We’ve got lots of material news for you in today’s 3D Printing News Briefs, starting with a Material Development Kit from RPS. Polymaker and Covestro are releasing three new materials and EOS has introduced a new TPU material for industrial 3D printing. Moving on, CASTOR and Stanley Black & Decker used EOS 3D printing to reduce costs and lead time, and Velo3D is partnering with PWR to make high performance heat exchangers.
RPS Introduces Material Development Kit for NEO800
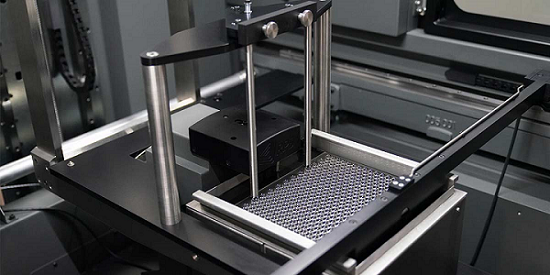 UK 3D printer manufacturer RPS just launched its NEO Material Development Kit, which was designed by company engineers to be used as a polymer research and development tool for its NEO800 SLA 3D printer. The MDK comes in multiple platform and vat sizes, and allows developers to work with different resin formulations, so that R&D companies can work to develop a range of polymers that are not available in today’s industry. Users can print single layer exposure panes with Titanium software and the 1 liter vat in order to find the photo-speed of the formulation they’re developing; then, tensile testing of different material formulations can commence. Once this initial testing is finished, developers can scale up to the 13 liter vat – perfect for 3D printing prototype parts for use in optimizing final configuration settings.
UK 3D printer manufacturer RPS just launched its NEO Material Development Kit, which was designed by company engineers to be used as a polymer research and development tool for its NEO800 SLA 3D printer. The MDK comes in multiple platform and vat sizes, and allows developers to work with different resin formulations, so that R&D companies can work to develop a range of polymers that are not available in today’s industry. Users can print single layer exposure panes with Titanium software and the 1 liter vat in order to find the photo-speed of the formulation they’re developing; then, tensile testing of different material formulations can commence. Once this initial testing is finished, developers can scale up to the 13 liter vat – perfect for 3D printing prototype parts for use in optimizing final configuration settings.
“This NEO Material Development Kit now opens the door for large industrial chemical companies such as BASF, DSM and Heinkel to push the boundaries of UV photopolymers,” said David Storey, the Director of RPS. “The industry is looking for a quantum jump in materials to print end-user production parts from the stereolithography process.”
New Polycarbonate-Based Materials by Polymaker and Covestro
 Advanced 3D printing materials leader Polymaker and polymer company Covestro are teaming up to launch three polycarbonate-based materials. These versatile new materials coming to the market each have unique properties that are used often in a variety of different industries.
Advanced 3D printing materials leader Polymaker and polymer company Covestro are teaming up to launch three polycarbonate-based materials. These versatile new materials coming to the market each have unique properties that are used often in a variety of different industries.
The first is PC-ABS, a polycarbonate and ABS blend which uses Covestro’s Bayblend family as its base material. Due to its high impact and heat resistance, this material is specialized for surface finishings such as metallization and electroplating, so it’s good for post-processing work. Polymaker PC-PBT, which blends the toughness and strength of polycarbonate with PBT’s high chemical resistance, is created from Covestro’s Makroblend family and performs well under extreme circumstances, whether it’s subzero temperatures or coming into contact with hydrocarbon-based chemicals. Finally, PolyMax PC-FR is a flame retardant material that’s based in Covestro’s Makrolon family and has a good balance between safety and mechanical performance – perfect for applications in aerospace motor mounts and battery housings.
EOS Offers New Flexible TPU Material
 In another materials news, EOS has launched TPU 1301, a new flexible polymer for industrial, serial 3D printing. Available immediately, this thermoplastic polyurethane has high UV-stability, great resilience, and good hydrolysis resistance as well. TPU materials are often used in applications that require easy process capabilities and elastomeric properties, so this is a great step to take towards 3D printing mass production.
