laser cooling, a power supply system, and constant conditions for our infrastructure, like temperature, air humidity and for our materials.”
Sauber engineer working with an SLS sliderbottom for F1
“Today we have our own certified 3D Systems technician in-house so that if something happens with the machines, from maintenance to calibration of lasers, we know he is available on call and won’t have to wait for a service engineer from Germany (where 3D Systems European headquarter is) and that saves a lot of time, especially for F1, where parts have to be done quickly otherwise, the cost is higher than expected,” revealed Gehrig.
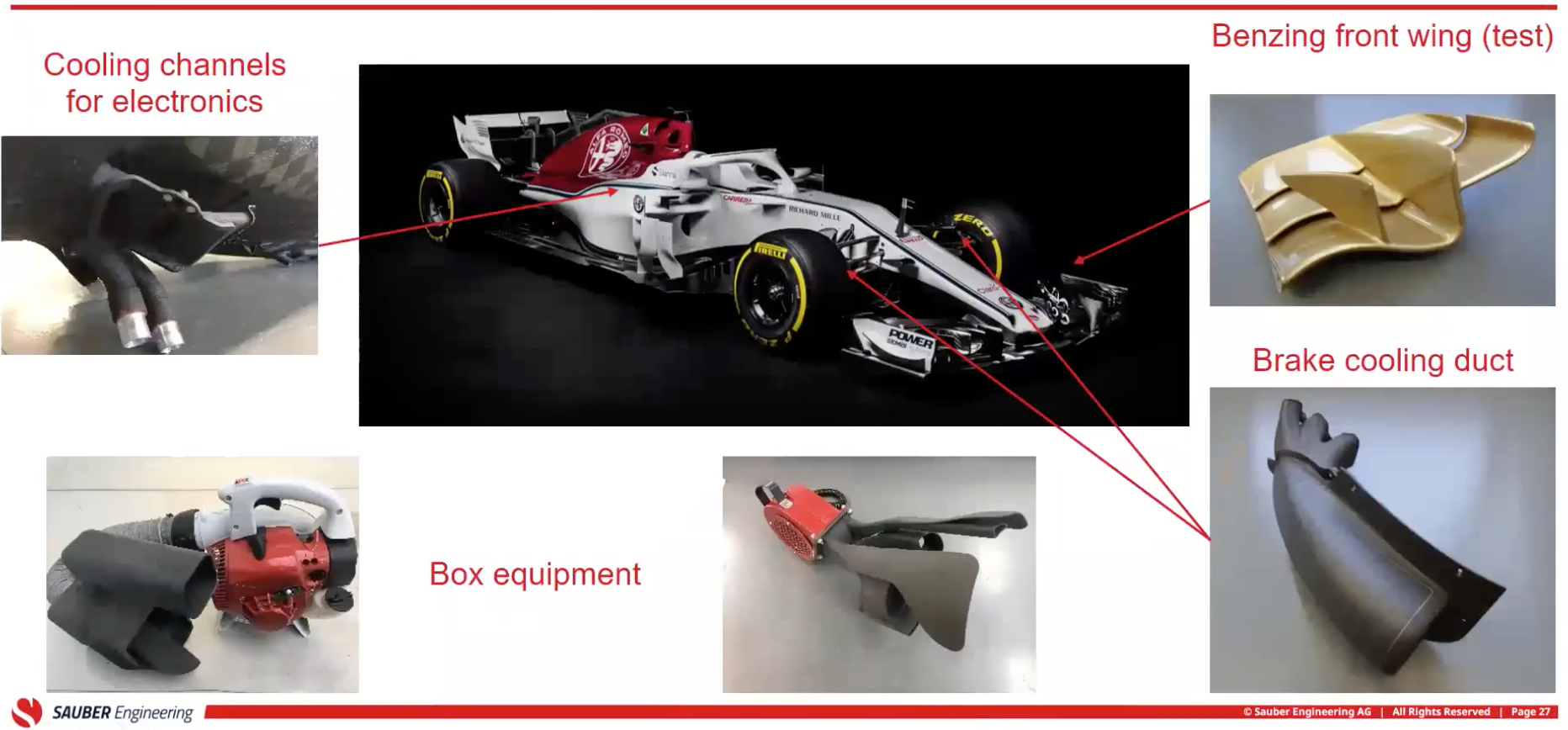
Sauber is printing many small parts that go into the race car, from cooling channels for electronics to Benzing front wing, as well as brake cooling ducts, and even box equipment (mainly tools to heat up and cool down the break).
