
Colossus, a machine development startup based in Genk, Belgium, has released what is said to be the largest Fused Granular Fabrication (FGF) 3D printer specifically designed to process recycled materials. “Clients requested a way to make furniture and other large-scale objects from plastic waste, so we searched the market [for a] large-scale printer and everything we […]
Adafruit Weekly Editorial Round-Up: November 12th – November 19th

ADAFRUIT WEEKLY EDITORIAL ROUND-UP
We’ve got so much happening here at Adafruit that it’s not always easy to keep up! Don’t fret, we’ve got you covered. Each week we’ll be posting a handy round-up of what we’ve been up to, ranging from learn guides to blog articles, videos, and more.
BLOG

Adafruit Holiday Gift Guides are HERE! So far we’ve got a guide for Young Engineers, a guide for CircuitPython purchases, and a Pi-centric guide. Stay tuned to the blog for more to come. And happy holiday season from Adafruit!
More BLOG:
- It’s been a light and sound palooza on the blog lately as we gear up for AdaBox010. Get hype, as the cool kids say!
- We’ve got 1,900,000 THANKS to celebrate 1.9 m orders!
- Mike Barela posted about a cool tutorial that Counts Punches with Circuit Playground Express.
- We continued our celebration of Native American Heritage Month.
LEARN
Motion Gift Box: In this project we’re making a motion activated gift box using Adafruit Crickit and Circuit Playground Express. Read more.
More LEARN
- Star Trek Soundboard with NeoTrellis
- Circuit Playground Express Spinner Game in MakeCode
- CircuitPython Servo Tester
- Using Circuit Playground Express, MakeCode and CircuitPython on a Chromebook
Browse all that’s new in the Adafruit Learning System here!
HRE’s 3D-printed titanium wheels #3DPrinting

These futuristic concept wheels are made with electron beam melting. This process allows rapid, precise prototyping.
Via C-Net:
Here’s how it works. The wheel was created from titanium powder and a type of 3D printing called electron beam melting. An electron beam generates heat, which is used to form the powder into metal structures in a vacuum. Titanium likes to react with oxygen, so the vacuum bit is especially important. This technology can make more than wheels — it’s being investigated for use in medical-implant and aerospace manufacturing, as well.
HRE and GE Additive created the wheel in five distinct sections comprising the face of the wheel. Those five pieces were combined with a custom center section, all of which was eventually bolted to a carbon-fiber wheel rim using titanium fasteners. Some machining is still required, since its precision is unmatched and components like bolt holes need to be engineered to perfection.
Researchers 3D Print Ceramics Without Time-Consuming and Complex Sintering Phase
In a paper entitled “3D printing dielectric ceramic without a sintering stage,” a group of researchers describes how they created dielectric ceramic parts through 3D printing, while circumventing the usually necessary sintering phase. Conventional sintering is both time- and energy-consuming, they explain. Normally, the ceramic powder is packed with organic additives under compression, followed by binder burnout and sintering at high temperatures. The process results in the densification of the powder into a solid piece due to thermally assisted mass transport. The time and energy consumed by the process is only one of the drawbacks – it’s also difficult to control shrinkage, which means that additional shaping of the part may be needed.
 Powder bed fusion is the only single step process for the additive manufacturing of ceramics. In the paper, the researchers focused on material extrusion. They created a 3D printable paste by mixing the water soluble material lithium molybdate (Li2MoO4) with water.
Powder bed fusion is the only single step process for the additive manufacturing of ceramics. In the paper, the researchers focused on material extrusion. They created a 3D printable paste by mixing the water soluble material lithium molybdate (Li2MoO4) with water.
“Lithium molybdate (Li2MoO4) is a non-toxic dielectric ceramic material, which has been studied for corrosion inhibition and moisture sensing applications as well as a scintillator material for detecting some rare nuclear processes, anode material for Li-ion batteries in modified form, and catalyst for methane oxidation,” the researchers explain. “For microwave devices, Li2MoO4 is of interest because of its beneficially low dielectric loss in addition to its low sintering temperature of 540 °C. However, Li2MoO4 is water-soluble, enabling component manufacture at temperatures as low as room temperature.”
 In this method, known as room temperature fabrication or RTF, the lithium molybdate powder was moistened with water, and partial dissolution of the material formed an aqueous phase which aids particle packing and densification during the compression and avoiding shrinkage. The dissolved lithium molybdate recrystallizes during drying due to water evaporation, which cab be sped up by heat treatment. Because no sintering is required, there is no formation of extra phases or heat expansion mismatch.
