
Germany-HQ’d automated post-processing provider DyeMansion has raised $14 million in a Series B funding round. The investment was led by new partner Nordic Alpha Partners (NAP), a Danish growth fund, and takes the total cash raised by the company to $24 million. Nordic joins existing investors UVC Partners, btov Partners, KGAL, and AM Ventures, who […]
3D Printing News Briefs, August 5, 2020: Titan Robotics & Braskem, 3DPRINTUK
Today’s 3D Printing News Briefs is about materials and a 3D printed version of a real building. Titan Robotics and Braskem are partnering up to offer new solutions in 3D printed polypropylene, while 3DPRINTUK is expanding its materials and post-processing capabilities. Finally, the Coit Tower House in San Francisco now has a 3D printed miniature replica.
Titan Robotics & Braskem Announce Partnership
Braskem Polypropylene pellets for 3D printing
Production AM solutions provider Titan Robotics and petrochemical company Braskem have announced their strategic partnership, which has resulted in the launch of a new polypropylene (PP) resin that’s been optimized for 3D printing large-format production parts. The two companies spent over a year researching and developing the new material, which is the first commercially available grade of unfilled PP engineered specifically for 3D printing on Titan’s industrial Atlas 3D printers with pellet extrusion. The features of PP include chemical resistance, dimensional stability, impact strength, low density, recyclability, and thanks to this new partnership, Titan and Braskem will be able to offer improved industrial AM solutions.
“3D printing large parts using polypropylene resin has been a challenge for many years,” stated Rahul Kasat, Titan Robotics’ Chief Commercial Officer. “In collaboration with Braskem, a global leader in the polypropylene market, we have now solved that challenge. Our industrial customers will be able to print functional parts with this first of its kind polypropylene grade. We are also excited to continue to develop new polypropylene based solutions for our customers in collaboration with Braskem.”
Titan is also an authorized distributor of Braskem’s 3D printing pellet products.
3DPRINTUK Expanding Materials & Post-Processing
PEBA Dyed Close Up
SLS low volume production specialist 3DPRINTUK is branching out with its introduction of the flexible PrimePart 2301, a polyether block amide (PEBA) material with good chemical and water resistance, rubber-like characteristics not dissimilar to TPU, excellent detail resolution, and a higher melting point than most other resin-based elastomers. The material would be a good fit for batch production runs and rugged end-use applications, including handles, sports equipment, air ducts, and gaskets. Additionally, the company has invested in DyeMansion’s PowerShot S system, which uses a proprietary PolyShot Surfacing (PSS) process that allows 3DPRINTUK to offer a shot peening post-processing service that can improve the surface finish of 3D printed parts.
“At 3DPRINT UK we have honed and optimized the SLS 3D printing process over many years to achieve the best possible results off our machines for a wide range of relevant applications, that continue to grow in scope. However, the post processing of parts — from cleaning through to further optimised surface finishes — has always been a necessity for many of our clients. Expanding our post processing capabilities is a vital part of the business, and the DyeMansion PowerShot S system is an important next step in our expansion, enabling us to offer our many and varied clients the benefits of shot peened 3D printed parts from a single source,” said Nick Allen, the CEO and Founder of 3DPRINTUK.
3D Printed Coit Tower House
 The 210′ tall Coit Tower was built in the early 1930s in San Francisco’s Telegraph Hill neighborhood as a way to beautify the city. The art deco tower, a recognizable sight on the city’s skyline, was added to the National Register of Historic Places in early 2008, and 12 years later, Yuriy Sklyar, the founder, CEO, and head of design & marketing at design studio Threefifty, has 3D printed a replica tower that stands over 7′ tall…a 1/20 scale. Utilizing a Creality CR10S5, a Replicator 2, and a MakerBot system, Sklyar, who has been utilizing 3D printing since 2013, called this unique project a “great opportunity to leave a lasting mark on the best city in the world – and its art community.” It took a month to create the base of the tower, as he had to redo a lot of it, eventually installing a heated silicone bed and heat enclosure to reduce the amount of warping. The next month was spent printing “the 4 giant sections of the fluted tower design.”
