
Scientists from Carnegie Mellon University (CMU) and Missouri University of Science and Technology have applied 3D printing to produce high capacity lithium-ion batteries. Deemed “a major advance in 3D batteries” by the study’s authors, the findings have the potential to transform all portable electronic devices, from smartphones to laptops and games consoles. 3D printing a potential world first […]
On demand manufacturing service 3DCompare launches Instant Pricing Tool
3DCompare, a UK based on demand digital manufacturing service, has launched a new Instant Pricing Tool. Alex Ziff, 3DCompare CEO, explained to 3D Printing Industry, “Over the last few months, we at 3DCompare.com have been very busy listening to partners on how to improve the platform so it can work more for the needs of […]
Researchers Build Inexpensive Open Source Bioprinter for 3D Printing Branching, Hydrogel-Based Vascular Constructs

While 3D bioprinting is not yet able to fabricate full human organs just yet, it can be used to manufacture several different kinds of human tissue, such as heart and bile duct. One of the main barriers of forming viable tissues for clinical and scientific use is the development of vasculature for engineered tissue constructs, mainly due to generating branching channels in hydrogel constructs that can later produce vessel-like structures after being seeded with endothelial cells.
![]() But thanks to 3D bioprinting, it’s now possible to 3D print complex structures on multiple length scales within a single construct. This enables the generation of branching, interconnected vessel systems of small, vein-like microvessels and larger macrovessels, which couldn’t be done with former tissue engineering methods. However, the best sacrificial material for fabricating branching vascular conduits in constructs based in hydrogel has yet to be determined.
But thanks to 3D bioprinting, it’s now possible to 3D print complex structures on multiple length scales within a single construct. This enables the generation of branching, interconnected vessel systems of small, vein-like microvessels and larger macrovessels, which couldn’t be done with former tissue engineering methods. However, the best sacrificial material for fabricating branching vascular conduits in constructs based in hydrogel has yet to be determined.
A team of researchers from the University of Toronto recently published a paper, titled “Generating vascular channels within hydrogel constructs using an economical open-source 3D bioprinter and thermoreversible gels,” in the Bioprinting journal. Co-authors of the paper include Ross EB Fitzsimmons, Mark S. Aquilino, Jasmine Quigley, Oleg Chebotarev, Farhang Tarlan, and Craig A. Simmons.
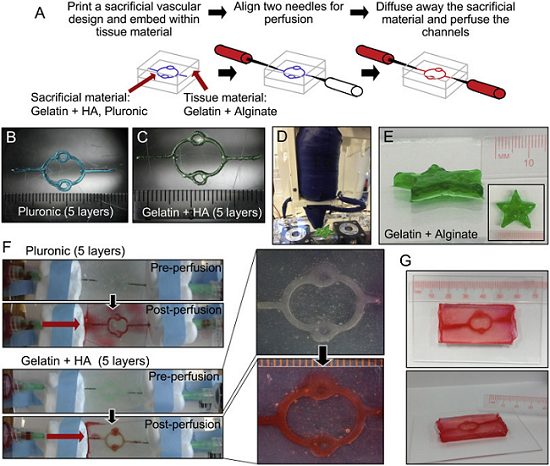
The abstract reads, “The advent of 3D bioprinting offers new opportunities to create complex vascular structures within engineered tissues. However, the most suitable sacrificial material for producing branching vascular conduits within hydrogel-based constructs has not yet been resolved. Here, we assess two leading contenders, gelatin and Pluronic F-127, for a number of characteristics relevant to their use as sacrificial materials (printed filament diameter and its variability, toxicity, rheological properties, and compressive moduli). To aid in our assessment and help accelerate the adoption of 3D bioprinting by the biomedical field, we custom-built an inexpensive (< $3000 CAD) 3D bioprinter. This open-source 3D printer was designed to be fabricated in a modular manner with 3D printed/laser-cut components and off-the-shelf electronics to allow for easy assembly, iterative improvements, and customization by future adopters of the design. We found Pluronic F-127 to produce filaments with higher spatial resolution, greater uniformity, and greater elastic modulus than gelatin filaments, and with low toxicity despite being a surfactant, making it particularly suitable for engineering smaller vascular conduits. Notably, the addition of hyaluronan to gelatin increased its viscosity to achieve filament resolutions and print uniformity approaching that with Pluronic F-127. Gelatin-hyaluronan was also more resistant to plastic deformation than Pluronic F-127, and therefore may be advantageous in situations in which the sacrificial material provides structural support. We expect that this work to establish an economical 3D bioprinter and assess sacrificial materials will assist the ongoing development of vascularized tissues and will help accelerate the widespread adoption 3D bioprinting to create engineered tissues.”