In this method, known as room temperature fabrication or RTF, the lithium molybdate powder was moistened with water, and partial dissolution of the material formed an aqueous phase which aids particle packing and densification during the compression and avoiding shrinkage. The dissolved lithium molybdate recrystallizes during drying due to water evaporation, which cab be sped up by heat treatment. Because no sintering is required, there is no formation of extra phases or heat expansion mismatch.
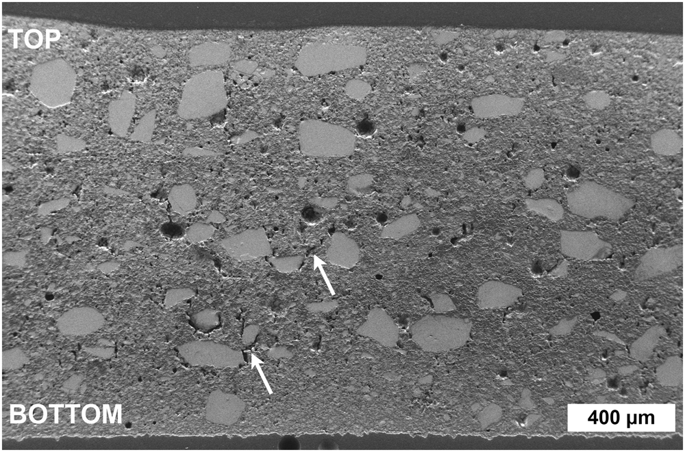
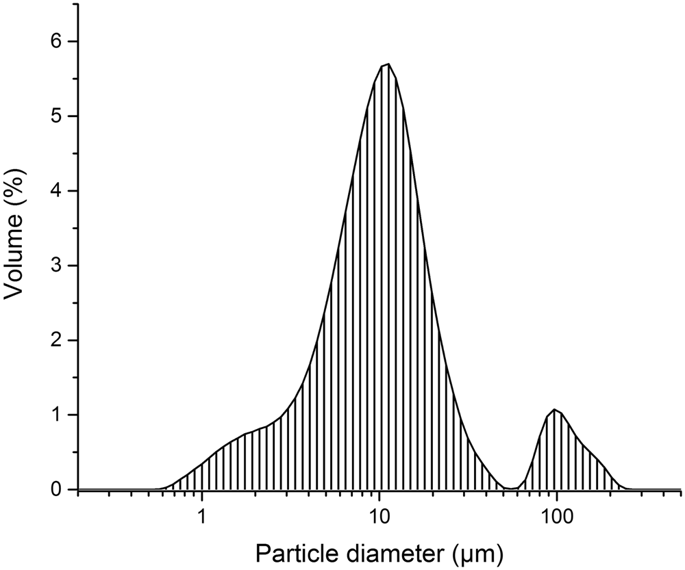
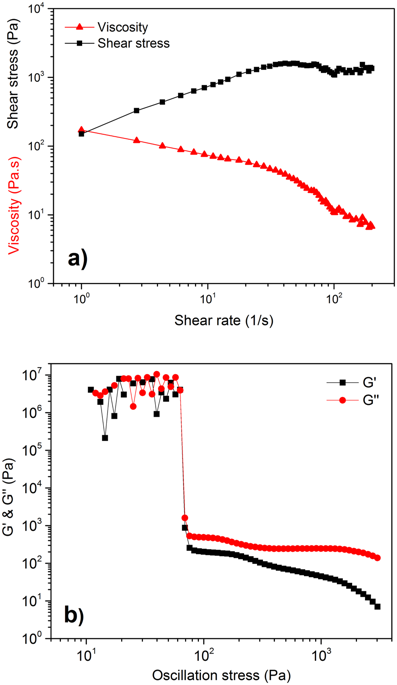
Once a viscous mixture of solid ceramic particles and saturated aqueous phase was formed, sample discs were 3D printed using a low-cost syringe-style 3D printer. The samples were printed with smooth surfaces, the paste extruding successfully with good shear behavior. The microstructure of the printed parts was analyzed, as were the densities and dielectric properties. The water content in the mixture was kept as low as possible to avoid porosity, as well as the cracking and shrinkage that can occur with a longer drying time.