The 210′ tall Coit Tower was built in the early 1930s in San Francisco’s Telegraph Hill neighborhood as a way to beautify the city. The art deco tower, a recognizable sight on the city’s skyline, was added to the National Register of Historic Places in early 2008, and 12 years later, Yuriy Sklyar, the founder, CEO, and head of design & marketing at design studio Threefifty, has 3D printed a replica tower that stands over 7′ tall…a 1/20 scale. Utilizing a Creality CR10S5, a Replicator 2, and a MakerBot system, Sklyar, who has been utilizing 3D printing since 2013, called this unique project a “great opportunity to leave a lasting mark on the best city in the world – and its art community.” It took a month to create the base of the tower, as he had to redo a lot of it, eventually installing a heated silicone bed and heat enclosure to reduce the amount of warping. The next month was spent printing “the 4 giant sections of the fluted tower design.”
“Each one of these four sections, just like the real tower, consists of 4 sub-sections – I wanted to be very accurate with such details. At first these were limited in height by the 3rd party 3D printer, so only 2 sub-sections were supposed to be printed at a time, and then joined together with metal plates and nuts/bolts, but since I was now working on my own terms, I decided to reduce the amount of work for myself, and at the same time reduce the number of bolts/nuts/plates to just 4 sets, instead of 8,” Sklyar wrote.
“Each one of these sections takes about 3.5-4 days to print using a single 1.1mm shell @ 10% infill, which created for a surprisingly strong structure, since I instructed the infil to have a 45% overlap with inner and outer walls.”
You can check out his post for the very specific details of the project, but I’ll leave you with just a few – including all of the hardware used, the 3D printed Coit Tower weighs a total of 24 kg, and took over 7.5 km of ColorFabb’s nGen filament, SUNLU PETG and Gizmo Dorks PETG filament to print. Sklyar designed the whole thing from scratch, and the columns are joined by steel plates secured by bolts and in-printed nuts.
The post 3D Printing News Briefs, August 5, 2020: Titan Robotics & Braskem, 3DPRINTUK appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
3D printing industry news sliced: Nexa3D, Lulzbot, Protolabs, Shapeways, Arkema, 3D Hubs and more.
In this edition of Sliced, the 3D Printing Industry news digest, we cover the latest business developments, partnerships, and acquisitions across our industry. Today’s edition features supply chain updates, additive manufacturing partnerships, new 3D printing materials, a number of investments in the industry and a 3D printed off-road electric vehicle. Read on for the most […]
Formnext launches 2020 3D printing Start-up Challenge
Formnext, 3D printing’s largest European-based trade show, has launched the 2020 edition of its Start-up Challenge. Since it was announced earlier this month that Formnext 2020 will go ahead as expected, albeit with updated safety precautions due to the ongoing COVID-19 pandemic, preparations have begun for this year’s contest. The competition is once again inviting […]
POLYLINE Project: Developing Digital Production Line for 3D Printing Spare & Series Automotive Parts
Because 3D printing can ensure complex structures and geometry, mass production of individualized products seems closer than ever. But, since standards are somewhat lacking across process chains, and automated levels of handling and transport processes are low, it’s only possible to achieve horizontal and vertical AM integration in production lines on a limited basis. Additional obstacles include limited monitoring and a lack of transparency across the process chain, due to a non-continuous digital data chain at lots of interfaces. But the potential benefits of integrating AM into assembly and series production lines in the automotive industry are great, which is why the POLYLINE project was launched.
![]() With 10.7 Mio. Euro in funding by the German Federal Ministry of Education and Research (BMBF), this “lighthouse project” is bringing together 15 industrial, science, and research partners from across Germany with the shared goal of creating a digital production line for 3D printed spare and series automotive parts.