In another materials news, EOS has launched TPU 1301, a new flexible polymer for industrial, serial 3D printing. Available immediately, this thermoplastic polyurethane has high UV-stability, great resilience, and good hydrolysis resistance as well. TPU materials are often used in applications that require easy process capabilities and elastomeric properties, so this is a great step to take towards 3D printing mass production.
“The EOS TPU 1301 offers a great resilience after deformation, very good shock absorption, and very high process stability, at the same time providing a smooth surface of the 3D printed part,” said Tim Rüttermann, the Senior Vice President for Polymer Systems & Materials at EOS. “As such the material is particularly suited for applications in footwear, lifestyle and automotive – such as cushioning elements, protective gears, and shoe soles.”
You can see application examples for TPU 1301 at the EOS booth D31, hall 11.1, at formnext in Frankfurt next month, and the material will also be featured by the company at K Fair in Dusseldorf next week.
CASTOR, Stanley Black & Decker, and EOS Reduce Costs and Lead Time
 Speaking of EOS, Stanley Black & Decker recently worked with Tel Aviv startup CASTOR to majorly reduce the lead time, and cost, for an end-use metal production part that was 3D printed on EOS machinery. This was the first time that 3D printing has been incorporated into the production line of Stanley Engineered Fastening. In a CASTOR video, EOS North America’s Business Development Manager Jon Walker explained that for most companies, the issue isn’t deciding if they want to use AM, but rather how and where to use it…which is where CASTOR enters.
Speaking of EOS, Stanley Black & Decker recently worked with Tel Aviv startup CASTOR to majorly reduce the lead time, and cost, for an end-use metal production part that was 3D printed on EOS machinery. This was the first time that 3D printing has been incorporated into the production line of Stanley Engineered Fastening. In a CASTOR video, EOS North America’s Business Development Manager Jon Walker explained that for most companies, the issue isn’t deciding if they want to use AM, but rather how and where to use it…which is where CASTOR enters.
“They have a very cool software in which we can just upload the part of the assembly CAD file, and within a matter of minutes, it can automatically analyze the part, and give us the feasibility of whether the part is suitable for additive manufacturing or not. And in case it is not suitable, it can also let us know why it is not suitable, and what needs to be changed. It can also tell us what is the approximate cost, which material and printer we can use,” said Moses Pezarkar, a Manufacturing Engineer at Stanley’s Smart Factory, in the video.