Nothing says custom made like an F1 car, so it’s no wonder the parts it needs follow along that line. According to both Broad and Gehrig, the SLS system is an ideal match for the Sauber team of engineers who need faster part production and shorter assembly turnaround times, as well as part consolidation to reduce assembly work, sources of error, costs and time. In F1, time wasted means the car could be out of the race, and that costs a lot of money, it could even cost a race car driver his pole position on the next Grand Prix. An F1 car can cost between 10 to 20 million dollars, and racing along the track at more than 200 miles per hour, the teams want to make sure that they have invested enough in the cars’ technology to get a victory. Earlier this year, Forbes revealed that championship winners spent an annual average of $285.3 million during the year before their victory. That means having 3D printing systems in place is probably a good decision, and in the case of SLS, both experts said the advantage is the increased strain and impact resistance for demanding applications, as well as being able to create different geometries that the car demands to cut weight and size and enhance performance.
“The car needs to perform in different weather conditions, so the influence of the brake cooling duct is extremely important, so we try out different shapes that we then test on the track to see which one to add to the car. The aim is always to have the best aerodynamics but also great cooling capacities,” Gehrig went on.
The same goes for the Benzing front wing, which Sauber engineers tested in Barcelona two weeks prior to the start of the season. Each different shape is tested out and after measurements and data analysis, they choose one of the designs, something Gehrig says would be extremely expensive to do without their own 3D printers, enabling the team to perform real tests and fast iterations, production of fewer parts since SLS parts are more resistant to wear and environmental influences, and storage and reproduction of parts and shapes with data that can never deteriorate, get lost in transport or entail high storage costs.
SLS applications for the F1 Alfa Romeo car at Sauber
During the webinar, Broad suggested that SLS is one of the few AM processes that gives real ease and that 3D Systems’ main aim is to provide a very user-friendly turn-key solution. Adding that the easy processing in SLS results in:
More possibilities. As the parts are supported by unsintered powder, no support structures have to be printed, enhancing freedom of design.
Low working costs. There are no support structures to be removed which save in operating staff and technicians.
Efficient production. Large series can be quickly printed and easily processed, which makes SLS the best choice for AM on the production floor.
“Freedom of design means that previously impossible geometries can be manufactured in one part and built in a layer by layer process. We can remove the complexity and the need for an assembly and simplify the process resulting in a much more robust and reliable part, a part that is easier to produce and less reliant on sourcing raw materials. Leading to immediate production, as well as the ability to print parts on demand without relying on often costly outcome sourcing services,” Broad claimed.
Sauber engaging with SLS produced parts
F1 teams are at the cutting edge of motorsports and what they are doing with materials, platforms and production techniques will find its way very quickly into a standard production environment. The motorsport has the fastest cars in the world, the best drivers, top branding and races at eight of the richest countries in the world, it’s a dream scenario for any sports fan. But beyond that, the advances in auto technology have a big impact on the design and production of cars in general, especially when it comes to safety, reliability, and endurance. This trickle-down effect can benefit a lot of people, not just racers. And the advances provided by 3D printing are a big part of that because they speed up innovation, which means carmakers will imitate them in their mass-manufactured cars, not to mention implementing 3D printing techniques to also help them reduce costs and improve production altogether. In particular, SLS has proven a great match for 3D Systems and Alfa Romeo F1, so we’ll surely hear more in the future about 3D printed parts for the race car.