While there are numerous calls to action right now for greater quality control programs in 3D printing and additive manufacturing processes, researchers at SUNY Upstate Medical University are more worried about the accuracy of X-ray equipment, and have created 3D printed testing aids. Kent M. Ogden, Kristin E. Morabito, and Paul K. Depew outline their findings in ‘3D printed testing aids for radiographic quality control.’
While there are numerous calls to action right now for greater quality control programs in 3D printing and additive manufacturing processes, researchers at SUNY Upstate Medical University are more worried about the accuracy of X-ray equipment, and have created 3D printed testing aids. Kent M. Ogden, Kristin E. Morabito, and Paul K. Depew outline their findings in ‘3D printed testing aids for radiographic quality control.’
The researchers created testing devices to refine quality control in radiographic and fluoroscopic imaging systems. Objects must be placed accurately, and such aids encourage greater efficiency and repeatability. During this study, they also created a device that can pinpoint the exact position of perpendicular rays. While such testing is important no matter what, especially in the medical field, it is also required and regulated by the state.
Currently, there are five different areas of testing:
- Mechanical inspection
- Beam geometry tests
- Beam quality, tube output, and patient exposure tests
- Systems tests
- Image quality tests
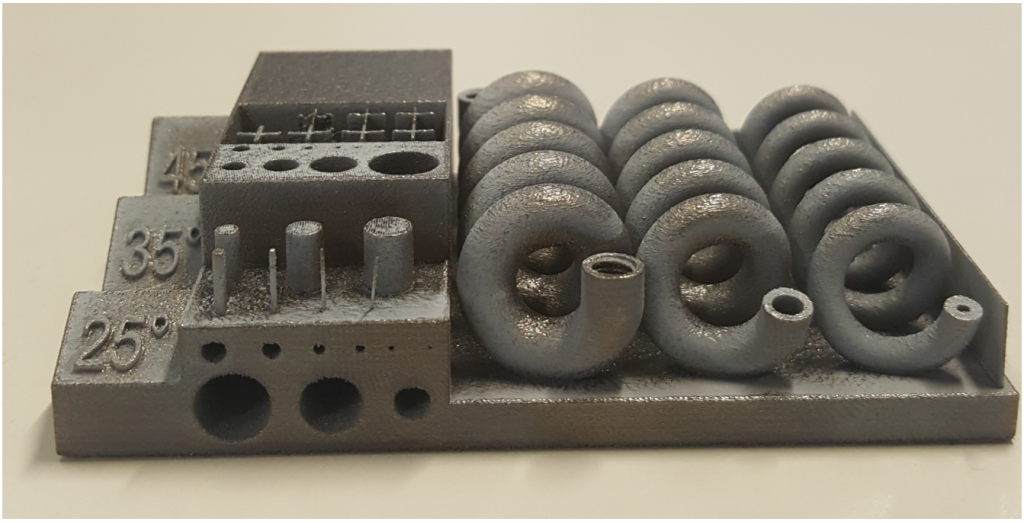
Testing aids are not always readily available, and sometimes medical professionals must improvise; with 3D printing, however, they can create affordable, custom devices on demand. For this study, the researchers created several different models, using OpenScad for 3D design, and then a MakerBot Replicator 2 or Replicator Z18 printer for fabrication with PLA:
“We have created tools that aid in collimation testing and for general positioning of test articles such as aluminum blocks used for dosimetric measurements and commercial radiographic and fluoroscopic image quality phantoms,” state the researchers in their paper. “Collimation test tools include holders for radiochromic filmstrips that allow for easy positioning on fluoroscopic image receptors, and a newly designed tool to measure the x‐ray perpendicular ray relative to the center of a radiographic image receptor or x‐ray field central ray.”