“The consolidation and densification of the printed parts occurred during both printing and drying of the paste due to extrusion pressure, capillary forces, and recrystallization of the dissolved Li2MoO4. Complete drying of the paste was ensured by heating at 120 °C,” the researchers state. “The microstructure showed no delamination of the printed layers. Relatively high densities and good dielectric properties were obtained, especially when considering that no sintering and only pressure from the extrusion was employed. This approach is expected to be feasible for similar ceramics and ceramic composites.”
Authors of the paper include Maria Väätäjä, Hanna Kähäri, Katja Ohenoja, Maciej Sobocinski, Jari Juuti and Heli Jantunen.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Holiday Planning Tips: #4 Position Your Products Well to Optimize Sales
The goal of this holiday season for our business owners is simple: to sell as much as possible and to deliver quality products that satisfy customers. A helpful part in doing that — in addition to planning for material cutoff dates and refreshing products and images — is marketing. But we have one more tip to share before we get to that, which is to recognize how your products are positioned in the Shapeways marketplace, or wherever else your products are sold.
Consider the Theory of Long Tail
Traditionally in the commercial world, a company’s sales work like this: About 20% of their products make up 80% of the sales, which is known as the 80/20 rule. The other 80% of the products, while still manufactured, draw in much less revenue. At Shapeways, however, our marketplace sales embrace the theory of Long Tail.
3D printing is moving the consumer world more towards personalized and customized products, and the products our shop owners sell on the Shapeways marketplace is an example of a diverse long tail of products. Our shoppers purchase from this long tail of products instead of from a small pool of selections (meaning the 80% rather than the 20%).
Categories, Subcategories and Popular Product Placements
At Shapeways, we split our marketplace into 8 main categories: Tech, Accessories, Jewelry, Art, For Your Home, Games, Miniatures and Other. Within those 8 categories, we have 43 sub-categories. During the holiday season, while we don’t have popular products in the same way that major chain stores do, some categories are slightly more popular for shoppers. These include: Tech, Jewelry (pendants) and Games (tabletop & wargaming).
Where you choose to place your product in the marketplace is completely up to you, but it’s definitely a decision you should take some time to think about. You can reconsider your categories to help more shoppers discover your shop, or you can count on a less crowded space to help your products stand out. Whatever you choose, know that each route can lead to much success with the right strategy.
The post Holiday Planning Tips: #4 Position Your Products Well to Optimize Sales appeared first on Shapeways Magazine.
3D Printing News Briefs: November 17, 2018
Continuing with the week’s second edition of 3D Printing News Briefs, or rather formnext 2018 News Briefs, we’ve got more announcements coming from the huge trade fair, which just ended today in Frankfurt. 3D Systems introduced two new 3D printers and a new material, while Solvay showcased its two new medical grade filaments. ViscoTec revealed its new two-component print head, and Additive Industries announced a partnership with Air Liquide on the show floor. Finally, Honeywell FM&T engineers are using topology optimization to shorten the design process at the DOE’s Kansas City National Security Campus.
3D Systems Showcases Two New 3D Printers

DMP Factory 350
This week at formnext, 3D printing leader 3D Systems announced two additions to its DMP metal 3D printing platform, along with a new aluminum alloy material. This platform allows customers to scale from the new DMP Flex 350 – successor to the ProX DMP 320 – all the way up to the new DMP Factory 350 as their production needs shift. These 3D printers were built to provide repeatable, robust metal parts production 24/7. The $575,000 Flex 350 offers an improved print productivity of 15% over previous models, comes with improved gas flow technology for uniform part quality, and allows for more efficient production of very dense, pure metal parts. The $763,000 Factory 250 combines all of these advantages and features with a little something extra – integrated powder management. An in-unit viewing panel allows for a visual inspection of the ultrasonic sieve, and also includes real-time process monitoring. In addition to its two new DMP 3D printers, 3D Systems also introduced a new aluminum alloy material, LaserForm AlSi7Mg0.6 (A), which offers electrical ductility, corrosion resistance, and high-thermal conductivity.
“At Formnext 2017, I announced 3D Systems’ intent to bring 3D printing to the factory floor with a new generation of additive manufacturing solutions. Today I am happy to report that over the last year we have brought to market an unrivalled series of plastic and metal 3D printers, materials and software that are optimizing workflows, enabling new design innovations, and reducing costs,” said Vyomesh Joshi, the President and CEO of 3D Systems. “The new innovations we are announcing today – DMP Flex 350, DMP Factory 350, and LaserForm material– further expand 3D System’s customer-first, solution approach to drive the transformation of manufacturing.”
The DMP Flex 350 and DMP Factory 350 should be available in late Q4 2018.