3D Bioprinter Hardware.
Existing 3D bioprinters have different technical advantages and deposition methods, which influence their prices and available applications. Extrusion-based 3D printers are good for tissue engineering, but the cost is usually too high for the field to experience significant growth.
For this experiment, the researchers chose to create their own open source 3D bioprinter, which costs roughly $3,000 and can be used for lower resolution applications, such as 3D printing perfusable microvessels in tissue constructs.
Printer operational overview.
Both the chosen method and material have to meet a certain number of requirements to successfully 3D print complex branching vessel systems within hydrogel constructs. First, sacrificial materials, which need to be non-toxic and maintain a uniform filament diameter during printing, have to be deposited in the desired vascular design during printing, then flushed away once the construct is done.
In addition, the 3D printer needs to have enough resolution to print all the channels – even those that will act as the small artery vessels of ~0.5–1 mm. It also needs to be able to deposit at least two materials, though more is better when it comes to creating heterogeneous tissues with different regions of varying cell and hydrogel composition.
The team investigated formulations of gelatin and PF127 due to their potential advantages as sacrificial materials in hydrogel-based tissue constructs. Gelatin, which has been used in several biomedical applications, is a thermoreversible (the property of certain substances to be reversed when exposed to heat) biopolymer of several hydrolyzed collagen segments, and can be 3D printed at ~37 °C, which is a temperature compatible with cells.
PF127 is a surfactant, meaning that it could have potential cytotoxic effects on embedded cells. But, it has inverse thermal gelation, which means it can be 3D printed at an ambient temperature, and then removed at ~4 °C to create void vascular channels.
According to the paper, “By using our custom-built printer in order to assess the printability of these materials and assessing mechanical properties, we aimed to establish which may be the best option for creating branching vascular channels within engineered tissues.”
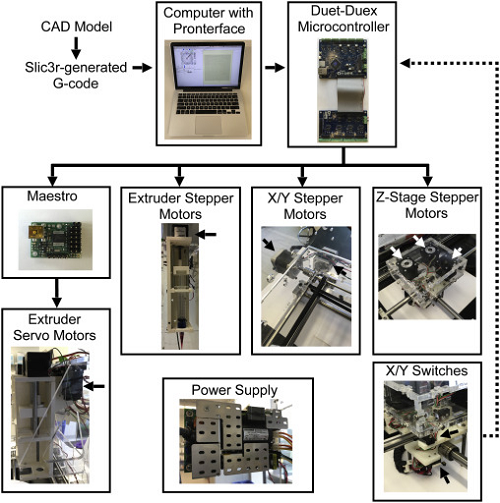
The team’s modular 3D bioprinter includes extruding systems, 3D printed out of ABS on a MakerBot 3D printer, which were designed specifically to hold commercially-available, sterile 10 mL syringes, instead of custom-made reservoirs that would need to be specially made and repeatedly sterilized. An open-source Duet v0.6 controller board controls the system, and the print heads are isolated from the XYZ movements executed by the lower part of the chassis.
Fabricating perfusable channels.
For testing purposes, water droplets were 3D printed in a defined pattern with each extruder system, and the average distance between the droplets’ centers in the X and Y directions were measured; then, the mean distances were compared to the pre-defined CAD model distances.
“In conclusion, we found that PF127 is generally superior to gelatin as a sacrificial material for creating vascularized tissues by merit of its filament uniformity during printing and its greater compressive modulus,” the paper concluded.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
Natural Plant-Derived Resins Used to Make Antibacterial 3D Printing Filament
 Hospital-acquired infections are a growing problem everywhere. The CDC calls them a “major, yet preventable threat to patient safety,” and the key to preventing them lies in keeping bacteria from spreading in a setting where bacteria is rampant. As 3D printing becomes more and more prevalent in the medical field, it is vital to make sure that 3D printed implants and tools do not play a role in spreading disease. Certain companies have been working on creating antibacterial 3D printing filament, and a group of researchers has conducted a study on bioactive filaments with antimicrobial and antifungal properties. You can access the paper, entitled Bioactive Potential of 3D-Printed Oleo-Gum-Resin Disks: B. papyrifera , C.myrrha , and S. benzoin Loading Nanooxides—TiO2 , P25, Cu2O, and MoO3, here.
