
Scottish-based Strathclyde University has secured £15.8 million in funding as part of a collaborative project with National Manufacturing Institute Scotland (NMIS). Working with NMIS, Strathclyde University will train staff from Small and Medium Enterprises (SMEs) to integrate 3D printing into their businesses. The aim of the project is to de-risk innovation by providing companies with […]
Beijing researchers develop antibacterial filament for low-temperature FDM
Researchers from the Beijing University of Chemical Technology have developed a starch-infused polycaprolactone (PCL)-based composite filament for use with low-temperature FDM machines. The filament was then further functionalized via the addition of bioactive ingredients, giving it antibacterial properties. Here’s how they did it: PCL-starch composite filament PCL is known for its low melting (60°C) and […]
Beijing University of Chemical Technology: 3D Printed HA/PCL Tissue Engineering Scaffolds
3D printed bone scaffolds used for tissue engineering purposes need to have a good amount of mechanical strength, since the scaffold needs to be able to provide support for the tissue. As bone scaffolds also require the correct pore structure to help provide a good environment for the differentiation, proliferation, and repairing of damaged tissue cells, bioactive materials, such as polycaprolactone (PCL) and hydroxyapatite (HA), are needed.
 Researchers Zhiwei Jiao, Bin Luo, Shengyi Xiang, Haopeng Ma, Yuan Yu, and Weimin Yang, from the Beijing University of Chemical Technology (BUCT), published a paper, titled “3D printing of HA / PCL composite tissue engineering scaffolds,” about their work constructing nano-HA/PCL and micro-HA/PCL tissue engineering scaffolds using the melt differential FDM 3D printer they developed.
Researchers Zhiwei Jiao, Bin Luo, Shengyi Xiang, Haopeng Ma, Yuan Yu, and Weimin Yang, from the Beijing University of Chemical Technology (BUCT), published a paper, titled “3D printing of HA / PCL composite tissue engineering scaffolds,” about their work constructing nano-HA/PCL and micro-HA/PCL tissue engineering scaffolds using the melt differential FDM 3D printer they developed.
The abstract reads, “Here, the internal structure and mechanical properties of the hydroxyapatite/polycaprolactone scaffolds, prepared by fused deposition modeling (FDM) technique, were explored. Using hydroxyapatite (HA) and polycaprolactone (PCL) as raw materials, nano-HA/PCL and micro-HA/PCL that composite with 20 wt% HA were prepared by melt blending technology, and HA/PCL composite tissue engineering scaffolds were prepared by self-developed melt differential FDM 3D printer. From the observation under microscope, it was found that the prepared nano-HA/PCL and micro-HA/PCL tissue engineering scaffolds have uniformly distributed and interconnected nearly rectangular pores. By observing the cross-sectional view of the nano-HA/PCL scaffold and the micro-HA/PCL scaffold, it is known that the HA particles in the nano-HA/PCL scaffold are evenly distributed and the HA particles in the micro-HA/PCL scaffold are agglomerated, which attribute nano-HA/PCL scaffolds with higher tensile strength and flexural strength than the micro-HA/PCL scaffolds. The tensile strength and flexural strength of the nano-HA/PCL specimens were 23.29 MPa and 21.39 MPa, respectively, which were 26.0% and 33.1% higher than those of the pure PCL specimens. Therefore, the bioactive nano-HA/PCL composite scaffolds prepared by melt differential FDM 3D printers should have broader application prospects in bone tissue engineering.”
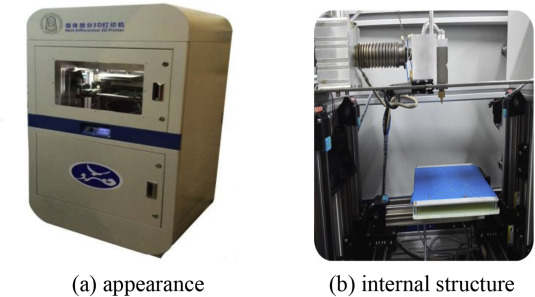
Melt differential 3D printer.
PCL is biocompatible, biodegradable, and has shape retention properties, which is why it’s often used to fabricate stents. But on the other hand, due to an insufficient amount of bioactivity, the material is not great for use in bone tissue engineering. HA, which has been used successfully as a bone substitute material, has plenty of bioactivity, which is why combining it with PCL can work for bone tissue engineering scaffolds.
“On the whole, the existing tissue engineering scaffolds preparation process have problems of low HA content, easy agglomeration, low stent strength, and single printing material,” the researchers explained.
“The HA/PCL composite particles are used as printing materials, and the mechanical properties and structural characteristics of the two tissue engineering scaffolds are compared and analyzed. The raw material of the melt differential 3D printer is pellets, which eliminates the step of drawing compared to a conventional FDM type 3D printer. The 3D printer is melt-extruded with a screw, and a micro-screw is used for conveying and building pressure. At the same time, precise measurement is performed by a valve control system. This printing method shows advantages in simple preparation process of the composite material, higher degree of freedom in material selection, simple printing process, and shorter preparation cycle of tissue engineering scaffolds.”