Solvay Introduces New Medical-Grade Filaments
 Global specialty polymer supplier Solvay was also at formnext this week to launch new products. The company introduced three new additions to its high-performance 3D printing filament portfolio – KetaSpire PEEK (NT1 HC), a 10% carbon fiber-reinforced KetaSpire (CF10 HC), and Radel PPSU (NT1 HC), which are Solvay’s first medical-grade materials for limited contact applications in the healthcare industry. The KetaSpire PEEK filaments enable high part density, achieve great printed layer fusion, and provide excellent part strength, along the z-axis in particular. Radel PPSU delivers the same exceptional fusion, and also has toughness, transparency, and high elongation. These three new grades are available immediately in both North America and Europe through Solvay’s e-commerce platform.
Global specialty polymer supplier Solvay was also at formnext this week to launch new products. The company introduced three new additions to its high-performance 3D printing filament portfolio – KetaSpire PEEK (NT1 HC), a 10% carbon fiber-reinforced KetaSpire (CF10 HC), and Radel PPSU (NT1 HC), which are Solvay’s first medical-grade materials for limited contact applications in the healthcare industry. The KetaSpire PEEK filaments enable high part density, achieve great printed layer fusion, and provide excellent part strength, along the z-axis in particular. Radel PPSU delivers the same exceptional fusion, and also has toughness, transparency, and high elongation. These three new grades are available immediately in both North America and Europe through Solvay’s e-commerce platform.
“The healthcare industry is quickly emerging as a leading market to benefit from AM technology which makes customized parts for single use or low volumes possible. However, there is still a very limited choice of high-performance filaments that meet the stringent regulatory requirements in healthcare and this is the gap we want to close with our new selection of medical grade products,” said Christophe Schramm, Additive Manufacturing Business Manager at Solvay’s Specialty Polymers global business unit.
VisctoTec Launches New Two-Component Print Head
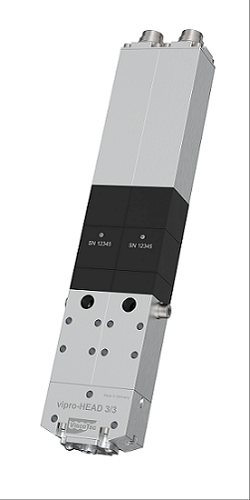 This spring, Germany-based ViscoTec, which is well known for its innovative 3D print heads, introduced the vipro-HEAD, a print head with an optional heating function for viscous fluids. The vipro-HEAD 3 and vipro-HEAD 5 allow the company’s 3D printing customers to process viscous fluids and pastes, and now ViscoTec has delivered again. At formnext this week, the company launched its new two-component print head, vipro-HEAD 3/3 and 5/5, which allows for the 3D printing of two-component viscous fluids and pastes.
This spring, Germany-based ViscoTec, which is well known for its innovative 3D print heads, introduced the vipro-HEAD, a print head with an optional heating function for viscous fluids. The vipro-HEAD 3 and vipro-HEAD 5 allow the company’s 3D printing customers to process viscous fluids and pastes, and now ViscoTec has delivered again. At formnext this week, the company launched its new two-component print head, vipro-HEAD 3/3 and 5/5, which allows for the 3D printing of two-component viscous fluids and pastes.
The print head, which comes in two sizes, has parallel, independently running motors, which receive direct signals from the 3D printer itself. Bleeding screws can be adapted to the vipro-HEAD 3/3 and 5/5 for venting during start-up, and optional integrated pressure sensors can monitor the output pressure at the static mixer, so dosing is automatically stopped if any pressure fluctuations occur so the rotor and stator aren’t damaged. With ViscoTec’s new print head, nearly all two-component viscous fluids and pastes can be dispensed continuously and gently.
Additive Industries and Air Liquide Announce Partnership
 The last piece of formnext 2018 news to share with you today is the newly announced partnership for industrial 3D printing between France-based Air Liquide and Netherlands company Additive Industries. The two have long enjoyed a working relationship, and decided to increase this into a professional partnership, in order to develop a dedicated infrastructure for gasses. Air Liquide will add its solutions for supplying and storing shielding gasses, and an infrastructure blueprint for Additive Industries’ MetalFAB1 3D printer will allow customers in demanding markets to increase the safety, quality, and post-processing of 3D printing.