Hospital-acquired infections are a growing problem everywhere. The CDC calls them a “major, yet preventable threat to patient safety,” and the key to preventing them lies in keeping bacteria from spreading in a setting where bacteria is rampant. As 3D printing becomes more and more prevalent in the medical field, it is vital to make sure that 3D printed implants and tools do not play a role in spreading disease. Certain companies have been working on creating antibacterial 3D printing filament, and a group of researchers has conducted a study on bioactive filaments with antimicrobial and antifungal properties. You can access the paper, entitled Bioactive Potential of 3D-Printed Oleo-Gum-Resin Disks: B. papyrifera , C.myrrha , and S. benzoin Loading Nanooxides—TiO2 , P25, Cu2O, and MoO3, here.
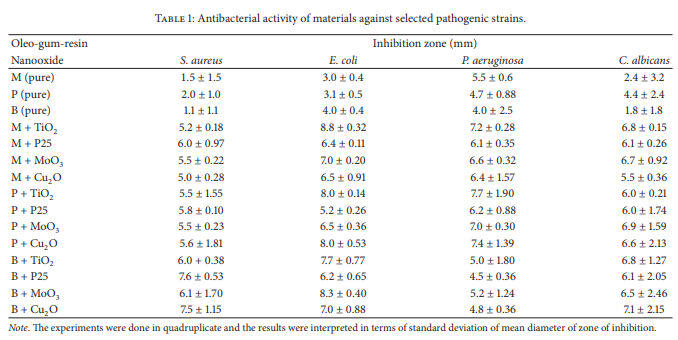
The researchers point out that bacteria have managed to develop resistance to many antibiotics, but that there are many natural antibiotics to which resistance has not yet been developed. They extracted oleo-gum-resins from benzoin, myrrha, and olibanum plants and combined some of them with 10% of metal nano oxide particles. 3D printer filament was created from the resins and metals, then 3D printed into disks which were subject to a number of tests.
“Due to their intrinsic properties, disks containing resins in pure state mostly prevent surface-associated growth; meanwhile, disks loaded with 10% oxides prevent planktonic growth of microorganisms in the susceptibility assay,” the researchers explain. “The microscopy analysis showed that part of nanoparticles was encapsulated by the biopolymeric matrix of resins, in most cases remaining disorderly dispersed over the surface of resins. Thermal analysis shows that plant resins have peculiar characteristics, with a thermal behavior similar to commercial available semicrystalline polymers, although their structure consists of a mix of organic compoundsThe disks 3D printed from the natural materials, in most cases, inhibited the growth of the clinical pathogens being studied, and when nano oxide particles were added, the materials were even more effective.
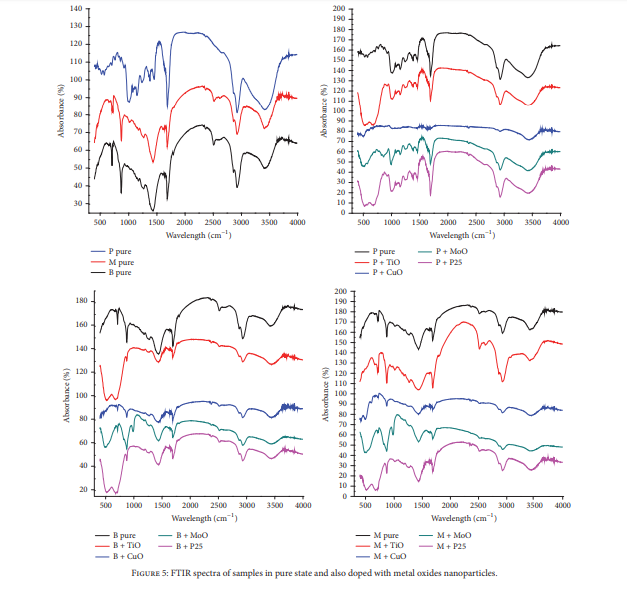
Whats more these materials behaved just like some polymers do. The resins,
showed thermal behavior inherent to semicrystalline polymers such as polyester and polyurea; at some point, the molecules disposed in amorphous matrix obtain enough freedom of motion to spontaneously rearrange themselves into crystalline forms. This transition from amor-phous solid to crystalline solid was evidenced by distinct exothermic peaks, as the temperature increases to 500∘C samples, eventually reaching its melting point.
In short this is a promising study. Polymeric behavior from these Oleo-Gum-Resin may make it easy to process them just as many other 3D printing materials. Furthermore, as 3D printing is being increasingly used to create things such as surgical instruments, surgical guides and implants, special consideration should be given to the materials that are used to 3D print these tools. Of course, all surgical instruments and implants are made to be sterile before being used, but what if they could be made from materials that actively prevented infection? There’s a big difference between tools that are free of pathogens and those that actively repel pathogens. Surgeries could be made safer and recoveries quicker, without the complications and extended hospital stays that happen when infections are acquired. 3D printing surgical tools from these materials will not eliminate all hospital-acquired infections; there are a number of causes for these diseases that go beyond surgeries themselves and threaten anyone who has to stay in a hospital. But if the use of these materials could cut down even a little bit on surgical complications, that would be progress.