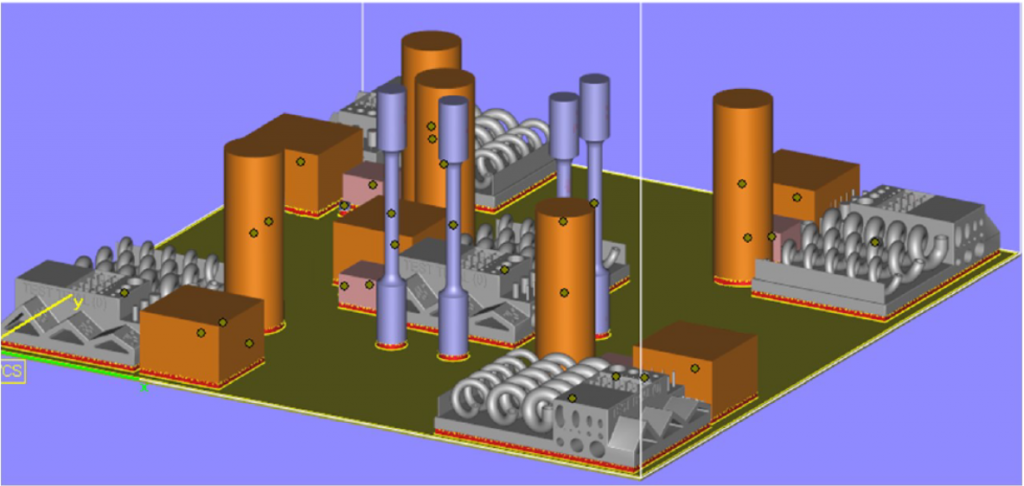
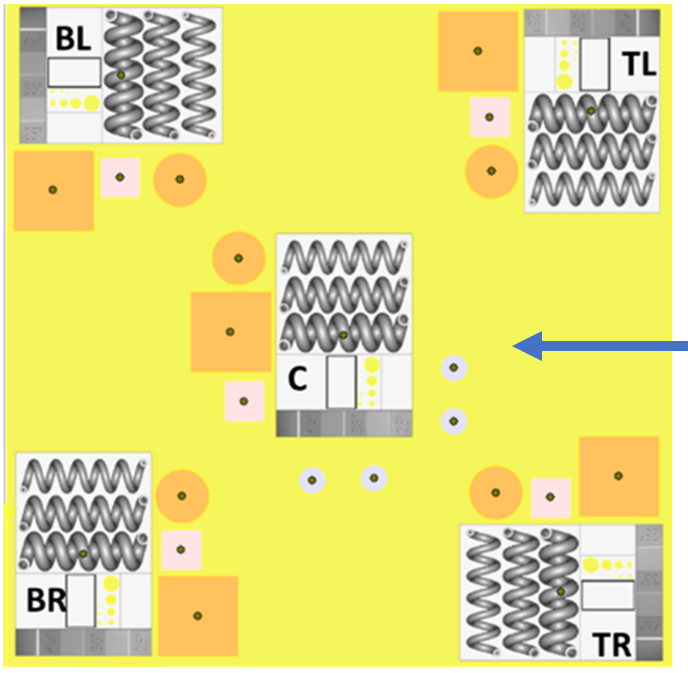
Polylactic acid test article setup for measuring half‐value layer.
PLA, derived from a vegetable base, is an organic compound, and was chosen as the material for 3D printing because of its similarity to tissue. The researchers were intent on preventing the presence of PLA in the X-ray beam as much as possible, but sometimes it was unavoidable; for example, holders for the dosimetry system detector must be in the direct beam during the process. The aids ultimately, however, were found to be lightweight and easy to move from one test site to another, and the authors reported that they have improved testing processes.
“Prior to the development of these tools, we had used improvised positioning aids such as cardboard boxes, blocks of foam, etc. These improvised devices were not very stable, and it was time‐consuming to position test articles and dosimetry sensors at a precise distance from the image receptor and with the dosimetry sensor centered on the phantoms,” said the researchers.
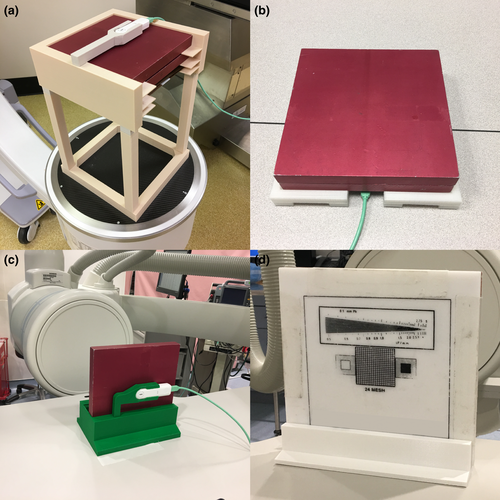
Positioning aids for (a) portable c‐arm fluoroscopes, (b) R/F rooms with under‐table x‐ray tube, (c) interventional c‐arms in the lateral position, and (d) an image quality phantom holder for use in fluoroscopy or radiography.