With 10.7 Mio. Euro in funding by the German Federal Ministry of Education and Research (BMBF), this “lighthouse project” is bringing together 15 industrial, science, and research partners from across Germany with the shared goal of creating a digital production line for 3D printed spare and series automotive parts.
The three-year project officially began at a kick-off meeting of the consortium partners this spring at the Krailling headquarters of industrial 3D printing provider EOS, which is leading the project. The other 14 partners are:
- The BMW Group,
- Grenzebach Maschinenbau GmbH,
- 3YOURMIND,
- Additive Marking GmbH,
- DyeMansion GmbH,
- Bernd Olschner GmbH,
- Optris,
- Krumm-tec,
- Paderborn University,
- Fraunhofer IGCV,
- Fraunhofer IML,
- TU Dortmund University,
- University of Augsburg, and
- University of Duisburg-Essen

BMBF is funding POLYLINE as part of the “Photonics Research Germany – Light with a Future” program in order to set up AM as a solid alternative for series production. The resulting next-generation digital production line will 3D print plastic automotive parts in an aim to complement more traditional production techniques, like casting and machining, with high-throughput systems.
The project is looking to disrupt the digital and physical production line system, and is using an interesting approach to do so that, according to a press release, “takes a holistic view and implements all required processes.” To succeed, all of the quality criteria and central characteristic values from the CAD model to the printed part need to be recorded and documented, and individual production sub-processes, like the selective laser sintering, cooling, and post-processing, will be automated and added to the production line. For the first time, all technological elements of the SLS production chain will be linked as a result.
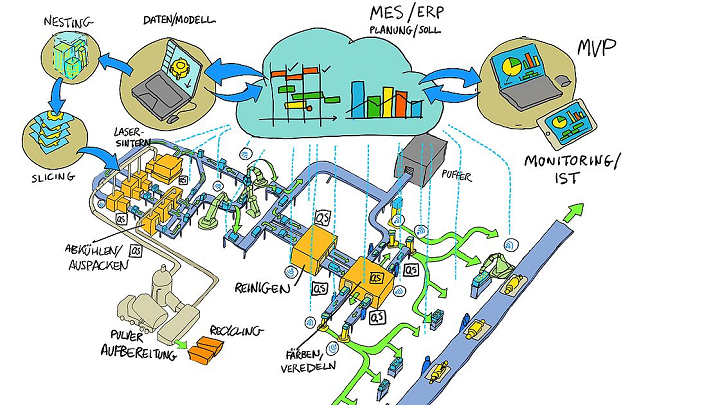
Schematic representation of a laser sintering production line
Per the application partner’s requirements, the production line will be realized with “a high degree of maturity,” and uses cases for POLYLINE will include large amounts of both serial and customized components.
Each partner will add its own contribution to the POLYLINE project. Beginning with the leader, the EOS P 500 system will have real-time monitoring and automated loading of exchange frames added to its features; the printer will also be embedded in an automatic powder handling system. Premium automotive manufacturer the BMW Group, already familiar with 3D printing, has a massive production network of 31 plants in 15 countries, and is creating a catalog of requirements for the project to make sure that the new line will meet automotive industry standards. Additionally, the demonstrator line will be set up near its Additive Manufacturing Campus, and cause-and-effect relationships will be jointly researched.