Authors of the paper include Diogo José Horst, Sergio Mazurek Tebcerhani, Evaldo Toniolo Kubaski, and Rogério de Almeida Vieira.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
OPM to establish 3D printed medical device operations in Asia
High performance additive manufacturing (HPAM) and material science company Oxford Performance Materials (OPM) has partnered with advanced material supplier JSR Corporation in Tokyo to launch medical & dental operations across Asia. Under the new partnership, JSR has an exclusive regional license to provide and distribute OPM’s PEKK based 3D printing services and consumables. The two entities will operate […]
NEW GUIDE: Talking Musical NeoPixel Clock #AdafruitLearningSystem
![]()
A beautiful use of the 60 LED NeoPixel ring as a clock that also talks! This all new project uses the Adafruit Feather M0 Bluefruit LE board for both brains and Bluetooth communications. You can also add an optional infrared receiver to interact with the clock with a remote. The Swiss Army of clocks.
The guide has step by step instructions, full code written for the Arduino IDE, and wave files for the voice.
See this new guide in the Adafruit Learning System!
Fabrisonic’s Whitepaper on Metal 3D Printed Heat Exchangers for NASA JPL
Founded in 2011, Ohio-based Fabrisonic uses its hybrid metal 3D printing process, called Ultrasonic Additive Manufacturing (UAM), to merge layers of metal foil together in a solid-state thanks to high frequency ultrasonic vibrations. Fabrisonic mounts its patented hybrid 3D printing process on traditional CNC equipment – first, an object is built up with 3D printing, and then smoothed down with CNC machining by milling to the required size and surface. No melting is required, as Fabrisonic’s 6′ x 6′ x 3′ UAM 3D printer can “scrub” metal foil and build it up into the final net shape, and then machines down whatever else is needed at the end of the process.
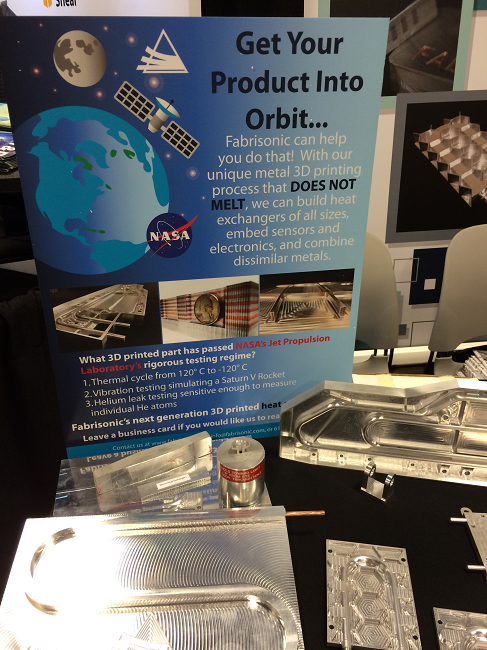
![]() Last year, Fabrisonic’s president and CEO Mark Norfolk told 3DPrint.com at RAPID 2017 that about 30% of the company’s business was in heat exchangers, as the manufacturing process is a lot smoother thanks to its low-temperature metal 3D printing technology – no higher than 250°F. UAM makes it possible to join metal alloys that are notoriously difficult to weld, such as 1000, 2000, 6000, and 7000 series copper, aluminum, stainless steel, and exotic refractory metals…all of which are used in the heat management systems at NASA’s Jet Propulsion Laboratory (JPL).
Last year, Fabrisonic’s president and CEO Mark Norfolk told 3DPrint.com at RAPID 2017 that about 30% of the company’s business was in heat exchangers, as the manufacturing process is a lot smoother thanks to its low-temperature metal 3D printing technology – no higher than 250°F. UAM makes it possible to join metal alloys that are notoriously difficult to weld, such as 1000, 2000, 6000, and 7000 series copper, aluminum, stainless steel, and exotic refractory metals…all of which are used in the heat management systems at NASA’s Jet Propulsion Laboratory (JPL).
