Researchers from the University of Birmingham published a paper that reviews various methods and materials related to the scope of food 3D printing, which they write is “an area of great promise to provide an indulgence or entertaining experience, personalized food product, or specific nutritional needs.”
“One of the more challenging and complex areas of AM are in the emerging field of gastronomy, or in other words, “3D Food printing” [4]. The ability to selectively deposit material within a 3D volume and, hence, gradate the composition offers the possibility of controlled production of complex structures for altering texture, taste, and morphology in food products,” they write. “Manipulation of microstructures by regulating the mixing and selective deposition of materials can allow regulation of fracture, breakdown, or dissolution mechanics during product use, which gives the possibility of a range of functional and novel foods.”
AM has many advantages, including increased efficiency, design freedom, reduced waste, and faster turnaround. The technology enables customization and personalization, and has seen promising use in several application areas, including healthcare, aerospace, construction, fashion, and gastronomy.

Haddock, 3D printed by Matís using the Foodini.
There have been several reviews in recent years on various aspects of 3D food printing, including 3D printable food formulations, methods applied to designing food materials, environmental implications and possible legal challenges, and advantages and disadvantages of various food 3D printers. But the field is growing, and “there is a need to collate and categorise published reports and to consolidate these developments.”
“As such, we can have a better understanding of the accomplishments to date, and potential areas for future studies,” the researchers state.
ASTM F2792-12a has categorized seven specific AM headings, though different acronyms are often used to describe the same process:
- Vat Polymerization
- Material Extrusion
- Directed Energy Deposition (DED)
- Powder Bed Fusion (PBF)
- Binder Jetting
- Material Jetting
- Sheet Lamination
Five of these so far – vat polymerization, extrusion, PBF, binder jetting, and inkjet printing – have been used to print food.
“The same process principles, for AM in general, also apply to 3D Food printing,” they write. “However, different degrees of pre-processing, such as fine-tuning of food recipes, and post-processing, such as cooking and oven drying, might be necessary for 3D food printing [4].”

(Image: Natural Machines)
There are some unique challenges involved with 3D food printing. For instance, some 3D printed food samples show a high microbial concentration when stored in air, which could mean that further consideration is needed for hygienic equipment design. Also, many consumers often negatively view foods that “appear to have undergone a lot of processing.” But the potential seems to far outweigh any issues.
First, reducing food waste and “increasing the usage of existing food materials” can help streamline the supply chain and resolve food shortages. One example is Upprinting Food, a company that uses food waste as the “ink” for food 3D printers by combining ingredients like fruits, bread, and vegetables to make a puree that can be 3D printed. The prints are then seasoned, baked, and dehydrated “so that the resulting product is nicely crunchy and long durable.”

(Image: Upprinting Foods)
Many food manufacturing processes, like baking and shaping, are eliminated through the use of 3D printing, which saves time, and the technology also makes food transport easier. 3D printed food can also be used to customize food in order to treat malnutrition, or help people with special dietary needs, like those with Celiac disease or dysphagia. It can promote low-carbon food products, such as insects, and 3D printing meatless meat reduces environmental impact.
Vegan 3D printed steak (Image: Novameat)
You can see a chronological summary of reported 3D printing methods and food materials, such as milk chocolate, wheat dough, Vegemite, powdered broccoli and carrots, and heat-induced egg yolk paste, that have been used in Table 1.
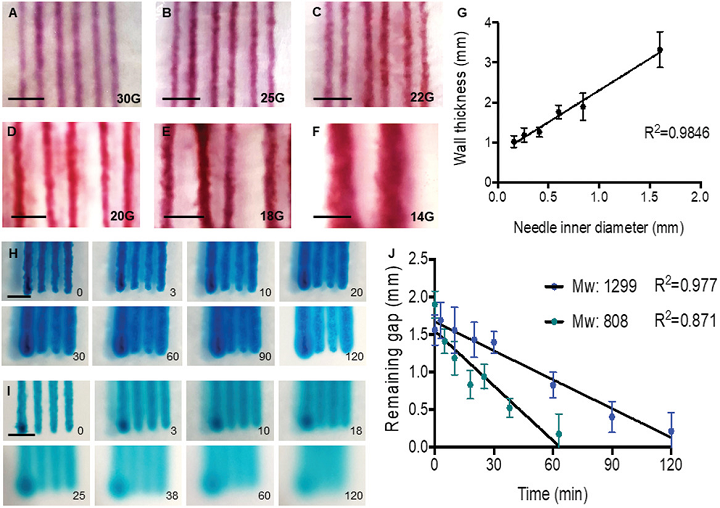
“For 3D food printing to become practical, precise calibration of printing parameters should be carried out, dictated by the mechanical properties of the material. Furthermore, the study of the relationship between the rheological characteristics and their connection with printing parameters is key for improving the overall quality of 3D printed food [2],” the researchers noted.
“In general, 3D printable materials must exhibit a controllable viscoelastic response, must form stable structures capable of withstanding compressive stresses from capillary forces, and must not shrink too much when undergoing drying, to avoid deformation and/or fissure formation [58]. These materials must be able to hold their shape once deposited. They need to be printable into defined shapes without slumping, spreading, or bridging.”
It’s important to classify the materials into examples that are “natively printable,” like hydrogels and dairy, and “non-natively printable,” such as meat and plants. But this will be difficult, as multiple factors affect printability, there isn’t a consensus on how to predict or assess shape fidelity, and just because one material is 3D printable with one AM method doesn’t mean that it’s the case for another.