The last piece of formnext 2018 news to share with you today is the newly announced partnership for industrial 3D printing between France-based Air Liquide and Netherlands company Additive Industries. The two have long enjoyed a working relationship, and decided to increase this into a professional partnership, in order to develop a dedicated infrastructure for gasses. Air Liquide will add its solutions for supplying and storing shielding gasses, and an infrastructure blueprint for Additive Industries’ MetalFAB1 3D printer will allow customers in demanding markets to increase the safety, quality, and post-processing of 3D printing.
“On our continuous quest to improve the performance of our systems while offering our users a fully integrated solution, we have identified the gas infrastructure for argon and nitrogen as an often overlooked but important piece of the puzzle,” said Daan Kersten, CEO of Additive Industries. “Because of our partnership with Air Liquide, we now can offer a blueprint to our customers to guarantee a reliable gas storage and supply as well as a higher level of safety, our number one priority.”
Topology Optimization Used by Honeywell FM&T Engineers
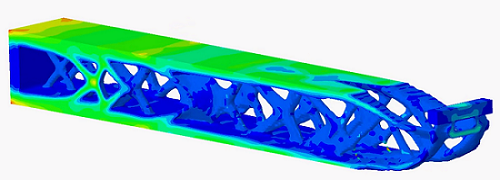 Honeywell FM&T, an engineering, manufacturing and sourcing enterprise that’s part of the aerospace company Honeywell, manages and operates the Kansas City National Security Campus for the US Department of Energy. It used to take the engineers months to design and produce materials to use for tooling and testing purposes. But Honeywell FM&T is now saving time by using digital manufacturing technology, which allows the engineers to bring their ideas to fruition in days, instead of months.
Honeywell FM&T, an engineering, manufacturing and sourcing enterprise that’s part of the aerospace company Honeywell, manages and operates the Kansas City National Security Campus for the US Department of Energy. It used to take the engineers months to design and produce materials to use for tooling and testing purposes. But Honeywell FM&T is now saving time by using digital manufacturing technology, which allows the engineers to bring their ideas to fruition in days, instead of months.
Topology optimization, or TO, shortens the normal design process by creating a prototype based on the functional and physical requirements, and then simulating production with it. 3D products designed with TO are less expensive, more lightweight, and stronger, and the Honeywell FM&T team recently used the technology to redesign a part that would meet structural requirements, but also weighs 46% less as well.
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
Find Your Next Job at 3DPrint.com’s Dedicated 3D Printing Career Board
Are you a fan of 3D printing who dreams of working with the technology for a living? Finding a job in the 3D printing industry may be easier than you think. The technology is becoming a part of nearly every sector of business, including manufacturing, medicine, the automotive and aerospace industries, education, and more. Search any job board with the terms “3D printing” or “additive manufacturing” and you might be surprised how many results come up.
On the other hand, wouldn’t it be great if there was a job board strictly for 3D printing-related careers? There are plenty of other job boards dedicated to specific career areas, such as medical professions, writing and editing, etc. 3D printing is growing enough as a field that it deserves its own dedicated career board – or at least that’s what we thought at 3DPrint.com, so we partnered with recruitment firm Alexander Daniels Global to create a job portal directly on the 3DPrint.com website.
 If you’re in the midst of a job search, or thinking of advancing or changing your career, go take a look at the new job board and see if there’s anything that interests you. The board focuses specifically on the areas of sales, marketing, application engineering, service, research and development, software and director/C-level roles. While the jobs currently posted are in the United States and Canada, positions will be posted from all over the world, so no matter where you live, bookmark the site and come back from time to time to see if there may be something opening up in your area.
If you’re in the midst of a job search, or thinking of advancing or changing your career, go take a look at the new job board and see if there’s anything that interests you. The board focuses specifically on the areas of sales, marketing, application engineering, service, research and development, software and director/C-level roles. While the jobs currently posted are in the United States and Canada, positions will be posted from all over the world, so no matter where you live, bookmark the site and come back from time to time to see if there may be something opening up in your area.
There’s a lot of concern about traditional manufacturing jobs disappearing, but the bright side is that advanced manufacturing technologies like 3D printing are swooping in to fill those voids. Advanced manufacturing is a growing, exciting sector, and we’d like to help you be a part of it if you want to be, so keep an eye on our new job board to see if your next career move may involve 3D printing.
If you get a job through our job board, let us know! Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Sandvik Showcased Customer Use Cases at formnext, Continues to Invest in Metal 3D Printing

Global engineering group Sandvik has been investing in a wide range of 3D printing process technologies for metal components for years, with experience in 3D printing metals such as titanium alloys, tool steels like maraging, stainless, and duplex steels, cemented carbide, high-temperature materials, and nickel-based alloys. Now, the company is increasing its metal AM capacity with a significant investment, and announced at formnext 2018 that it has installed several RenAM 500Q quad laser 3D printers by Renishaw.
