
Because continuous carbon fiber reinforced polymer composite materials have such high strength, stiffness, and fatigue resistance, in addition to noise suppression and impact energy absorption qualities, a lot of people are naturally interested in them for multiple applications. But, researchers need to look into ways to address related challenges, such as cost-effective processes to manufacture these materials.
 U. Morales, A. Esnaola, M. Iragi, L. Aretxabaleta, and J. Aurrekoetxea with Mondragon Unibertsitatea published a paper, titled “Over-3D printing of continuous carbon fibre composites on organo-sheet substrates,” that looks at combining FFF 3D printing of continuous fiber reinforced composites with organo-sheet thermoplastic composites.
U. Morales, A. Esnaola, M. Iragi, L. Aretxabaleta, and J. Aurrekoetxea with Mondragon Unibertsitatea published a paper, titled “Over-3D printing of continuous carbon fibre composites on organo-sheet substrates,” that looks at combining FFF 3D printing of continuous fiber reinforced composites with organo-sheet thermoplastic composites.
The abstract reads, “Fused Filament Fabrication (FFF), or 3D printing, of continuous fibre reinforced composites allows getting advanced materials (steered-fibres, dispersed stacking sequence laminates or functionally graded composites), as well as complex geometries (cellular structures or metamaterials). However, FFF presents several drawbacks, especially when large-projected area or high-fibre content composite parts are required. On the other side, stamp forming of organo-sheet thermoplastic composites is a cost-effective technology, but with severe geometric limitations. Combining both technologies, by over-3D printing on the organo-sheet, can be a promising approach to add the best of each of them. The effect of the organo-sheet temperature on the shear strength of the bonding interface is studied. The results show that strong bonding interface can be achieved when the correct substrate temperature is chosen. In fact, it is largely improved if the interface temperature is higher than the melting temperature of the substrate layer.”

Figure 1. Set up of the over-3D printing.
While stamp forming organo-sheet thermoplastic composites is a cost-effective method, it can’t produce complex geometries on its own, meaning that it requires assembling operations and parts to do so. You can combine stamp forming with over-injection molding, but then the final part’s mechanical properties will be limited. FFF 3D printing can achieve complex geometries and support advanced materials, but it isn’t perfect. So combining over-3D printing on the organo-sheet can offer the best of both worlds.
The team’s manufacturing process is three-fold:
- The flat organo-sheet is placed on the 3D printer bed and the complex features are over-printed
- The over-printed organo-sheet is picked up and fed to the infrared heating station
- The final shape is achieved by stamp forming once the optimum processing temperature is reached
“Establishing strong bonded interfaces between organo-sheet substrate and over-3D printed polymers is essential to the success of the proposed approach, and it is the motivation of this research, where the main objective is to establish the effects of the organo-sheet temperature on the shear strength of the bonding interface,” the researchers explained.
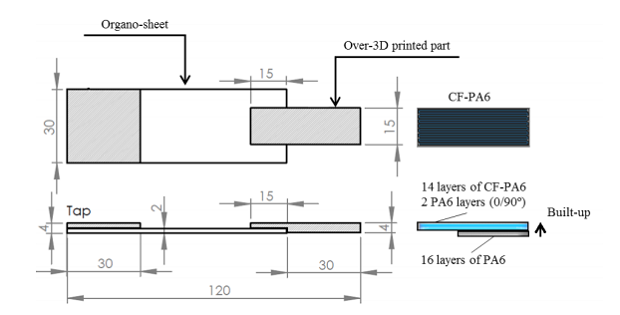
Figure 2. Geometry of the over-3D printed single lap test specimen (all dimensions in mm)
A standard polyamide 6 (PA6) was used for the infill material, while the printed composite material was a continuous carbon fiber reinforced polyamide 6 (CF-PA6); both came from Markforged. The company’s desktop Mark Two 3D printer was used to fabricate the over-3D printed specimen, the geometry of which consisted of a 2 x 30 x 90 mm3 organo-sheet substrate and a 4 x 15 x 45 mm3 prismatic over-3D printed part.