The team mixed PCL particles and HA powder together to make the scaffolds. Their melt differential 3D printer uses pellets, and features a fixed nozzle with a platform that moves in three directions. A twin-screw extrusion granulator was used to prepare the PCL material, and the melt differential 3D printer fabricated the tissue engineering scaffolds out of the nano-HA/PCL and micro-HA/PCL composite particles.
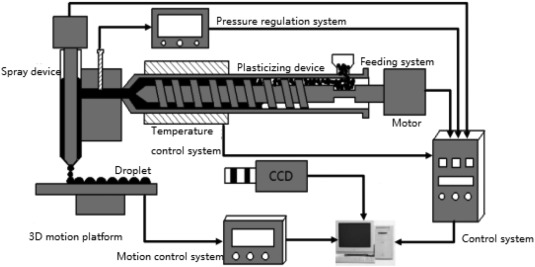
The working principle diagram of the polymer melt differential 3D printer.
A microcomputer-controlled electronic universal testing machine was used to test the scaffolds’ bending and tensile properties. A scanning electron microscope was used to observe the micro-HA particle size, as well as the scaffolds’ cross section, while an optical microscope was used to observe their surface structure and a transmission microscope was used to look at the nano-HA particles’ particle diameter and morphology. The scaffold material’s crystallization properties were analyzed using a differential thermal analyzer.
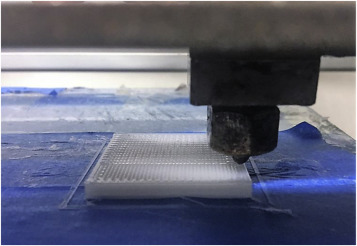
3D printing tissue engineering scaffolds.
Testing showed that the micro-HA was spherical, with a 5–40 μm diameter, and contained some irregularly-shaped debris. The nano-HA was rod-shaped, with a 20–150 nm length.
The crystallization peak temperature of the HA/PCL composites was higher than pure PCL material, because adding HA caused its molecular chain to form a nucleate after absorbing on the HA’s surface. Additionally, adding HA to pure PCL increased the material’s melting temperature, as the latter material had crystals “of varying degrees of perfection.”
The nano-HA/PCL and micro-HA/PCL tissue engineering scaffolds “could form a pre-designed pore structure and the pores were connected to each other,” which is seen in the image below.
“…the micro-HA/PCL and the nano-HA/PCL composite tissue engineering scaffolds can form a three-dimensional pore structure with uniform distribution and approximately rectangular shape.”

External views of micro-HA/PCL and nano-HA/PCL composite tissue engineering scaffolds.
These rectangular pores, with a 100-500 μm length and width, are good news for cell adhesion and proliferation, and the fact that they’re interconnected is positive for nutrient supply.
As for mechanical properties, the nano-HA/PCL specimens had the highest tensile and bending strengths – between 25 and 35% higher than the pure PCL. The micro-HA/PCL specimens had higher tensile and flexural strengths than the PCL, but the nano-HA/PCL was stronger than the micro-HA/PCL, because the HA’s modulus is higher than the PCL’s.
“In addition, nano-HA was more evenly distributed in the composite, while micro-HA had obvious agglomeration in the composite, so the tensile strength and flexural strength of nano-HA/PCL specimens were higher than that of micro-HA/PCL specimens,” the researchers wrote.
Finally, the pore structure of the nano-HA/PCL and micro-HA/PCL tissue engineering scaffolds offered a favorable environment for the discharge of cellular metabolic waste, in addition to facilitating nutrient transport and blood vessel growth. The researchers concluded that their 3D printed composite scaffolds had more potential applications in bone tissue engineering.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
The post Beijing University of Chemical Technology: 3D Printed HA/PCL Tissue Engineering Scaffolds appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Researchers Demonstrate Wideband Metamaterial Absorber Made of 3D Printed Conductive Plastic
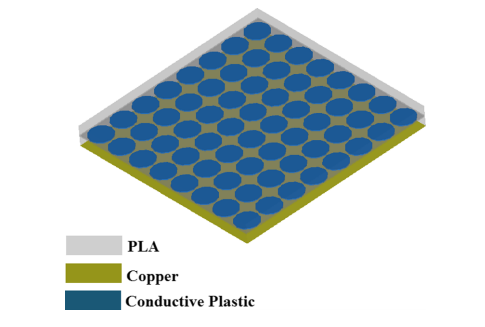
Architecture of the wideband MA
There’s been a lot of research into 3D printing metamaterials over the years – due to their unique properties, they’ve been used to make everything from headphones and heart valve models to door locks and acoustic holograms, and maybe someday even our very own invisibility cloaks. But ten years ago, the metamaterial absorber (MA), a type of metamaterial with compact size and thin configuration meant to efficiently absorb electromagnetic radiation, was presented for the first time. Since that time, there have been numerous other MAs, including dual-, triple-, and multiband varieties and the wideband MA.