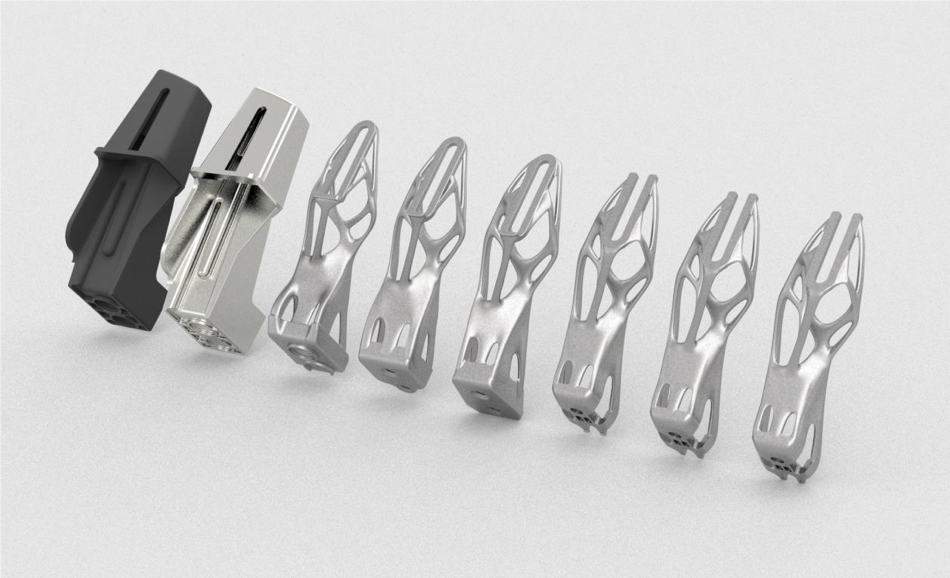
Iterations of a BMW Roof Bracket made with 3D printing. (Image: BMW Group)
Industrial process automation specialist Grenzebach will be responsible for material flow and transport between AM processes, as well as helping to develop automated hardware and software interfaces for these processes. 3YOURMIND is setting up a data-driven operating model, which will include “qualified digital parts inventories, orders processing, jobs and post-processing planning and execution, material management, and quality control,” while software solutions developer Additive Marking is focusing on quality management optimization and resource efficiency.
Post-processing specialist DyeMansion will develop a process for certified, UV-stable automotive colors, create Industry 4.0-ready solutions for cleaning and mechanical surface treatment with its PolyShot Surfacing (PSS) process, and contribute its Print-to-Product platform’s MES connectivity. Bernd Olschner GmbH will offer its customer-specific industrial cleaning solutions, Optris will make fast pyrometers and special thermal imaging cameras adapted for plastic SLS 3D printing, and air filter systems manufacturer Krumm-tec will work to upgrade the manual object unpacking process.

(Image: DyeMansion)
Along with other project partners, Paderborn University is “working on the horizontal process chain for the integration of additive manufacturing in a line process,” while the Fraunhofer Institute for Casting, Composite and Processing-Technology IGCV is developing a concept for POLYLINE production planning and control, which will be tested in a simulation study for scalability. The Fraunhofer Institute for Material Flow and Logistics IML will work on “the physical concatenation of process steps,” paying specific attention to flexibly linking the former manual upstream and downstream AM processes.
TU Dortmund University will help apply deep learning, and implicit geometric modeling, for data preparation and analysis, along with online monitoring and quality management, in order to achieve sustainable automation and efficiency for the project. The University of Augsburg’s Chair of Digital Manufacturing works to integrate AM processes into current production methods, and will apply its expertise in this area to the POLYLINE project, helping to develop strong vertical process chains. Finally, the University of Duisburg-Essen will focus on creating quality assurance for the material system, and its laser sintering process.

The consortium of the POLYLINE project (Image: EOS GmbH)
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
The post POLYLINE Project: Developing Digital Production Line for 3D Printing Spare & Series Automotive Parts appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
15 industrial and academic partners come together for “breakthrough” POLYLINE project
The 4th of May saw the launch of the POLYLINE project, a lighthouse project that will bring together 15 industrial and research partners from across Germany to develop a digitalized AM production line. The automated production line will focus on 3D printing serial polymer parts for the automotive sector. By complementing traditional manufacturing techniques with […]
DyeMansion launches 17 vibrant new colors for post-processing 3D printed HP MJF parts
AM finishing system manufacturer DyeMansion has released 17 new colors specifically for post-processing 3D printed grey HP MJF parts made of Polyamide 12 (PA12). The vibrant color range is expected to enable a whole new set of applications for grey 3D printed parts after being made commercially available in July of 2020. Before the release, […]
The End of the Road for Pot Dyeing in 3D Printing?