To learn more, check out the case study, or watch the video below:
PWR and Velo3D Collaborating on 3D Printed Heat Exchangers
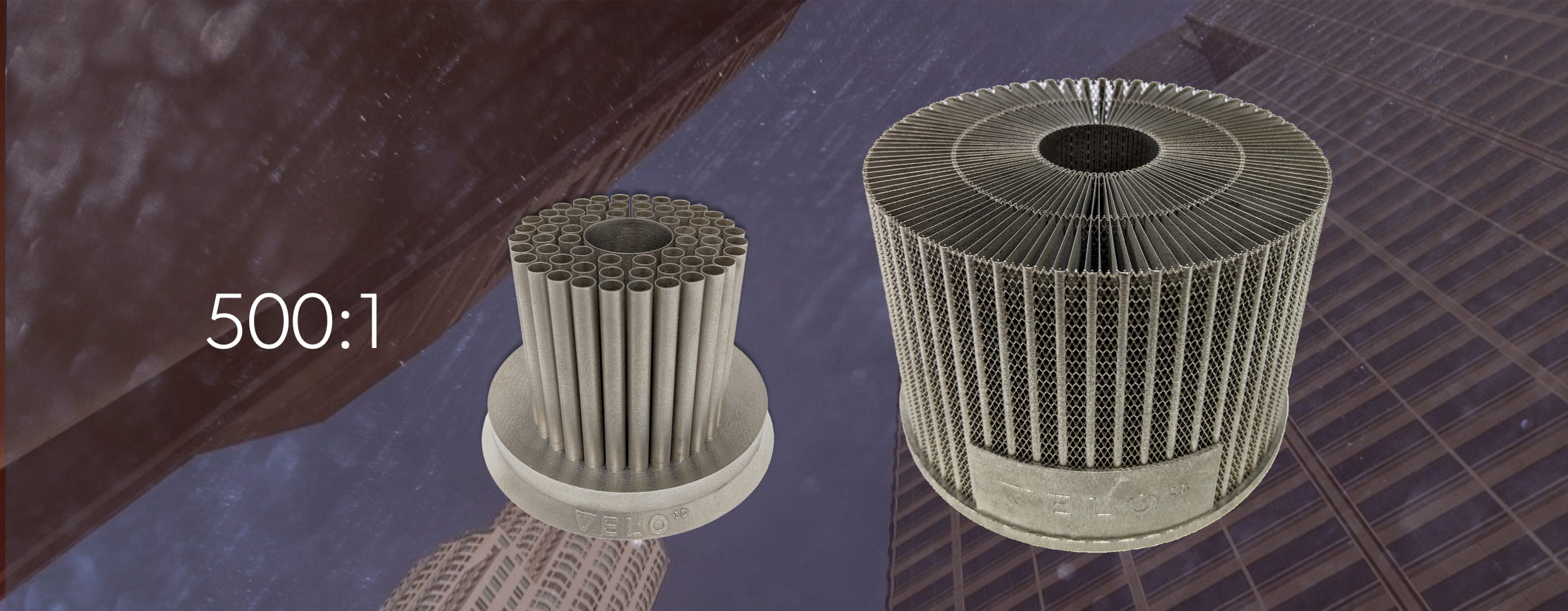
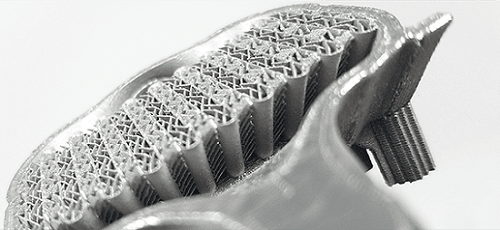 Cooling solutions supplier PWR and Velo3D have entered into a collaborative materials development partnership for serial manufacturing of next-generation heat exchangers, and for the Sapphire metal 3D printer. PWR will be the first in the APAC region to have a production Sapphire machine, which it will use to explore high-performance thermal management strategies through 3D printing for multiple heat exchange applications. Together, the two companies will work on developing aluminum alloy designs with more complex, thinner heat exchange features.
Cooling solutions supplier PWR and Velo3D have entered into a collaborative materials development partnership for serial manufacturing of next-generation heat exchangers, and for the Sapphire metal 3D printer. PWR will be the first in the APAC region to have a production Sapphire machine, which it will use to explore high-performance thermal management strategies through 3D printing for multiple heat exchange applications. Together, the two companies will work on developing aluminum alloy designs with more complex, thinner heat exchange features.
“PWR chose Velo3D after extensive testing. The Velo3D Sapphire printer demonstrated the ability to produce class-leading thin-wall capabilities and high-quality surfaces with zero porosity. Velo3D and PWR share a passion for pushing the limits of technology to deliver truly disruptive, class-leading, products. We are a natural fit and look forward to building a strong partnership going forward,” said Matthew Bryson, the General Manager of Engineering for PWR.
“Heat exchanger weight and pressure-drop characteristics have a huge impact on performance and are significant factors in all motorsport categories. Using additive manufacturing to print lightweight structures, enhancing performance with freedom-of-design, we have the ability to further optimize these characteristics to the customer’s requirements whilst providing the necessary cooling. The broad design capabilities and extremely high print accuracy of the Velo3D Sapphire 3D metal printer will help us optimize these various performance attributes.”
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the comments below.
The post 3D Printing News Briefs: October 6, 2019 appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.