The entire aerospace industry has sensed the manufacturing sea change and is integrating 3D printing into production wherever it provides value. Like others, Honeywell Aerospace has been qualifying numerous additive manufacturing (AM) technologies for the production of aerospace parts. The latest comes from VELO3D, whose Sapphire metal 3D printer will now be qualified as a viable platform for producing aircraft parts.
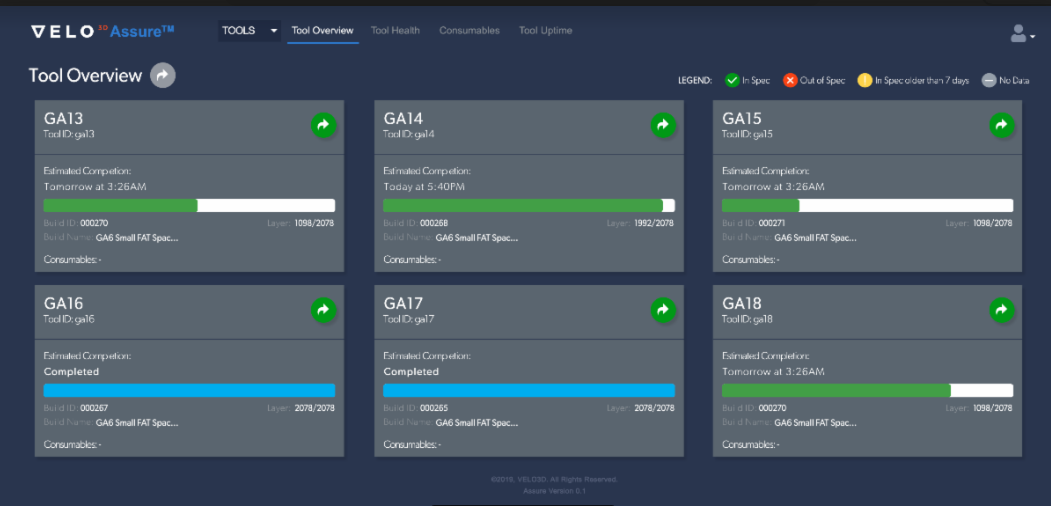
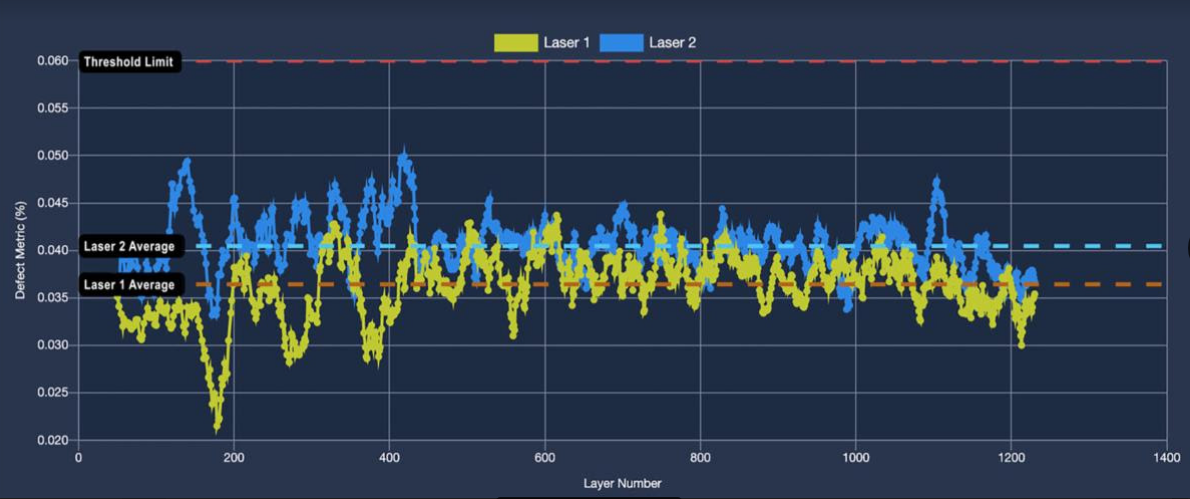
VELO3D’s Sapphire system is framed as a uniquely capable metal powder bed fusion (PBF) 3D printer. It is capable of 3D printing complex geometries with little to no support structures, thus reducing labor intensive and costly post-processing steps. Moreover, a highly controlled atmosphere, the use of simulation software for build prep, and in-situ quality control ensure the sort of repeatability that the manufacturing industry has been clamoring for.