[Image: Sarah Saunders]
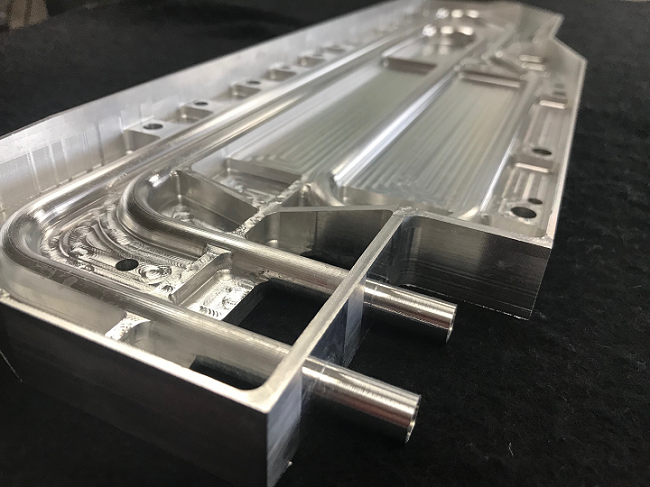
Justin Wenning, a production engineer at Fabrisonic I spoke with at RAPID 2018 this spring, recently published a whitepaper, titled “Space-grade 3D Metal Printed Heat Exchangers,” that takes a deep dive into the work he’s been doing with Fabrisonic’s 3D printed metal heat exchangers for aerospace applications. The company participated in a two-year program at JPL, and 3D printed a new class of metal heat exchanger that passed JPL’s intense testing.
“For every interplanetary mission that JPL oversees, numerous critical heat exchanger devices are required to regulate the sensitive, on-board electronic systems from temperature extremes experienced in space. These devices can be small (3 in. x 3 in.) or large (3 ft. x 3 ft.),” Wenning wrote in his whitepaper.
For many years, NASA glued bent metal tubes along, and fastened them to, the exterior of a space vehicle’s structure, which weigh a lot and do not perform well thermally. These devices were also assembled and quality-checked by hand, so production could take up to nine months. At the end of its partnership with NASA JPL, Fabrisonic showed that 3D printing can be used to improve upon all of these issues.

Evolution of UAM 3D printed heat exchanger with NASA JPL. Samples began small to
evaluate benchmark burst and helium leak performance in 2014. The team then began focusing on technology scale-up and system integration. The culmination is a full-size, functioning heat exchanger.
The UAM system does not use any controlled atmospheres, so the part size and design range greatly. NASA JPL first started working with Fabrisonic in 2014, thanks to a JPL Spontaneous R&TD grant, to look into small, simple UAM heat exchangers, before moving up to larger structures in 2015 through NASA’s SBIR/STTR program. The result was a full-size, functioning heat exchanger prototype for the Mars 2020 rover mission that was fabricated in far less time, with a 30% lighter mass.
 The 3D printed heat exchangers that Fabrisonic creates involve building pumped-fluid loop tubing right into the structure for additional efficiency and robustness, as the company’s UAM process can also be used to mix and match materials, like copper and aluminum.
The 3D printed heat exchangers that Fabrisonic creates involve building pumped-fluid loop tubing right into the structure for additional efficiency and robustness, as the company’s UAM process can also be used to mix and match materials, like copper and aluminum.
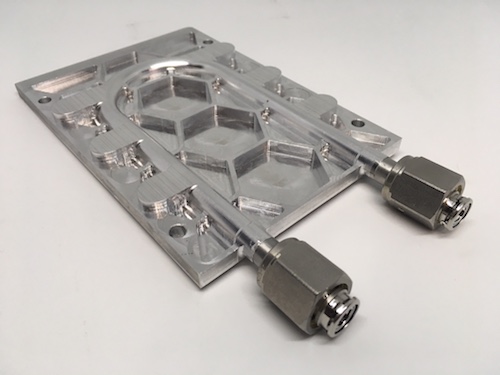
UAM starts with a metal substrate, and material is then added to and removed from the structure to make the device’s internal passageways. To help with material deposition, a proprietary water-soluble support structure is added, before adding strength and features, respectively, with optional heat-treating and final CNC machining. Fabrisonic then added SS tubing, which helps with fitting attachments, to the aluminum structure with friction welding for NASA JPL’s development parts.
NASA JPL also needed to raise its technology readiness level (TRL) from 3 to near 6. During the program, Fabrisonic and its EWI affiliate 3D printed and tested dozens of different heat exchangers, in order to develop a final prototype for ground-based qualification standards based off of NASA JPL’s existing heat exchangers.

UAM process steps for fabricating NASA JPL heat exchangers.