These new metal 3D printers are the perfect complement to Sandvik’s current systems, which include machines from Arcam, Concept Laser, EOS, and ExOne that use a variety of different methods and materials.
 This expansion is on the heels of another investment by Sandvik in a new manufacturing plant for titanium and nickel 3D printing powders, which complements the company’s market-leading Osprey gas atomized metal powder range, showcased at formnext this week.
This expansion is on the heels of another investment by Sandvik in a new manufacturing plant for titanium and nickel 3D printing powders, which complements the company’s market-leading Osprey gas atomized metal powder range, showcased at formnext this week.
Use cases are rarely the same when it comes to 3D printing, as characteristics like flexibility, geometric complexity, hardness, strength, weight, and others can vary depending on the specific application. But Sandvik works across the whole value chain: all the way from component selection, design and modeling, and material choice to the optimal 3D printing method, post-processing, testing, and quality assurance.
“We refer to our process as ‘Plan it. Print it. Perfect it.’ Printing is only one of seven steps you need to master to obtain a perfect AM component. So, you have to think beyond printing to get the best possible value from additive manufacturing,” explained Kristian Egeberg, the President of Sandvik Additive Manufacturing.
While the design of a component certainly plays an important role in 3D printing, so too does the quality of material used. Sandvik, in its own words, has an “in-house capability” to make the broadest portfolio of alloys on the market, thanks to its Osprey metal powder range, in addition to the necessary know-how and expertise in metallurgy to customize the optimal material for whatever application is required.
Annika Roos, Head of the Powder Division in Sandvik, said, “We work closely with our customers to tailor alloys in line with their exact requirements, even for small batch print runs. Not only do we match the alloy to the purpose, we can also optimize the particle size for the chosen printing process.”

This week at formnext, which came to an end today in Frankfurt, Sandvik showcased several different 3D printing use cases with a variety of materials, process technologies, and post-processing methods, in addition to a selection of its Osprey powders. The 3D printed components on display are real industrial customer use cases, featured at various stages of development, and each of them was able to leverage the technology in order to deliver either improved effectiveness, functionality, performance, or productivity.
3D printed coolant clamps for Seco Tools, made from maraging steel, had internal curved channels for better lifespan and performance, while a titanium Sandvik Coromant CoroMill 390 milling cutter is up to 80% more lightweight, and 200% more productive.
Maraging steel sliding cases for LKAB Wassara were also on display at Sandvik’s booth. These two-pieces parts, 3D printed as a single unit, featured internal channels for underground hammer drilling, which helped to increase service life and improve performance. Finally, Varel nozzles 3D printed on-demand from cemented carbide had tailor-made threads which are long enough to be used for drilling in the oil and gas industry.
With its newly acquired Renishaw 3D printers, who knows what Sandvik will tackle next? The company is also looking for collaborate further with Renishaw in AM process technologies, materials development, and post-processing as well.
Discuss this news and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
Sisma Introduces Two New Highly Automated, User-Friendly DLP 3D Printers
 Formnext wraps up today, and it’s been a packed four days, with lots of new 3D printers and announcements of collaborations and partnerships that intend to advance additive manufacturing technology. Among the new 3D printers are two from Sisma, an Italian company that has been building laser systems and machinery since 1961. The Everes Zero and Everes Uno are DLP 3D printers designed to cater to several markets, including dental, medical and industrial production.
Formnext wraps up today, and it’s been a packed four days, with lots of new 3D printers and announcements of collaborations and partnerships that intend to advance additive manufacturing technology. Among the new 3D printers are two from Sisma, an Italian company that has been building laser systems and machinery since 1961. The Everes Zero and Everes Uno are DLP 3D printers designed to cater to several markets, including dental, medical and industrial production.
Both 3D printers features Sisma’s patent pending Zero Tilting Technology (ZTT). During the print job, the vat is fixed in the printer while the glass tilts after each layer, avoiding the suction effect and subsequent mechanical stress. A Smart Build Platform (SBP), also patent pending, self-aligns and self-zeroes after every print and features an automatic detachment function that reduces the risk of damaging prints. The bottom of the vat is made from PTFE, an inert material that allows for non-degenerative 3D printing and high dimensional precision, along with high repeatability and reliability. The resin cartridges are automatically recognized by RFID tags, allowing for automatic loading and unloading.
