Today, London-based company AMFG, which provides MES and workflow software for industrial additive manufacturing (AM) that helps companies streamline and manage their production workflows, has released the second edition of its annual Additive Manufacturing Landscape report and infographic. Since the first report was published in April of 2019, there have been some big changes in the AM industry, including new materials and technologies, investors and companies, and new applications – all of which are strong indicators that the sector is continuing to move towards greater industrialization.
“While the start of 2020 has ushered much uncertainty globally, the progress within the 3D printing industry shows no signs of slowing down,” said Keyvan Karimi, the CEO of AMFG. “In these extraordinary times, we are witnessing the continued maturation of 3D printing into an industrialised technology, driving digital transformation.”

The Additive Manufacturing Landscape 2020 edition provides some very important insights into the current AM market, breaking down the current landscape of the technology and providing industry stakeholders and manufacturing companies with some meaningful and shrewd observations regarding the trends that are molding the industry, both this year and into the future.
“In a time of global need, 3D printing is playing a key role in demonstrating its ability to respond to the need for on-demand production and help alleviate supply chain disruption,” the report’s Executive Summary states. “In addition to external factors, new players continue to enter the AM market, while acquisitions and partnerships continue to flurry across the industry.”

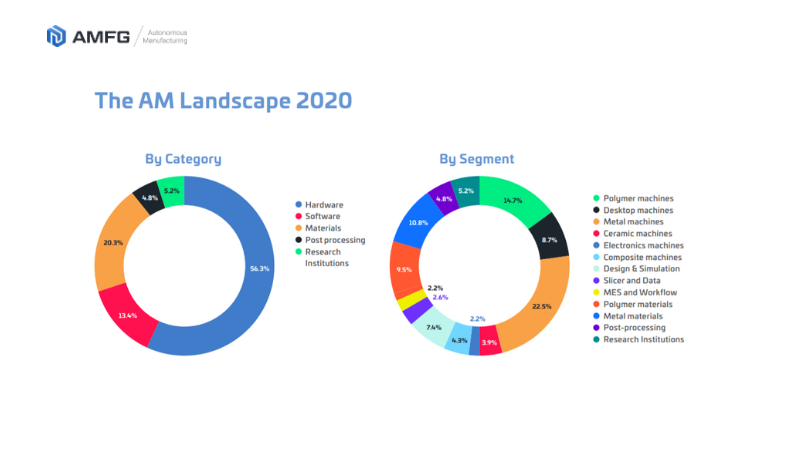
AMFG has customers across a range of industries in over 25 countries, and, so, has a breadth of experience to draw from in compiling this report. A total of 231 organizations were included in the 2020 landscape’s infographic, shown above, with hardware, materials, post-processing, and materials companies all included. However, as this report focuses on the industrial side of the industry, consumer 3D printing companies were not included.
The report, running 27 pages, breaks down the 2020 AM landscape, stating that the major “several factors driving the industry’s growth” include users focusing on establishing clear AM applications and the fact that the technology is now part of the broader trend of digitization in the manufacturing world. It also offers a look at the trends expected to come in 2021, and discusses some of the many milestones that occurred in 2019, such as:
- the launch of Jabil’s Materials Innovation Center
- the announcement that Orbex had produced the largest single-piece metal rocket engine
- the new 5200 series of HP’s Multi Jet Fusion 3D printers
- Carbon’s major investments
- Angel Trains and Stratasys partnering to 3D print components for passenger trains
- the collaboration between Made In Space and CELLINK to develop bioprinting technology for space.

HP’s industrial Jet Fusion 5200 Series 3D Printing Solution (Image: HP)
The white paper covers insights regarding the major segments within the industry, with an entire section just for AM service providers and online platforms. Additive Manufacturing Landscape 2020 takes a look at the rate of 3D printing adoption all over the world, from North America and the Asia-Pacific region to Europe, Africa and the Middle East, and features some expert observations from Joseph Crabtree, the CEO of Additive Manufacturing Technologies and Scott Dunham, the Vice President of Research at SmarTech Analysis.

Scott Dunham at Additive Manufacturing Strategies 2020 (Photo: Sarah Saunders for 3DPrint.com)
“Based on our tracking and models, 2019 was the lowest growth total across the board of any year since I started providing consulting and research services to the additive community back in 2012,” Dunham said. “But while I don’t anticipate that any markets will be totally immune from the litany of negative impacts of COVID-19, I can see much of the additive manufacturing market actually coming out of this for the better.”
Some of the major points that the report makes include that the industry’s largest segment is metal machines, which make up 22.5 percent of the overall AM landscape, and hardware, at 56 percent, is the largest category. This category has a new segment this year in composite 3D printers, which are often niche, but have the potential to grow into a more profitable market.
Additionally, the white paper states that an estimated $1.1 billion worth of investments were made last year in 77 early-stage AM companies, with 3D printer manufacturers receiving the largest piece of the funding pie. Another important point stated in the report is that connectivity and collaboration will continue to be vital in helping the fragmented additive manufacturing industry consolidate into a more unified front.
To learn more, you can check out the entire Additive Manufacturing Landscape 2020 here, and you can also find a link to the report on our White Paper page.
Discuss this news and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
The post AMFG Publishes Additive Manufacturing Landscape Report 2020: Breaking Down the Industry and Looking at the Future appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.




 World Cup.
World Cup.