3D printed sweets. (Image: 3D Systems)
The most suitable 3D food printing materials are carbohydrates, fats, fiber, functional components, and proteins, along with hydrogels like alginate and gelatin, and extrusion is the most widely adopted AM technique for 3D food printing. A material needs to display shear thinning behavior for this, which means that it can be extruded from a nozzle.
Regarding the information from Table 1, the researchers listed what they believe are the most important milestones, starting with research into developing feedstock for food 3D printing in 2009. The next year, after “promising results of tailor-fitted food textures,” researchers investigated the effect of additives on shape fidelity of 3D printed structures before and after cooking and deep frying.

Care for a 3D printed mealworm pastry?
“3D food printing has been employed to design appropriate insect products as a new source of proteins to overcome the disgust of consumers by consuming whole insects. An example of 3D printing technology applied to edible insects is represented by Soares and Forkes [82] in 2014, who printed the flour made out of edible dried insects in combination with fondant to produce icing for top cakes’ decoration,” the team wrote.
“Further work was carried out by Severini et al. [83] to obtain snacks from insect-enriched wheat flour dough as a new source of proteins.”
Researchers used inkjet printing in 2015 for microencapsulation processes – they developed a printhead with 500 nozzles that can fabricate monodisperse droplets that, once dry, turn into highly monodisperse powders. This allowed them to print alginate drops through a calcium chloride solution to make calcium alginate gel particles.
“In 2018, Vancauwenberghe et al. [86] designed a co-axial extrusion printhead to deposit a pectin-based ink and Ca2+ cross-linking solution in the inner and outer flows, respectively. This design facilitates an accurate control over the textural properties and gelation of the printing object as well as eliminates the pre-treatment or post-treatment step,” the researchers wrote.
That same year, another team compared the mechanical properties and textures of melted, untreated, 3D printed cheese samples, and determined that fat globules disrupt during printing, but partially coalesce as the print solidifies. Also in 2018, researchers compared the effects of freeze-drying and oven-drying on shape fidelity of 3D printed samples made from combined material sets of “cold swelling starch, milk powder, rye bran, oat, and faba bean protein concentrates and cellulose nanofiber.”
“Structural properties of the 3D object by varying infill structure has been investigated mostly in polymer and bio-printing,” they explained in reference to research about mashed potatoes.
“The textural and structural quality of mashed potatoes was investigated [96] by changing infill percentages (10%, 40%, 70%, and 100%) with different infill patterns (rectilinear, honeycomb, and Hilbert curve) and variation in shell perimeters (3, 5, and 7 shells).”
(Image: Fast Company)
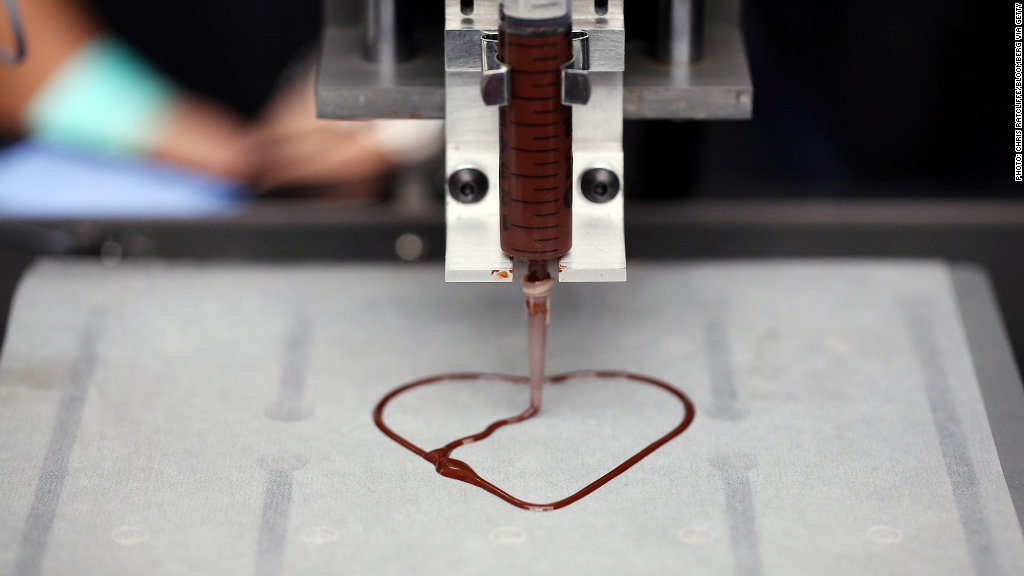
Lest we forget about dessert, researchers in 2019 presented “semi-trained panelists” with three samples of chocolate that had been 3D printed in a honeycomb pattern with 25%, 50%, and 100% infill percentages, to see if printed objects with 100% infill have a lower breaking resistance than those fabricated with casting technology.
“From the works collected, it is clear that, even though studies have been steadily carried out over the last ten years, there have been few sequential linked developments of complexity and understanding of the chosen formulations. From this, an important factor in future uptake and advancement would be to focus on further developing these materials for more bespoke products and more detailed understanding,” the researchers note.
Finishing up with the future of 3D printing in the food industry, the team notes that while consumer acceptance is still a challenge, global food companies are using the technology, creating food 3D printers, and investing in the research.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
The post A General Review of Methods and Materials for 3D Food Printing appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.