This project puts all the benefits of 3D printing on full display as the researchers were able to make affordable, customized devices that changed their workflow for the better. The researchers reported one other significant benefit too: the 3D printed test aids are much more hygienic, allowing for the prevention of infection with an easy wipe-down.
“There is no way to disinfect the porous surfaces of cardboard or foam devices to hospital standards,” explained the researchers.
The authors were able to create their models with two spools of PLA (at about $20 per spool). Their designs were also meant to be standard enough so that most users could replicate them if so desired.
“Additive manufacturing is a disruptive technology that has had a large and increasing impact in many domains, including healthcare. Medical Physicists can benefit from this technology in multiple ways, such as the manufacturing of custom QC phantoms, patient specific phantoms for dosimetric purposes, and for prototyping novel equipment‐testing devices,” concluded the researchers.
“We have made these models available for download at https://github.com/Upstate3DLab/3D-Printed-Radiographic-Test-Tools. We have posted the OpenScad code and the generated digital models in. stl format. Users may modify the code to customize the devices to address varying phantom dimensions and to accommodate differences in printer characteristics.”
X-rays and 3D printing have been going hand in hand since the advent of 3D printed models and a variety of different patient-specific devices that can be designed based on CTs and MRIs, from training devices for medical students to using models for reconstructing the eye socket or studying cardiac anomalies. Find out more about how 3D printed aids can be used to test X-ray equipment here.
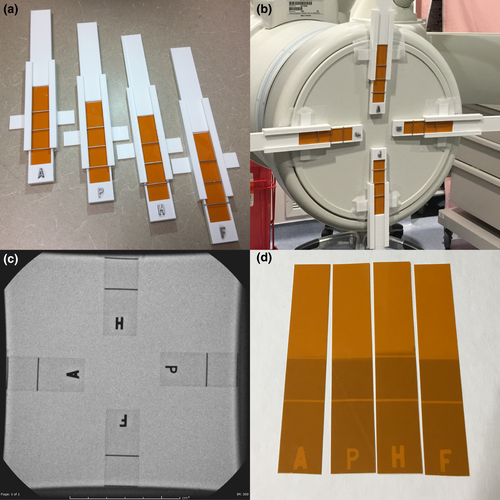
(a) Radiochromic filmstrip holder sets, (b) a typical use case in an interventional room, (c) aligned holders shown fluoroscopically, and (d) the resulting exposed film. Note that the wires in this example were positioned roughly at the edge of the collimator and not at the edge of the image receptor so that they would be visible in the fluoro image.
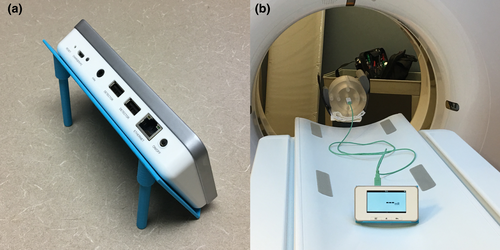
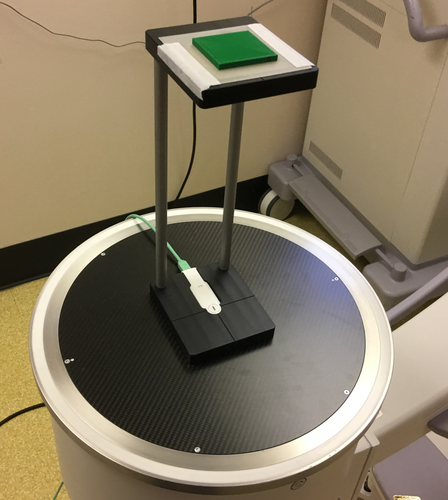
(a) Dosimetry base unit stand, (b) base stand being used in a computed tomography scanner.
[Source / Images: 3D printed testing aids for radiographic quality control]