Ten years or so ago I worked for a company and we were making thousands of colored sintered parts per day. We were doing this by using large heated soup pots and Dylon dye which was used for T-shirts. People spent shift after shift stirring these pots to move around the 3D Printed parts. One of our biggest problems was that different geometries, wall thicknesses or stirring tempo influenced how far and how much the dye penetrated parts. This meant that some parts were darker than others overall or just on one side. The global press was writing about 3D Printing as the Revolution in Manufacturing. We on the front lines were not so sure. Now more than a decade later many sintered parts are still colored in those soup pots with Dylon and similar materials. If you’d like to skip the dyeing and change the colored powder in your printer be prepared to spend some quality time with your vacuum cleaner of choice.

Artisanal pot dyeing as now practiced by certain locally owned establishments still serving up hand-colored 3D prints.

Repeatable processes for industry.
Sintering (SLS, Selective Laser Sintering, Powder bed fusion) is a highly productive 3D printing technology, but color is still somewhat problematic. Yes we can make thousands of shapes per day but can we make thousands of products each day? The gulf between a shape and a product is what we’re trying to collectively bridge at the moment. One way we can add value to our current activities and, with little in the way of marginal cost, sell much more expensive high volume goods is through post-processing. Post-processing is 3D Printing’s dirty little secret. Around a third of final part costs are from manual labor and even with a high labor component we lag in part quality and finish. A whole industry has sprung up that simultaneously wishes to give us lower part costs, higher yields, and better finished products. One of the companies leading the charge is Dye Mansion. We’ve talked of the German EOS offshoot’s vapor fuse technology, looked at how the costs add up, their funding round in 2018 and launch in the US before.
;
The company now wants to banish artisanal pot coloring entirely through automation and workflows. I’m shocked that they wish to make hand-colored 3D prints a thing of the past. Won’t it be so soulless without the wooden spoons? In a white paper which you can download here, the firm lists why pot dyeing is to be a thing of the past.
They say that “DyeMansion supplies their customers with exact color recipes down to the microgram. This enables an industrial and traceable process that could not be easier for the user and can be reproduced any time.” Their process delivers “certified and proven colors for high-end manufacturing” and is “traceable and fully automated “plug & play” process.”
They do bring up some salient points such as the UV degradation seen in pot dyed colors and the ability to color match. But, where is the human element? Dream killer, Sterling Logan, Owner of 3D Logics mentions that “Traditional pot dyeing was messy, inconsistent, and resulted in a lot of scrapped parts.” Yes, sure but…what about, creativity? The human touch? I know that we’re making progress here but I can’t help but think that along with progress, something is lost.
The post The End of the Road for Pot Dyeing in 3D Printing? appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
TÜV SÜD event brings industry leaders together for additive manufacturing industrialization
Last week, 3D Printing Industry attended the 2nd TÜV SÜD Additive Manufacturing Conference in the heart of Bavaria. The Munich-headquartered technical services giant, TÜV SÜD, brought together high-level AM experts to hear industry leaders and academics share their thoughts on the implementation of industrial additive manufacturing. 3D Printing Industry made the journey to Germany’s third-largest […]
The 2nd TÜV SÜD Additive Manufacturing Conference aims to explore industrial readiness
Leading technical service corporation, TÜV SÜD, is addressing the implementation of industrial 3D printing with standards and digital solutions at the 2nd TÜV SÜD Additive Manufacturing Conference. Set to take place in Munich from February 6-7th, TÜV SÜD aims to explore and discuss industrial readiness. Up for discussion at the event are topics including how […]