“To prevent delamination stress in the overprinted zone and assure a pure shear loading at the bonding interface, 2 mm of height tap has designed and glued to the specimen end. Therefore, it has been assumed that the first failure mode of the single lap specimen will occurred due to shearing at the bonding interface and that the tensile failure load of substrate is 10 time higher,” the researchers explained.
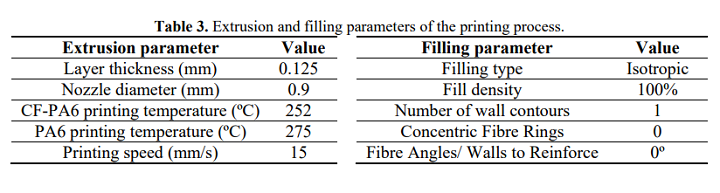
“An over-3D printed part has been manufactured layer by layer according to the printer parameter shown in the Table 3. The printed part is assembled by a stacking a sequence of 32 layers: the first 16 PA6 layers are placed to fill the gap of organo-sheet thickness (2 mm), the next two PA6 layers define an interface of 0.25 mm (flexible bed) and the last 14 CF-PA6 layers are devoted to withstand the test load. Therefore, printed carbon fibres are aligned with the loading direction (0º) and extrusion path of PA6 layers are driven in 0/90º direction.”
The team carried out quasi-static shear tests, studied failure modes by using an optical microscopy to analyze the over-printed fracture zones, and conducted differential scanning calorimetry (DSC) on the samples, which weighed between 5.5 and 6 mg.
After all of the experiments had been completed, the researchers felt that their work fully demonstrated a feasible new process that combined stamp forming of carbon fiber reinforced PA12 organo-sheet and over-3D printing of continuous carbon fiber reinforced PA6.
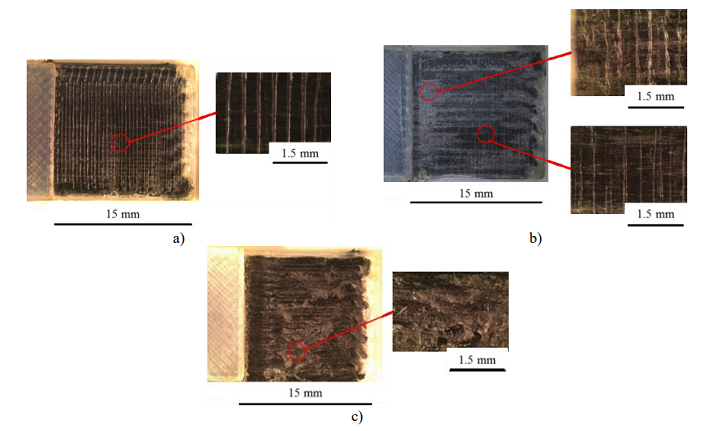
Figure 4. Interface pictures of three different over-3D printed samples; a) original over-3D printed interface, b) fracture surface of the sample with Ti 157.5 ºC and c) fracture surface of the sample with Ti 177.5 ºC.
“The substrate temperature, the only parameter that can be modified in the printer, is critical to get a strong bonding. Increasing the temperature increases the shear strength, and once the interface temperature exceeds the melting peak temperature of the substrate, the shear strength does not increase anymore. Therefore, it can be concluded that an optimum temperature can be found for balancing mechanical performances and cost-effectiveness of the process,” the researchers wrote. “Anyway, another processing parameter (printing temperature or pressure) or surface treatments (texturing or adding hot-melt) must be explored to improve even more the adhesion between the substrate and the over-3D printed features.”
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
The post Combining Over-3D Printing of Continuous Carbon Fiber Reinforced Composites with Stamp Forming Organo-sheet Substrates appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
85 Replies to “Combining Over-3D Printing of Continuous Carbon Fiber Reinforced Composites with Stamp Forming Organo-sheet Substrates”
Comments are closed.