 The Everes Zero and Everes Uno come with user-friendly “Click and Make” software for a 3D printing process that is easy, streamlined and highly automated. Ease of use is one of Sisma’s prime goals for these two new 3D printers, and its many automated features minimize the necessity of manual intervention while maintaining a focus on high quality prints.
The Everes Zero and Everes Uno come with user-friendly “Click and Make” software for a 3D printing process that is easy, streamlined and highly automated. Ease of use is one of Sisma’s prime goals for these two new 3D printers, and its many automated features minimize the necessity of manual intervention while maintaining a focus on high quality prints.
A few specifications for the Everes Zero:
- Build volume: 96 x 54 x 200 mm
- Dimensions: 411 x 970 x 272 mm
- XY pixel resolution: 50 micrometers
- Layer thickness: 10 to 200 micrometers
- Print speed: up to 6 cm per minute
Specifications for the Everes Uno:
- Build volume: 124.8 x 70.2 x 200 mm
- Dimensions: 411 x 970 x 272 mm
- XY pixel resolution: 65 micrometers
- Layer thickness: 10 to 200 micrometers
- Print speed: up to 6 cm per minute
 Sisma offers several resins that are compatible with both new 3D printers. Resin One is designed for exceptional surface quality, while Spritz ABS offers high precision well-suited for industrial applications in particular. Dental Model is formulated for high resolution, precision, and smooth surface finish for dental molding, and Green Cast is an extremely high-precision resin aimed at jewelry 3D printing. Grey Master is an especially hard resin designed for prototyping and functional parts.
Sisma offers several resins that are compatible with both new 3D printers. Resin One is designed for exceptional surface quality, while Spritz ABS offers high precision well-suited for industrial applications in particular. Dental Model is formulated for high resolution, precision, and smooth surface finish for dental molding, and Green Cast is an extremely high-precision resin aimed at jewelry 3D printing. Grey Master is an especially hard resin designed for prototyping and functional parts.
Sisma, in its early days, produced machinery for the automatic production of gold chains for the jewelry industry. It has since come a long way, now encompassing production solutions for marking, welding, cutting, engraving and additive manufacturing. The company began using laser technology in 2001, and entered the additive manufacturing market in 2014. In addition to SLA/DLP technology, Sisma offers a larger range of Laser Metal Fusion 3D printers directed at the jewelry, medical, dental and industrial markets.
Formnext may be finishing up today, but you can still pay Sisma a visit if you’re there and take a look at its new 3D printers. Stop by and see the company at Booth C11 in Hall 3.0.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Formnext 2018 Review and 26 Key Learnings for Marketing Folks
I think that after a very busy Formnext we can all say that it will be a while before any one of us listens to Kenny G, Coltrane or indeed another saxophone player again. I may have had the jazz drained out of me permanently. Live music and repeating audio at stands is always horrible. At the end of the week, the stands surrounding you will hate your guts. Instead of giant steps, I’m taking little tiptoes. I lost my voice and my feet are killing me. My voice was lost somewhere in hall 3 aisle F80 at a Fraunhofer party that lasted until 2. We were dancing next to the stand in the middle of the show. The day before we 3eed our minds until 2 as well at another party on the stand. Free gin tonics until two in the morning at least, others stayed until six. Formnext 2018 was an amazing show. In this post, I’ll detail some of the general trends whereas in another we’ll look more at the technical trends.

The Twikit stand had a complete coffee bar with baristas. Photo courtesy of Twikit.
- The watches are better on the metals side. The metal 3D printing people have better watches, cars and stands. Everything on the polymer was outdone on the metals side. Stands reached to the heavens with dedicated bars, kitchens, and receptions. You could actually get lost on a few stands.
- Profi everywhere. In addition to stands with their own catering staff, there were signs of professionalization everywhere. Press releases were more professional, stands were better, marketing was better, graphic design was better, test parts were better. Everyone was trying harder, everyone was spending money and everyone was executing better on marketing.
- Everyone has snacks and there is an arms race in snacks, drinks and catering. This is to be applauded. Everyone should have at least one barista.
- Profi everywhere 2. There were a few consumer offerings and consumer parts out there. The overwhelming majority of stands were aimed at businesses. Of these, the overwhelming majority were high end and industrial solutions.
- An embarrassment of riches. There were clearly a bunch of people that had gone all out (for them) and were blown away by two-story behemoths of competitors. My advice would be to get a good mid-sized open stand that lets you meet and showcase your stuff well. Going all out is not going to impress anyone at this point.