The NASA JPL TRL 6 qualification included several tests, including proof pressure testing to 330 PSI, two-day controlled thermal cycling from -184°F to 248°F in an environmental chamber, and vibration testing on an electrodynamic shaker, which simulated a common day rocket launch (1-10 G) in all orientations while attached to a dummy mass at the same time for imitating a normal hosted electronics package. Other tests included:
- Burst testing greater that 2500 PSI with a 0.030-in. wall thickness
- Helium leak testing to less than 1×10-8 cc/s GHe between thermal and vibration testing
- Full 3D CT scans of each specimen before and after mechanical testing, in order to evaluate void density and any accumulated testing damage

JPL project with copper embedded. [Image: Sarah Saunders]
Each of the three UAM 3D printed heat exchanger components passed the qualifications, which raised the technology to its goal of near TRL 6. To corroborate the results, NASA JPL scientists completed more helium leak and burst testing, along with thermal shock testing on certain devices; this involved submerging certain heat exchangers in liquid nitrogen (-320°F) to test their bi-metallic friction welded stainless steel aluminum joints. According to the whitepaper, the joints were “robust and helium leak tight” post-submersion.
Fabrisonic’s new class of 3D printed metal heat exchanger, developed under NASA JPL, has uses in other commercial production applications, which the company is currently exploring.
“For instance, the lack of melting in UAM enables the integration of multiple metals into one build since high temperature chemistry is avoided,” Wenning wrote. “Thus, copper may be integrated as a heat spreader in critical locations improving thermal performance with a small weight penalty.”
Because of its low temperatures, UAM can also be used to embed sensors into solid metal. In 3D printed heat exchangers, sensors could help monitor system health and improve control by being integrated in important locations.
Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
[Images: Fabrisonic unless otherwise noted]
Sand 3D Printing Used to Create Smart Slab Ceiling for ETH Zurich’s DFAB House
 Last year, a project began, led by ETH Zurich and centered around the fabrication of a multi-story house called the DFAB House. The structure would showcase multiple technologies being developed at the university, including a 3D sand printing technique. Now the team has completed what is known as the Smart Slab, a panel that will be the DFAB House’s ceiling. At its thinnest point, the Smart Slab is only 20 mm thick, but it’s strong, and while it wasn’t 3D printed directly, the mold for the slab was made from a 3D sand printer, making it the first full-scale architectural project to use 3D sand printing for its formwork.
Last year, a project began, led by ETH Zurich and centered around the fabrication of a multi-story house called the DFAB House. The structure would showcase multiple technologies being developed at the university, including a 3D sand printing technique. Now the team has completed what is known as the Smart Slab, a panel that will be the DFAB House’s ceiling. At its thinnest point, the Smart Slab is only 20 mm thick, but it’s strong, and while it wasn’t 3D printed directly, the mold for the slab was made from a 3D sand printer, making it the first full-scale architectural project to use 3D sand printing for its formwork.
The ceiling is 80 meters squared, weighs 15 tonnes and consists of 11 concrete segments that connect the lower floor with the two-story timber space above. One advantage of using 3D printing for the mold instead of using a direct layer-by-layer concrete process is that high performant fiber-reinforced concrete can be used, and it can be fabricated with millmeter precision.
 The Smart Slab was developed by the research group of Benjamin Dillenburger, Assistant Professor for Digital Building Technologies at ETH Zurich. The group developed a new software to create the formwork elements; the software is able to record and coordinate all parameters relevant to production. The team entered basic data such as room dimensions as well as a scan of the curved wall that will support the ceiling. This allowed them to adapt the geometry of the slab so that at each point it was applied only as thick as structurally necessary to support the force flow.
The Smart Slab was developed by the research group of Benjamin Dillenburger, Assistant Professor for Digital Building Technologies at ETH Zurich. The group developed a new software to create the formwork elements; the software is able to record and coordinate all parameters relevant to production. The team entered basic data such as room dimensions as well as a scan of the curved wall that will support the ceiling. This allowed them to adapt the geometry of the slab so that at each point it was applied only as thick as structurally necessary to support the force flow.
“We didn’t draw the slab; we programmed it,” said Mania Aghaei Meibodi, Smart Slab project lead and senior researcher in Dillenburger’s group. “It would not have been possible to coordinate all these aspects with analogue planning, particularly with such precision.”
The ceiling is composed of ribs of different sizes. The main ribs carry the loads, while the smaller filigree ribs are primarily for acoustics and aesthetic appeal. The lighting and sprinkler systems are integrated directly into the slab structure; they were coordinated with the planning software as well.
Several partners worked on the Smart Slab after its design had been exported from the computer. One industry partner produced the 3D printed sand formworks, which were divided into pallet-sized sections for easier printing and transport. Another partner fabricated the timber formwork through CNC machining, which gives shape to the upper part of the Smart Slab and leaves hollow areas that reduce weight and create space for electrical cables. A third partner brought together the two types of formwork, spraying the fiber-reinforced concrete onto the sand formwork to produce the lower concrete shell and casting the remaining concrete into the timber formwork.