For this reason, Honeywell Aerospace selected the Sapphire 3D printer for its qualification program. The machine will be installed at the aerospace manufacturer’s facility in Phoenix, where it will be used to test the possibility of 3D printing Inconel parts. Inconel, a Special Metals brand name for a family of nickel-chromium-based superalloys, is widely used in the aerospace sector for its ability to operate in extreme temperatures.
VELO3D will work with Honeywell to develop the proper parameters necessary for the company to perform material qualification and obtain optimal material properties. The partners believe that the qualification process will be completed by the third quarter of this year.

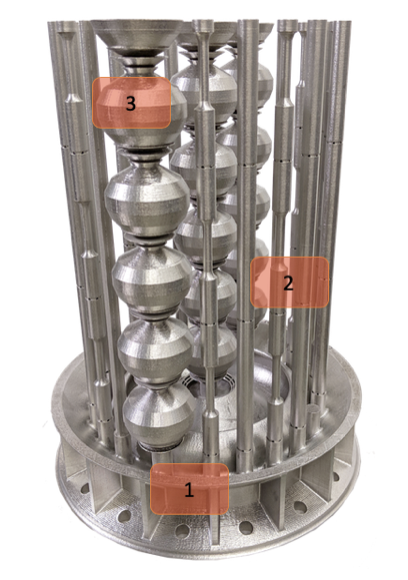
A stator ring and impeller 3D printed using the Sapphire system.
Dr. Söeren Wiener, senior director of technology and advanced operations for Honeywell Aerospace, explained how the printer will be used more specifically: “We are qualifying VELO3D’s Sapphire system with the aim of printing geometries that can’t be fabricated on existing 3D metal printers. Their technology will help Honeywell develop new production-part applications while also meeting our material requirements for qualification. We intend to qualify this equipment through repeatability testing in our production environment, including build and post-processing, to generate an acceptable set of material property data and qualification of flight hardware.”
Honeywell Aerospace is a part of the larger Honeywell conglomerate, which also operates in the buildings, productivity and safety, and weapons sectors, where it builds missiles and nuclear weapons for the U.S. military. It is the Aerospace division that is performing the largest amount of public work using AM.
While engineers within the company are working on redesigning parts for 3D printing, Honeywell is also teaming with numerous partners to qualify machines, materials and software for aerospace part production. SLM Solutions, for instance, has been chosen to help qualify aluminum, while Sigma Labs is supplying its PrintRite3D platform for qualifying the quality control system. Honeywell is also exploring the use of Digital Metal’s binder jetting technology. However, the first company to be selected for printing aerospace components for the manufacturing giant so far is Sintavia.
Though they work alongside one another often, Honeywell Aerospace and GE Aerospace also compete for federal contracts alongside Boeing, who relies on third party suppliers for AM parts, and United Technologies Corp., which became an even larger aerospace manufacturer after its megamerger with Raytheon last year.
For its part, VELO3D has been finding its own footing after only just recently entering the AM market, with Stratasys and Boom Supersonic acquiring Sapphire systems. As promising as its technology is, it will be interesting to see what the competition does to match Sapphire’s capabilities, some of which seem to be achievable if quality control can be highly accounted for.
The post Honeywell Aerospace to Qualify VELO3D’s Metal 3D Printing for End Use Parts appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.





 Quality Assurance and Control System for its Sapphire® 3D metal printers,
Quality Assurance and Control System for its Sapphire® 3D metal printers,