- The only really global show. I met people from all over the world at Formnext. Much more so than all shows, there are people from all of the countries worldwide. There are of course a lot of Germans and Europeans but many people come from Asia and the states as well. This is really the only truly global show. Other shows are only really local shows with people from that area and a smattering of visitors thrown in. There are also some local shows for Asia and the like but this is the one with people and companies from all over the world. If you have Chinese flyers or French ones they could be used here too.
- Visitors come from everywhere but exhibitors as well. There is really a much more international feel for the exhibitors as well.
- Widest selection. This show has the widest selection of stands and vendors and the most overlap. If you’re looking at sintering, then all of the players are here from established vendors to new start ups and people who have yet to launch machines. This is the place to compare and in one day see everything that our industry has to offer.
- VR is here. VR was everywhere, the engagement was low and it seemed silly to me.
- Booth babes. Thank god we don’t have an objectification problem with scantily clad women everywhere. What was happening is that external staffers were hired all over to present little gimmicks or give out things. This just tells me that you’re doing a marketing thing that you deem too silly for your “real” people.

- Use the Force. Some people made actually no use of their own technology to display their capabilities. Some had amazing demo parts or objects. Sinterit’s PU cube mesh was a tactile joy and a wonderful part to hold. Make memories people!
- C-Level is here. Where many other shows consist of marketing teams and sales people you could see complete management teams at Formnext. If I wanted interviews then invariably the CEO, Business Unit director or similar would always be there.
- Frankfurt is still totally boring and there weren’t enough toilets. The food was not great and the waits were too long. You can always gripe about stuff but on the whole everything was very well organized.
- This is becoming a party show as well. Out of all the shows I’ve had the most fun here. There are tonnes of on stand parties with 200 liters or more of beer being given away. There are parties with DJ’s and actual dancing, at a trade fair. Had more fun here than at any other show.
- Deals are done here. Especially in metals partnerships and deals are still done at Formnext. There are a lot of meetings conducted here rather than a stand show this is more a back room lets meet show. If you’re a new entrant this is the place to meet everyone in a week.
- Start early. I got more than 30 Formnext related press releases. Many of these came on the day it started. This is retarded. If you want to launch big then you’ll have to inform media ahead of time.
- Press conferences. I don’t see the value of press conferences at all its a complete waste of everyone’s time. I’d rather have a product demo or interview. One day had six press conferences, this is in my opinion insane.
- Set up meetings early. I had people approach me a week before Formnext with meeting suggestions but was already fully booked by then.
- Don’t eat with your team. Look, I get it it’s like going camping with your team and its a lot of fun to do stuff together. Team building is important as well. But you should really be taking partners and customers out to dinner. This is one of the few touchpoints you have with them and getting to know them well this one time will help you so much later on. Considering the amount of money spent getting here a few more for dinner shouldn’t matter.

The EOS column consisting of 3D printed parts showing the difference in Yield between machine types. Each part will take nine seconds to print on their new LaserProFusion technology.
- The most innovative thing I saw was that on the EOS stand they had a great “real graph” showcasing their machine yield. We need more interactive and useful things like this especially as it relates to real numbers and real production.
- We are getting better, at presenting ourselves but little actual valuable information was out there a lot was wishy washy and vague.
- T-shirts are out and suits are in. A few years ago hip branded polos and the ensuing informal dress and communication were going to win. Now we’ve swung back to more formal ways of addressing people and more people are wearing suits.
- There was a lot of prelaunch stuff going on. A lot of people were showing things that were two years away from launch. I get the building excitement idea but lets not be too vaporware.
- Everything was application driven and applications and real parts were everywhere. Furthermore, they really seemed to drive engagement and traffic. Stands with no real applications and descriptions of real applications felt fake to me.
- There was a lot of cross-promotion going on as in a stand would showcase another’s machine or material but it was underutilized. Some big material vendors, for example, did mention small start up OEMs in their communication but I think that they could make a lot more impact for them. For a start up, a large polymer company could really get them to the next level. The larger company could get them the big meeting and exposure that they so dearly need.
- I got lost a lot. Because a lot of the stands were so big it was often hard to tell which isle was which. Overall signage was confusing as well.
- On the whole it was an amazing show. It is absolutely clear that Formnext is the definitive additive manufacturing show of the moment. The center of gravity of our world seems to be shifting towards Frankfurt.