The 11 individual concrete segments were transported to be building site after hardening for two weeks. A crane placed the concrete elements onto the load-bearing wall, where the prestressing took place. Steel cables were pulled lengthwise and crosswise through the concrete support and into the channels already inserted in the formwork. Tensioning the cables significantly increases the system’s load capacity.
“It was spectacular to see on the construction site how seamlessly our elements fitted with each other and with the existing components of the DFAB House,” said Dillenburger. “We owe this in part to the outstanding interdisciplinary collaboration with our partners. The meticulous work that we had invested into planning completely paid off.”
ETH Zurich has become well-known for its work with advanced 3D printing and robotics research. The university has developed numerous new digital fabrication technologies, several of which are being utilized in the construction of the DFAB House. The house is being constructed at Empa and Eawag‘s NEST research and innovation facility. You can learn more about the DFAB House here.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
[Images: ETH Zurich]
Exciting Updates are Coming Soon to Shapeways
Hi everyone,
We are making exciting and important updates to our user experience on Shapeways.com! We’ve been working for months and can’t wait to share it with you.
We had two major objectives:
- Remove friction from the experience to make our service easier to use
- Set a context for our services now and those rapidly coming that will enable the end-to-end experience surrounding 3D manufacturing to design, make, and sell
Here are some of the changes that will be rolling out in the upcoming weeks and months:
New Homepage
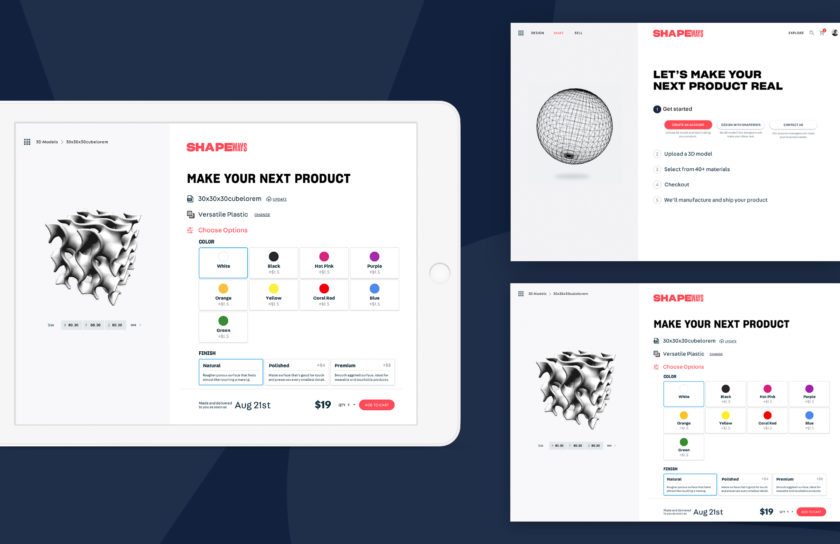
We will be launching a new Shapeways.com. We optimized it for what people use the most (including: make a product, materials pages, contact forms). For shop owners, FYI the marketplace is still on the homepage. Notably, a large percentage of shoppers bypass the homepage and go straight to product pages from search rankings (so the homepage placement is less important than you might think.)