Because of its high absorption, wideband MAs are highly sought after for applications in sensing, nondestructive detection, and imaging. There are a few ways to increase the absorption bandwidth for wideband MAs, but it’s still tough to manufacture them.
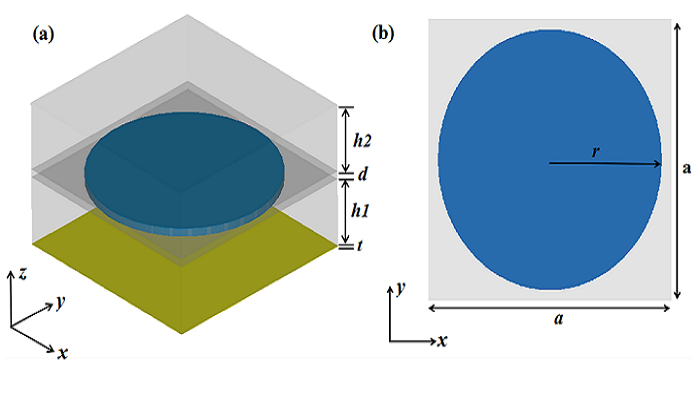
Unit cell of the MA: (a) perspective; (b) layout
A collaborative team of researchers from China’s Hefei University of Technology, the Beijing University of Chemical Technology, and Space Star Technology Co. Ltd. recently published a paper, titled “Wideband Metamaterial Absorbers Based on Conductive Plastic with Additive Manufacturing Technology,” that explains their development of a wideband MA based on 3D printed conductive plastic.
They believe that their new method is the first ever demonstration of a 3D printed wideband MA.
The abstract reads, “This paper proposes a wideband and polarization-insensitive metamaterial absorber (MA) based on tractable conductive plastic, which is compatible with an additive manufacturing technology. We provide the design, fabrication, and measurement result of the proposed absorber and investigate its absorption principle. The performance characteristics of the structure are demonstrated numerically and experimentally. The simulation results indicate that the absorption of this absorber is greater than 90% in the frequency range of 16.3−54.3 GHz, corresponding to the relative absorption bandwidth of 108%, where a high absorption rate is achieved. Most importantly, this additive manufactured structure provides a new way for the design and fabrication of wideband MAs.”
3D printing offers low cost, high efficiency, and convenience, but when it comes to making wideband MAs with the technology, it does lack an appropriately stable and tractable high-resistive film, as the typical materials used for this don’t work with 3D printing. But, the team thought that the absorption bandwidth of the MA could be increased by using highly conductive plastic.

Photographs of the fabrication process: (a) 3D printing PLA material layer; (b) fabricated sample
“The proposed structure provides new opportunities for the design and fabrication of wideband MAs,” the researchers wrote.
The team’s proposed wideband MA is made of a patterned conductive plastic layer embedded in a layer of PLA, the bottom of which is covered with a copper ground film.
“First, a PLA layer with grooves is 3D printed,” the researchers wrote. “Next, the patterned conductive plastics were placed in these grooves, and then the PLA is continually printed above the patterned plastics to seal them. Finally, copper is pasted on the bottom surface of the PLA layer.”
Once they verified that the MA would work, they tested its absorption spectrum, which is greater than 90% from 16.3 to 54.3 GHz. The absorber has a thin thickness and high absorptivity, along with polarization insensitivity. The researchers used numerical simulations of the absorber to demonstrate its mechanism, efficiency, and the surface loss for both the copper ground layer and conductive plastic layer, the latter of which “contributes most power absorption of the absorber for both resonant modes.”
The researchers explained, “Hence, the conductive plastic layer plays an important role in the wideband absorption.”

Measurement setup.
The design was verified in a free space experiment, and the researchers used two horn antennas, connected to a network analyzer, measured the sample’s performance charactertistics in the 18−40 GHz frequency range. This showed that their MA design achieved “a good agreement between the simulated and measured results.”
The research team showed that they could save money and simplify things by 3D printing an effective, high-performance wideband MA based on conductive plastic. Their design strategy also made the 3D printed structure insensitive to wave polarization.
“This study is expected to reveal the potential applications of additive manufacturing technology in the realization of wideband electromagnetic wave absorbers,” the researchers concluded.
Co-authors of the paper are Yujiao Lu, Baihong Chi, Dayong Liu, Sheng Gao, Peng Gao, Yao Huang, Jun Yang, Zhiping Yin, and Guangsheng Deng.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.