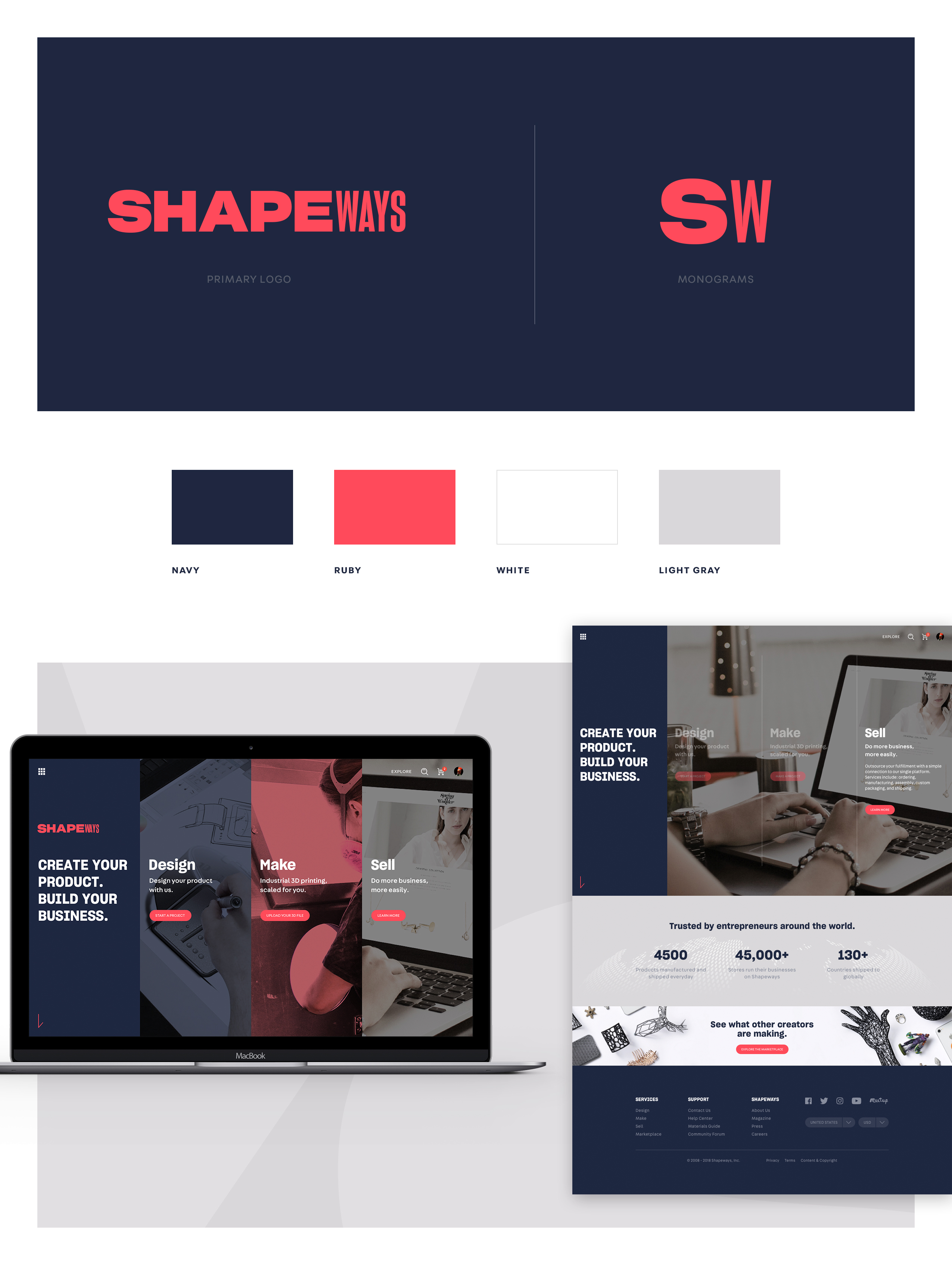
New Logo and Design
As part of this, we redesigned our logo and brand colors, imagery, and typography. We wanted to bring the best of Shapeways forward: our name, our appreciation of design, and our respect and accessibility for audiences who might not otherwise have access to advanced 3D printing technology. And we also wanted to signal a change! A backdrop to increasingly showcase our customers’ brands, not Shapeways’ first; a differentiated look and feel for the industry; and a jumping off point to build out our platform story of design + make + sell. We started with the website and will be updating our old branding over the next few months.
New Creator Flow
To a small audience, we have been testing a new “creator flow” that moves the file upload time to 20 seconds instead what had previously been 20 minutes on average! It meant fundamentally rethinking all of the file optimization and more that were happening during that wait time. We had to reduce complexity on the backend, not just the front end. We also used this as an opportunity to simplify and clean up our overall experience to make it more intuitive. We are testing and learning now and will be rolling it out to more people as we keep improving it.
To achieve these ambitions, we are having to make some pretty significant changes. Net-net they make our experience better, but even change itself can be annoying when you are used to using something. Especially our most loyal customers who have been with us for years. We thank you for your patience as you learn through the change. We hope you are happy with the updates, but also appreciate your feedback here.
Greg Kress
CEO of Shapeways
The post Exciting Updates are Coming Soon to Shapeways appeared first on Shapeways Magazine.
Researchers Boost Nerve Growth With 3D Printed Scaffolds
Scaffolds are the new hip word in the biomedical field, especially thanks to bioprinting and bioinks. These days, researchers are using tiny scaffolds to fix all sorts of biological problems, from bone growth to tissue regeneration. Now, researchers from University of Saskatchewan in Canada are having a go at nerve cells. The research may allow for the restoration […]
The post Researchers Boost Nerve Growth With 3D Printed Scaffolds appeared first on 3D Printing.